 |
Главная |


Определение мгновенной скорости охлаждения металла при заданной температуре
|
из
5.00
|
Исходные данные
Задание №32345112;
свариваемый материал-Титан;
Толщина-3 мм;
Размеры швов приняты согласно ГОСТ 14771-76
Вид сварки - автоматическая сварка в среде защитных газов (в аргоне) неплавящимся электродом.

Рисунок 1. Сварочный шов С4 по ГОСТ 14771-76
Таблица 1. Размеры стыковых соединений С4 по ГОСТ 14771-76

Физические свойства Титана:
Температура плавления:  ;
;
Удельная теплоемкость: с=0,75  ;
;
Плотность: γ=4,6  ;
;
Коэффициент теплопроводности: λ=0,14 
Коэффициент температуропроводности: а=0,05  ;
;
Скрытая теплота плавления: L=250 
Эффективный КПД:  =0,7;
=0,7;
Толщина свариваемых пластин:  см.
см.
Расчет режимов аргонодуговой сварки.
1 Определим площадь поперечного сечения шва:


Определим теплосодержание расплавленного металла:
 ,
,
Где  - Начальная температура металла;
- Начальная температура металла;
 - температура перегрева металла в сварочной ванне, обычно принимают:
- температура перегрева металла в сварочной ванне, обычно принимают:
 (0,1…0,2)
(0,1…0,2)  ,
, 
0,1 
Рассчитаем теплосодержание:
 =0,75
=0,75  .
.
Рассчитаем полезную мощность  – мощность, затрачиваемую дугой на проплавление изделия:
– мощность, затрачиваемую дугой на проплавление изделия:

1) При скорости сварки  =10
=10  = 0,28
= 0,28 
=0,195  = 400,9 Вт.
= 400,9 Вт.
Рассчитаем термический КПД:


 [1, стр. 48]
[1, стр. 48]
Далее по номограмме (рис. 2) определяем значение термического КПД.
Из номограммы видно, что значение термического КПД равно 
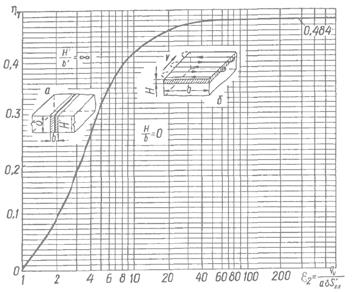
Рисунок 2. Номограмма для определения термического КПД при сварке тонких листов в стык
Рассчитаем эффективную мощность дуги:

 Вт.
Вт.
Примем  [1, стр. 48], тогда ток дуги составит:
[1, стр. 48], тогда ток дуги составит:


2) При скорости сварки =20 = 0,56
=0,195  = 801,8 Вт.
= 801,8 Вт.
Рассчитаем эффективную мощность дуги:
 Вт,
Вт,
тогда:
 .
.
3) При =30 = 0,83
=0,195  = 1188,4 Вт.
= 1188,4 Вт.
Рассчитаем эффективную мощность дуги:
 Вт,
Вт,
тогда ток дуги составит:
 .
.
Определение ширины зоны, нагретой выше заданной температуры.
1) Т = 
2) Т = 
3) Т = 
 , [2, стр.135]
, [2, стр.135]
где b-коэффициент температуроотдачи,
b=  ,
,  ;
;
 коэффициент поверхностной теплоотдачи,
коэффициент поверхностной теплоотдачи,  ,
,
 [2, стр.132]
[2, стр.132]
 толщина пластины, см.
толщина пластины, см.
b=  = 7,84
= 7,84 
1) При Т =
Для определения ширины зоны, нагретой выше заданной температуры запишем формулу в виде квадратного уравнения:



542,3 
D= 
D=  ;
;

Определим корни уравнения:


Второй корень ввиду отрицательного значения исключается.
2) При Т = 
577,07 
D=
D=  ;
;
Определим корни уравнения:


Второй корень ввиду отрицательного значения исключается.
3) При Т = 
577,07 
D=
D=  ;
;
Определим корни уравнения:


Второй корень ввиду отрицательного значения исключается.
Графический метод[4, стр. 209]:

Рисунок 3. Номограмма для определения ширины зоны нагрева 2l движущимся источником теплоты
1)  =
= 

 см
см
2)  =
= 

 см
см
3) = 

 см
см
3. Определение максимальной температуры, которая достигается на расстоянии L=у от оси шва.
При L=1 см;
При L=2 см;
При L=3 см.
[3, стр.135]
1) При L=1 см

2) При L=2 см

3) При L=3 см

Т.к. при L=3 см и L=2 cм получилось отрицательное значение, следовательно, на этих расстояниях  .
.
Определение мгновенной скорости охлаждения металла при заданной температуре.
1) Т= ; Т=1650
2) Т=  1650/2=825 .
1650/2=825 .
 [3, стр.156]
[3, стр.156]
1) 
2) 
5. Определение температуры подогрева  , обеспечивающей снижение скорости охлаждения.
, обеспечивающей снижение скорости охлаждения.
1) в 1,2 раза для  ;
;
2) в 2 раза для ;
3) в 1,2раза для ;
4) в 2 раза для .

 в 1,2 раза для , следовательно скорость охлаждения будет:
в 1,2 раза для , следовательно скорость охлаждения будет:
 ,
,
 :
:
Т- 
Т- 
При Т=1650

 в 2 раза для , следовательно скорость охлаждения будет:
в 2 раза для , следовательно скорость охлаждения будет:
 ,
,
Т- 
При Т=1650

 в 1,2 раза для , следовательно скорость охлаждения будет:
в 1,2 раза для , следовательно скорость охлаждения будет:
 ,
,
Т- 
При Т=825

 в 2 раза для , следовательно скорость охлаждения будет:
в 2 раза для , следовательно скорость охлаждения будет:
 ,
,
Т- 
При Т=825

6. Расчет длительности нагрева выше температуры Т точек околошовной зоны, лежащих на границе проплавления (  ).
).
1) Т=0,7  ;
;
2) Т=  .
.

 [3, стр.158],
[3, стр.158],

 ,
,

1) Т=0,7 
 =0,7.
=0,7.


2) Т=0,6 
 =0,49.
=0,49.


Введение
Целью расчетно-графической работы является расчет режимов аргонодуговой сварки неплавящимся электродом титана, при заданных разделке кромок, толщины свариваемых пластин и скорости сварки. Рассмотреть распространение тепла в пластинах, определить необходимый подогрев при определенной скорости охлаждения металла.
Заключение
В расчетно-графической работе проведен расчет параметров для сварки пластин из титина встык, определены мгновенные скорости охлаждения при заданных температурах, рассчитаны температуры подогрева для обеспечения оптимальной скорости охлаждения. В процессе выполнения работы была использована схема мощного быстродвижущегося источника теплоты.
Литература
1 Гуревич С.М. Сварка химически активных и тугоплавких металлов и сплавов. – М.: Машиностроение, 1982. – 95с., ил.
2 Петров Г.Л., Тумарев А.С. Теория сварочных процессов (с основами физической химии). Учебник для вузов. Изд. 2-е, перераб. М., «Высш. школа», 1977.
3 Теория сварочных процессов. Багрянский К.В., Добротина З.А., Хренов К.К. Издательское объединение «Вища школа», 1976, 424 с.
4 Теория сварочных процессов: учеб. для вузов по спец. «Оборуд. и технология сварочн. про-ва» / Под ред. В. В. Фролова. – М.: Высш. шк., 1988, 559с.: ил.
|
из
5.00
|
Обсуждение в статье: Определение мгновенной скорости охлаждения металла при заданной температуре |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы