 |
Главная |


Капиллярный и магнитопорошковый контроль
|
из
5.00
|
Капиллярный или магнитопорошковый контроль сварных соединений проводится с целью определения поверхностных дефектов при ремонте сварных соединений, либо для уточнения результатов визуального и других методов контроля.
Капиллярный контроль должен проводиться в соответствии с ГОСТ 18442, магнитопорошковый - с ГОСТ 21105 и унифицированными методиками контроля ПНАЭ Г-7-018-89 и ПНАЭ Г-7-015-89.
При капиллярном контроле класс чувствительности должен быть не ниже III, при магнитопорошковом - не ниже уровня Б.
При капиллярном контроле сварных соединений по индикаторным следам наличие удлиненных и неодиночных индикаторных следов является браковочным признаком. Число одиночных округлых индикаторных следов не должно превышать установленных норм одиночных включений, а наибольший размер каждого индикаторного следа не должен превышать трехкратных значений этих норм.
Нормы оценки качества при магнитопорошковом контроле должны соответствовать нормам для визуального контроля.
Выявленные при контроле дефекты допускается оценивать по фактическим показателям размеров после удаления реактива или эмульсии (порошка).
Приемочный контроль
Приемочный контроль сварных соединений труб котлов и трубопроводов, на которые распространяются правила Ростехнадзора России, включает следующие виды:
визуальный и измерительный контроль;
стилоскопирование деталей и металла шва;
измерение твердости металла шва;
ультразвуковая и радиографическая дефектоскопия;
механические испытания;
металлографические исследования;
контроль прогонкой металлического шара;
капиллярный или магнитопорошковый контроль;
гидравлические испытания.
Контроль качества сварных соединений трубопроводов, на которые не распространяются правила Ростехнадзора России, должен осуществляться с помощью визуального и измерительного, ультразвукового или радиографического контроля и механических испытаний, если другие методы контроля не оговорены соответствующими СНиП, чертежами или техническими условиями на изготовление и монтаж этих трубопроводов.
Исправление дефектов
9.1 Поверхностные и подповерхностные дефекты в стыках трубопроводов обнаруженные при контроле, должны исправляться следующим образом:
а) черезмерные выпуклости (усиления) сварных швов удалять механическим способом, недостаточные выпуклости - исправлять подваркой предварительно зачищенного шва;
б) наплыв удалять механическим путем и при необходимости подварить;
в) подрезы и углубления между валиками подварить, предварительно зачистив места подварки.
Испытания
10.1 Разрушающий контроль путем механических испытаний и металлографических исследований сварных соединений проводят в целях проверки соответствия прочностных и пластических свойств, характеристик макро- и микроструктуры, формы, размеров и сплошности различных участков сварного соединения требованиям настоящего РД и другой НТД. Механические испытания сварных соединений выполняются по ГОСТ 6996 и включают испытания на растяжение, на изгиб или сплющивание, на ударный изгиб. Металлографические исследования включают исследования макроструктуры и формы шва, микроструктуры различных зон сварного соединения.
Эти испытания (исследования) проводятся на образцах, изготовленных из специально сваренных контрольных соединений или из производственных сварных соединений в соответствии с требованиями п. 10.4 или п. 10.7.
10.2 Механические испытания и металлографические исследования выполняют: при аттестации технологии сварки объектов, на которые распространяются правила Госгортехнадзора России; при контроле сварочных материалов - в случае и в объеме, регламентированных указаниями раздела 3 настоящего РД; при контроле квалификации сварщиков - во время их аттестации или допуска к работе; при контроле производственных сварных соединений.
10.3. Контрольные сварные соединения должны быть идентичны контролируемым производственным стыкам по марке стали, размерам труб (при контроле однотипных сварных соединений - по одному из типоразмеров), конструкции и виду соединения и выполнены по технологическому процессу, применяемому при изготовлении, монтаже котлов и трубопроводов (тем же методом сварки, с использованием соответствующих сварочных материалов, на тех же режимах, с тем же подогревом и т.д.).
10.4. Контроль качества производственных сварных соединений изделий, на которые распространяются правила Госгортехнадзора России (кроме технологических трубопроводов), проводится:
а) путем металлографических исследований - соединений деталей из сталей разных структурных классов независимо от способа сварки; угловых и тавровых сварных соединений (в том числе соединений труб или штуцеров с коллекторами и трубопроводами), а также тройниковых соединений независимо от способа сварки.
Для технологических трубопроводов механические испытания стыковых сварных соединений проводятся независимо от способа сварки, а металлографические исследования - по требованию проекта.
10.5. Число контрольных сварных соединений, контролируемых в соответствии с п. 10.4 (для изделий, подконтрольных Госгортехнадзору России), должно быть не менее одного на все однотипные производственные сварные соединения, выполненные каждым сварщиком в течение 6 месяцев (в том числе для разных заказов).
10.6. Механические испытания контрольных стыков труб, подконтрольных органам Госгортехнадзора России, наружным диаметром 108 мм и менее при толщине стенки менее 12 мм можно проводить как на отдельных образцах, вырезанных из контрольного стыка, так и на целых стыках со снятым усилением. В последнем случае испытание на изгиб заменяется испытанием на сплющивание, а минимальное число контрольных стыков должно быть не менее одного для каждого из предусмотренных видов испытаний.
Механические испытания на целых стыках технологических трубопроводов выполняются для труб с условным проходом до 50 мм.
10.7. Контроль производственных сварных соединений трубопроводов, на которые не распространяются правила Госгортехнадзора России, производится путем механических испытаний допускных (пробных) стыков и/или контрольных стыков.
Для трубопроводов тепловых сетей (с параметрами Р 0,07 МПа (0,7 кгс/см2) и t 115 °С) и трубопроводов наружного водоснабжения и канализации механические испытания выполняются только на допускных стыках. Для сварных соединений труб паровых котлов с давлением не более 0,07 МПа (0,7 кгс/см2), водогрейных котлов и водоподогревателей с температурой нагрева воды не выше 115 °С проводятся механические испытания контрольных стыков.
10.8. Для механических испытаний сварных соединений трубопроводов, на которые не распространяются правила Госгортехнадзора России, отбираются стыки в следующем объеме:
для труб котлов, водоподогревателей и их элементов, работающих при Р 0,07 МПа (0,7 кгс/см2) и t 115 °С, - не менее одного на все однотипные производственные сварные соединения, выполненные каждым сварщиком в течение 3 месяцев.
Для механических испытаний сварных соединений технологических трубопроводов выполняется не менее одного стыка на партию однотипных производственных стыков, сваренных в срок не более трех месяцев в количестве не более 100 однотипных* стыков с Ду до 150 мм и не более 50 стыков с Дy 175 мм и выше.
* Однотипными стыками технологических трубопроводов считаются соединения из сталей одной марки, выполненные одним сварщиком по единому технологическому процессу и отличающиеся по толщине стенки не более чем на 50 %. Однотипными по условному диаметру являются: Ду 6 - 32, Ду 50 - 150, Ду 175 мм и выше.
В случае, если производственные стыки трубопроводов подвергаются неразрушающему контролю (УЗД или радиографированию) в объеме 100 %, механические испытания не производятся.
Механические испытания сварных соединений трубопроводов выхлопных, продувочных и КИПиА, подвергаемых выборочному контролю неразрушающими методами, проводятся согласно п. 10.4 при условии, что имеется аттестация технологии сварки однотипных сварных соединений.
По окончании изготовления контролируемого соединения, включая термическую обработку (если она предусмотрена), сварное соединение должно быть проверено теми же неразрушающими методами контроля (УЗД или радиографией), которые предусмотрены для производственных сварных соединений. При неудовлетворительных результатах контроля контрольные соединения должны быть изготовлены в удвоенном количестве. Если и при повторном неразрушающем контроле будут получены неудовлетворительные результаты, общий результат считается неудовлетворительным. В этом случае должны быть подвергнуты дополнительной проверке качество материала, оборудование и квалификация сварщика.
10.9. Из каждого контрольного стыка трубопроводов, на которые не распространяются правила Госгортехнадзора России, вырезаются:
из стыка прочих трубопроводов, указанных в п. 10.8, - два образца для испытания на растяжение, два образца для испытания на изгиб.
Из стыка технологического трубопровода, на который распространяются ПБ 03-108-96, изготавливаются два образца для испытания на растяжение, два образца - на изгиб и три образца (при толщине стенки 12 мм и более) - на ударный изгиб.
Стыки технологических трубопроводов условным диаметром до 50 мм включительно испытывают целыми стыками на растяжение и на сплющивание. Таким же образом могут испытываться контрольные стыки прочих трубопроводов диаметром 108 мм и менее при толщине стенки менее 12 мм.
Требования к изготовлению и испытанию образцов при контроле производственных сварных соединений и аттестации технологии сварки.
10.11. Заготовку из контрольных стыков для изготовления образцов вырезают механическим способом. Разрешается вырезать заготовки огневой резкой. В этом случае у заготовки должен быть оставлен припуск не менее 5 мм на каждую сторону реза для образцов, подвергаемых механическим испытаниям, и 10 мм для образцов, предназначенных для металлографических исследований. Окончательная форма придается образцам путем механической обработки без применения предварительной правки.
10.12. Форма и размеры образцов для механических испытаний должны соответствовать ГОСТ 6996.
10.13. Образцы для испытания на растяжение и изгиб, вырезанные из контрольных стыковых соединений труб при толщине стенки до 30 мм включительно, необходимо изготавливать на всю толщину основного металла. Выпуклость (усиление) шва и остатки подкладных колец следует снять заподлицо с основным металлом.
Состругивать выпуклость (усиление) шва у образцов, предназначенных для испытания на растяжение, необходимо поперек шва, при этом основной металл можно снять на всей рабочей части образца на глубину до 1 мм с каждой стороны. При изготовлении плоских образцов (рис. 11, а и 11, б) состругивание корня шва должно быть минимальным, позволяющим придать образцу необходимую прямоугольную форму. Удаление корня шва при изготовлении образцов из стыков труб малых диаметров не разрешается.

Рисунок 11. Форма и размеры образцов для испытаний сварных соединений на растяжение для тонкостенных труб (S < 12 мм)
10.14. Испытание на изгиб производят по схеме, показанной на рис. 11, б.
10.15. Для испытания сварного соединения на ударный изгиб образцы изготавливают из средней части шва с надрезом, расположенным по середине образца со стороны раскрытия шва.

Рисунок 12. Испытание на изгиб: b = 1,5S, но не менее 10 мм; l = L/3; D = 2S; r = S, но не более 25 мм; k = 2,5D
10.16. Все механические испытания необходимо производить при комнатной температуре.
10.17. Результаты механических испытаний сварных соединений должны удовлетворять следующим требованиям:
а) временное сопротивление разрыву при испытании однородных сварных соединений на растяжение должно быть не ниже минимально допустимого для основного металла, а при испытании сварных соединений элементов с разными нормативными значениями временного сопротивления - не ниже минимально допустимого значения временного сопротивления разрыву менее прочной из сваренных сталей.);
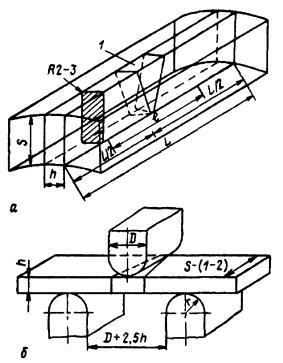
Рисунок 13. Испытание на изгиб «на ребро» сварных образцов из толстостенных труб (при S > 30 мм):
а - схема вырезки и размеры образца; б - схема испытаний; D = 2h - диаметр пуансона; L = D + 2,5h + 80 мм - длина образца; h = r, l = L/3; 1 - сварной шов; грани образца на длине l закруглить
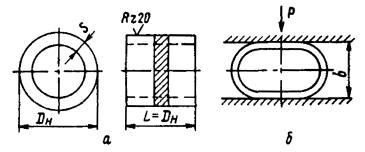
Рисунок 14. Испытание на сплющивание:
а - размеры образца; б - схема испытания; Dн - наружный диаметр трубы; L - длина образца; S - толщина стенки трубы; b - просвет между сжимающими поверхностями в момент появления трещины
б) угол изгиба при испытании сварных образцов на изгиб должен отвечать требованиям таблице 11;
Таблица 11- Требования к результатам испытаний сварных соединений на изгиб
| Тип (класс) сталей сварных соединений | Номинальная толщина сваренных деталей, S,мм | Угол изгиба при испытании на изгиб, градусы (не менее) | |
| трубопроводы всех назначений*1, кроме газопроводов | газопроводы по СНиП 3.05.02-88* | ||
| Углеродистые | До 20 включительно | 100 (70)*2 | 120 (100) |
| Низколегированные конструкционные | До 20 включительно | 80 (50) | 120 (100) |
в) просвет «b» (рис. 14) между сжимающими поверхностями при испытании на сплющивание должен быть:
для трубопроводов кроме газопроводов:

где а = 0,08 для углеродистых;
г) ударная вязкость при испытаниях на ударный изгиб сварных соединений на образцах типа VI по ГОСТ 6996 должна быть не менее 49 Дж/см2 (5 кгс · м/см2) для сварных соединений элементов из стали перлитного.
10.18. Показатели механических свойств определяются как среднее арифметическое результатов, полученных на заданном числе образцов (по каждому виду испытаний для каждого контрольного сварного стыка). Общий результат испытаний считается неудовлетворительным, если результаты испытаний хотя бы одного из образцов ниже норм: по временному сопротивлению разрыву и углу изгиба - более чем на 10 %; по ударной вязкости - более чем на 10 Дж/см2 (1 кгс · м/см2).
10.19. При получении неудовлетворительных результатов по какому-либо виду испытаний допускаются повторные испытания на удвоенном числе образцов, вырезанных из тех же контрольных сварных соединений, взамен каждого образца, показавшего неудовлетворительные результаты. Если при повторном испытании хотя бы на одном из образцов (кроме образцов газопроводов) получены результаты, не отвечающие установленным нормам, то общий результат механических испытаний считается неудовлетворительным.
В случае получения при повторной проверке неудовлетворительных результатов испытаний хотя бы на одном стыке газопровода, все стыки, сваренные данным сварщиком газовой сваркой в течение календарного месяца на данном объекте, должны быть удалены, а стыки, сваренные дуговой сваркой, должны быть проверены радиографией.
10.20. Изломы образцов, которые получены при механических испытаниях, следует просматривать и обнаруженные крупные дефекты заносить в протоколы механических испытаний. При выявлении хотя бы на одном образце трещин или других дефектов, выходящих за пределы норм, установленных настоящим РД, даже при удовлетворительных результатах механических испытаний и приемлемых результатах металлографического исследования, образцы необходимо забраковывать.
10.21. Образцы (шлифы) для металлографического исследования сварных соединений нужно вырезать поперек шва. Образцы для макроисследования всех сварных соединений и для микроисследования сварных соединений элементов при толщине стенки менее 25 мм должны включать все сечение шва, обе зоны термического влияния, прилегающие к ним участки основного металла, а также подкладное кольцо, если оно применялось и не подлежит удалению на производственных стыках. Образцы для микроисследования сварных соединений элементов с толщиной стенки 25 мм и более могут включать лишь часть сечения соединения. При этом расстояние от линии сплавления до краев образца должно быть не менее 12 мм, а площадь контролируемого сечения - не менее 25 × 25 мм. При изготовлении образцов для металлографического исследования угловых и тавровых сварных соединений, выполненных на трубных элементах, контролируемые сечения необходимо разрезать вдоль оси штуцера (привариваемой трубы).
10.22. Сварные соединения бракуют, если при металлографическом исследовании макроструктуры хотя бы на одном поперечном шлифе, вырезанном из контрольного сварного соединения, выявлены следующие дефекты:
а) трещины любых размеров и всех видов и направлений, расположенные в металле шва, по линии сплавления и в околошовной зоне основного металла;
б) непровары (несплавления), расположенные у поверхности и по сечению сварного соединения (между основным металлом и металлом шва, а также между отдельными валиками и слоями шва);
в) поры, расположенные в виде сплошной сетки, незаваренные (или не полностью заваренные) прожоги, свищи, смещения внутренних кромок состыкованных труб (деталей), превышающие нормы;
г) местные непровары, вогнутость или выпуклость корня шва (рис. 15);

Рисунок 15. Дефекты корня шва:
а - выпуклость корня шва на участке стыка, сваренного в нижнем положении; б - вогнутость корня шва на участке стыка, сваренного в потолочном положении; в - непровар в корне шва.
д) поры, шлаковые и вольфрамовые включения, превышающие нормы, приведенные в табл. 12. Показатель концентрации дефектов Кд определяется как сумма наибольших линейных размеров (по высоте шва) всех допустимых дефектов (объемных включений, непровара, смещения кромок и др.), выявленных на любой полосе шириной 10 мм, проходящей по высоте шва или параллельно линии сплавления. Схема подсчета приведена на рис. 16.
Таблица 12- Допустимые размеры включений, выявляемых при металлографическом исследовании
| Номинальная толщина стенки труб (деталей) в стыковых соединениях или меньший катет шва в угловых, мм | Допустимый наибольший размер одиночных включений и скоплений, мм | Максимально допустимое число включений (скоплений) в шлифе | Максимально допустимый показатель Кд, мм |
| До 5 | 0,5 | 1,3 | |
| Свыше 5 до 6,5 | 0,6 | 1,4 | |
| Свыше 6,5 до 8,5 | 0,8 | 1,7 | |
| Свыше 8,5 до 12 | 1,0 | 2,0 | |
| Свыше 12 до 20 | 1,3 | 2,5 | |
| Свыше 20 до 35 | 2,0 | 3,5 | |
| Свыше 35 до 50 | 2,5 | 5,0 | |
| Свыше 50 | 3,0 | 8,0 |
Примечания. 1. Включения (скопления) с максимальным размером до 0,2 мм включительно не учитываются.
2. Расстояние между любыми двумя включениями и скоплениями должно составлять не менее трехкратного наибольшего размера любого из двух рассматриваемых включений или скоплений.
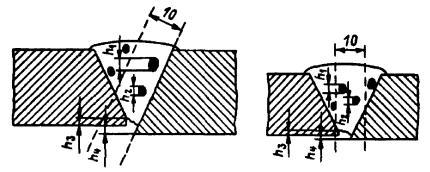
Рисунок 16. Схема подсчета показателя концентрации дефектов (Кд): Кд = h1 + h2 + h3 + h4
10.23. Если при металлографическом исследовании контрольных сварных стыков в соответствии с п. 10.4,б, проверенных ультразвуком или радиографией, обнаружены недопустимые внутренние дефекты, которые по нормам этих методов контроля должны и могли быть выявлены примененным методом неразрушающего контроля, то все производственные сварные соединения, контролируемые дефектным стыком, подлежат 100 %-ной проверке тем же методом дефектоскопии независимо от предусмотренного и выполненного объема неразрушающего контроля. Эту проверку должен осуществлять наиболее опытный и квалифицированный дефектоскопист. Дефектоскописту, проверявшему контрольный стык и пропустившему в нем дефект, выполнять указанный контроль производственных стыков не разрешается.
10.24. Все сварные соединения котлов и трубопроводов пара и горячей воды, на которые распространяются правила Госгортехнадзора России, проверяют на прочность и плотность гидравлическим испытанием. Пробное давление, технология проведения и оценка результатов гидравлического испытания устанавливаются соответствующими правилами Госгортехнадзора России.
Сварные соединения газопроводов проверяют гидравлическим (или пневматическим) испытанием в соответствии с требованиями СНиП 3.05.02-88*.
Сварные соединения технологических трубопроводов, на которые распространяются ПБ 03-108-96, проверяют гидравлическим или пневматическим испытанием в соответствии с требованиями РД 153-34.1-003-01 (PTM-1c).
Сварные соединения прочих трубопроводов проверяют гидравлическим испытанием, если это указано в чертеже, технических условиях или инструкции на изготовление изделия. При отсутствии в этих документах указаний о величине пробного давления она должна быть равна 1,25 рабочего (избыточного), но не менее 0,2 МПа (2 кгс/см2).
10.25. Результаты гидравлического испытания считаются удовлетворительными, если манометр не показывает падение давления, а в сварных швах не обнаружено течи, «слезок» и «потения» и изделие не получило видимых остаточных деформаций.
|
из
5.00
|
Обсуждение в статье: Капиллярный и магнитопорошковый контроль |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы