 |
Главная |


ВЫБОР СПОСОБА УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ
|
из
5.00
|
При проектировании сварных заготовок необходимо предусматривать конструктивные и технологические мероприятия по устранению или уменьшению деформаций и напряжений. Суммирование наблюдаемых сварочных деформаций в отдельных точках приводит к переме-шениям в сварных изделиях. Последние снижают точность размеров заготовки и требуют назначения больших припусков на механическую обработку.
Сварочные деформации и напряжения возникают вследствие локальной пластической деформации отдельных зон сварного соединения из-за неравномерного разогрева при сварке. Металл в зоне максимального нагрева (шов и зона термического влияния), претерпевший пластическую деформацию сжатия при нагреве, после полного охлаждения получает остаточное укорочение. Это укорочение приводит к изменению формы и размеров всей сварной заготовки. Абсолютное укорочение (ААВ и ADC) линейных элементов (АВ и DC) пропорционально их длине в зоне пластической деформации (АВCD) (рис. 2, а, б).
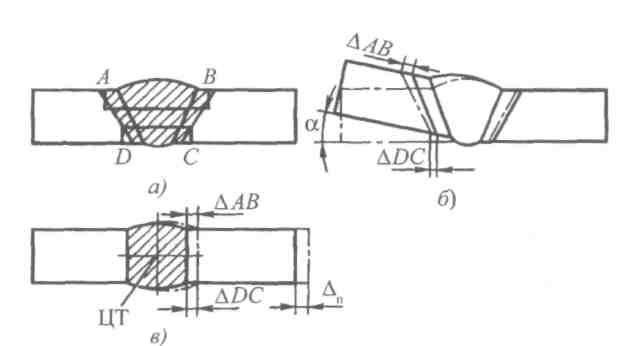
Рис.2. Схема образования внешних сварочных деформаций
В соответствии с этим основные закономерности процесса развития перемещений в сварных изделиях сводятся к следующему:
1) абсолютное укорочение возрастает с увеличением зоны пластической деформации, т.е. с увеличением объема наплавленного металла и зоны разогрева заготовки;
2) при симметричном размещении наплавленного металла относительно центра тяжести (ЦТ) сечения свариваемых элементов изменяются только размеры последних, т.е. происходят поперечная (Дп) и продольная (Апо) усадки (см. рис.2, в; 3, а);
3) при несимметричном расположении наплавленного металла относительно ЦТ сечения также изменяется форма свариваемых заготовок, т.е. происходит перемещение угловое а и изгиба/(см. рис. 2, б; 3, в; 4, а);
4) перемещение определяется, с одной стороны, остаточным укорочением, с другой - сопротивлением сварной заготовки деформации растяжения (сжатия), изгиба или кручения, т.е. соответствующей ее жесткостью.
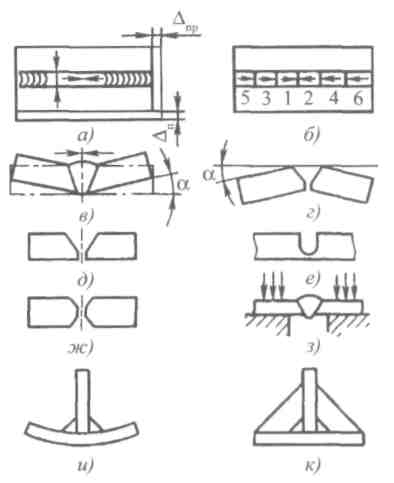
Рис. 3. Усадка и угловая деформация сварных заготовок и способы их устранения:
а, б - продольная и поперечная усадки; в-к - угловая деформация
Эффект укорочения металла в зоне пластических деформаций в ряде случаев может быть представлен как сжимающее действие некоторой фиктивной усадочной силы Рус. Это позволяет рассчитывать сварочные перемещения методами сопротивления материалов. Усадочную силу определяют количественно как произведение площади зоны пластической деформации в поперечном сечении соединения на предел текучести металла этой зоны.
Мероприятия, уменьшающие перемещения в сварных изделиях, направлены на снижение остаточного укорочения и устранение несимметричности его распределения, а также на повышение сопротивления свариваемых элементов деформированию. Они могут быть реализованы на этапе конструирования или изготовления сварного узла. Часто полностью устранить перемещения не удается. Поэтому при необходимости возможно применение правки уже готовых сварных заготовок.
Поперечную и продольную усадки сварных заготовок (рис.3, а) можно скомпенсировать увеличением размеров заготовки под сварку на величину предполагаемой деформации; уменьшить сваркой обратноступенчатым способом (рис. 3, б; 1-6 - последовательность сварки). Угловое перемещение (рис.3, в, и) может быть устранено или снижено предварительным обратным угловым изгибом заготовок перед сваркой (рис. 3, г); уменьшением сечения шва заменой V-образной разделки на U-образную (рис. 3, д, ё) симметричным размещением наплавленного металла относительно ЦТ сечения шва заменой V-образной разделки на Х-образную (рис. 3, ж) жестким закреплением свариваемых элементов при сварке (рис.3, з) или применением ребер жесткости (рис.3, к).
Перемещение изгиба (рис. 4, а) можно исключить предварительным обратным прогибом балки перед сваркой (рис. 4, б); рациональной последовательностью укладки швов относительно ЦТ сечения сварной балки (рис. 4, б), в случае несимметричной двутавровой балки вначале сваривают швы / и 2, расположенные ближе к ЦТ, а затем швы 5 и 4; термической (горячей или холодной правкой.

Рис. 4. Деформация изгиба сварных заготовок и способы ее устранения
При термической правке газовым пламенем или дугой неплавящегося электрода нагревают до термопластичного состояния те зоны сварной заготовки, сокращение которых необходимо для исправления перемещений заготовки.
Разогретые зоны претерпевают пластическую деформацию сжатия, а после охлаждения - остаточное укорочение. Последнее обусловливает дополнительное перемещение сварной заготовки, противоположное по знаку первоначальному. Подобное перемещение можно также получить, если наложить в указанных зонах холостые сварные швы.
Холодная правка выполняется проковкой или прокаткой сварных швов, претерпевших укорочение в результате сварочной усадки. Воздействие на швы должно привести к пластическому удлинению швов, равному сварочной усадке. Холодная правка наиболее эффективна для тонколистовых сварных заготовок, поскольку пластическая деформация удлинения должна распространяться на всю толщину сварного шва.
Остаточные сварочные напряжения представляют собой систему внутренних сил, находящихся в равновесии. При нарушении этого равновесия напряжения перераспределяются, что сопровождается упругими и пластическими деформациями в дополнение к сварочным деформациям, полученным ранее в процессе сварки. Поэтому при механической обработке (точении, фрезеровании, сверлении) сварных заготовок часто невозможно добиться высокой точности их размеров.
Для предупреждения возникновения высоких сварочных напряжений не следует допускать скопления сварных швов и пересечений их друг с другом, рекомендуется использовать способы сварки, обеспечивающие минимальный разогрев заготовок. Для снятия напряжений применяют высокий отпуск сварных заготовок, а также прокатку или проковку сварных швов.
Для оценки технологичности используют специальные критерии:
Трудоемкость изготовления конструкции.Уровень технологичности по трудоемкости Ктопределяют по соотношению
Кт = Тп/Тб,
где Тп — трудоемкость по проектному варианту, нормо-ч; Тб — трудоемкость по базовому варианту, нормо-ч.
Эффективность использования материалов.Оценку эффективности использования материалов можно выполнять по следующим показателям:
• удельная материалоемкость конструкции
Ку.м = Mи/N,
где Ми — масса конструкции, т; N — показатель работоспособности (программа выпуска, мощность и т.п.);
• коэффициент использования материалов
Ки.м = Mи/Мз,
где Мз — масса материалов деталей и заготовок, т;
• коэффициент применяемости материалов
Кп.м = Mм/Ми,
где Мм— масса материала данного вида в сварной конструкции, т;
• относительный ан.м или удельный Ку.и.м расход наплавленного металла
ан.м = Мн.м/Ми,
Ку.и.м = Мн.м/N,
где Мн.м — масса наплавленного металла в проектном и базовом вариантах сварной конструкции, т.
Технический уровень сварочного производства.Технический уровень сварочного производства определяется использованием прогрессивных механизированных технологических процессов.
Технический уровень производства можно оценивать по следующим показателям:
• уровень механизации сварочных работ, %:
Ус = ТмП / (ТмП+Тр) *100%,
где Тм — трудоемкость работ, выполняемых механизированными способами сварки, нормо-ч; П — коэффициент производительности труда при данном способе сварки; Тр — трудоемкость работ, выполняемых ручными способами сварки, нормо-ч.
Различные способы сварки характеризуются следующими значениями коэффициента П производительности труда: ручная дуговая — 1; механизированная дуговая — 1,5; автоматическая дуговая — 2; электрошлаковая — 4; контактная — 6;
• уровень комплексной механизации работ при изготовлении сварной конструкции

где У, — уровень механизации по i-му виду работ, %; di — доля i -го вида работ в общем объеме, %.
Величину Уi, определяют с учетом доли ручного труда, %.
Для основных технологических операций доля ручного труда характеризуется следующими значениями, %:
для ручной дуговой сварки и резки — 100;
механизированной дуговой сварки — 62;
автоматической дуговой сварки и резки — 8... 12;
контактной сварки — 44.
Порядок проведения работы:
- по заданному варианту провести анализ сварной конструкции на технологичность;
- на основании проведенного анализа конструкции на технологичность наметить пути ее повышения;
- сделать выводы.
Список использованной литературы:
1. Маслов Б.Г. Производство сварных конструкций: учебник для студ. Учреждений сред. проф. образования / Б.Г. Маслов, А.П. Выборнов. – М.: Издательский центр «Академия», 2007. – 256с.
2. Маталин А.А. Технология машиностроения: Учебник для машиностроительных вузов по специальности «Технология машиностроения, металлорежущие станки и инструменты». - Л.: Машиностроение 1985.-495 с.
|
из
5.00
|
Обсуждение в статье: ВЫБОР СПОСОБА УМЕНЬШЕНИЯ СВАРОЧНЫХ ДЕФОРМАЦИЙ И НАПРЯЖЕНИЙ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы