 |
Главная |


ВЫБОР ТИПА СВАРНОГО' СОЕДИНЕНИЯ
|
из
5.00
|
Практическая работа № 2
Цель работы:изучить методику конструктивно-технологического анализа изготовления сварных конструкций.
Краткие теоретические сведения.
1 ПОНЯТИЕ «ТЕХНОЛОГИЧНОСТЬ»
При проектировании сварных заготовок следует учитывать требования к технологичности их изготовления.
Оптимальными являются конструктивные формы, которые отвечают служебному назначению изделия, обеспечивают надежную работу в пределах заданного ресурса, позволяют изготовить изделие при минимальных затратах материалов, труда и времени — эти признаки определяют понятие технологичности конструкции. Кроме того, необходимо, чтобы конструкция отвечала требованиям технической эстетики, которые должны соблюдаться на всех стадиях проектирования и изготовления конструкций.
Технологичность конструкции — выбор такого ее конструктивного оформления, которое обеспечивает удобство и простоту изготовления сварного изделия любыми видами сварки и при различных режимах; автоматизацию и механизацию максимального числа операций технологического процесса; низкую себестоимость процесса сварки, достигаемую путем экономии сварочных материалов, повышения производительности и высокого уровня механизации, сведения к минимуму искажений формы, вызываемых тепловым и механическим воздействиями при сварке.
Технологичность конкретной конструкции оценивают качественно и количественно. Качественная оценка характеризует технологичность обобщенно на основании опыта исполнителя. Она предшествует количественной оценке и выражается численным показателем, характеризующим степень удовлетворения требованиям технологичности конструкции. Необходимость количественной оценки, номенклатура показателей и методика их определения устанавливаются отраслевыми стандартами и стандартами предприятий.
Технологичность конструкции обеспечивается выбором металла, формы свариваемых элементов и типов соединений, видов (способов) сварки и мероприятий по уменьшению сварочных деформаций и напряжений.
ВЫБОР МЕТАЛЛА
При выборе металла для сварных заготовок необходимо учитывать не только его эксплуатационные свойства, но и его свариваемость или возможность применения технологических мер, обеспечивающих хорошую свариваемость.
Для получения сварных соединений, равноценных по работоспособности основному металлу, при конструировании сварных заготовок следует по возможности выбирать хорошо свариваемые металлы. К таким металлам относятся спокойные низкоуглеродистые и многие низколегированные стали, ряд сплавов цветных металлов, применение которых не ограничивается какими-либо требованиями к виду и режимам сварки.
При применении в связи с эксплуатационной необходимостью металлов с пониженной свариваемостью проектировать конструкции следует с учетом этого свойства. Для сведения к минимуму неблагоприятных изменений свойств металла сварного соединения и исключения в нем дефектов необходимо применять виды и режимы сварки, оказывающие минимальное термическое и другие воздействия на металл, и проводить технологические мероприятия (подогрев, искусственное охлаждение и др.), снижающие влияние на него сварочных воздействий.
Термическая обработка после сварки (нормализация, закалка с отпуском и др.) может в значительной степени устранять неоднородность свойств в сварных заготовках. Прочность зоны сварного соединения может быть повышена механической обработкой после сварки: прокаткой, проковкой и др.
Проведение этих мероприятий во многом зависит от габаритных размеров и конструктивного оформления сварных заготовок. Для сложных заготовок с элементами больших толщин и размеров при наличии криволинейных швов в различных пространственных положениях можно применять только хорошо свариваемые металлы.
Для простых малогабаритных узлов возможно применение металлов с пониженной свариваемостью, поскольку при их изготовлении используют самые оптимальные по свариваемости виды сварки,например электроннолучевую или диффузионную в вакууме. При этом легко осуществить все необходимые технологические мероприятия и требуемую термическую или механическую обработку после сварки.
ВЫБОР ТИПА СВАРНОГО' СОЕДИНЕНИЯ
Тип сварного соединения определяют взаимным расположением свариваемых элементов и формой подготовки (разделки) их кромок под сварку (рис.1). По первому признаку различают четыре основных типа сварных соединений: стыковые, тавровые, нахлесточные и угловые. Кромки разделывают в целях полного провара заготовок по сечению, что является одним из условий равнопрочности сварного соединения с основным металлом. Форму и размеры элементов разделки (угол, притупление и зазоры) назначают, исходя из условий проплавления, обеспечения формирования корня шва (без непроваров и прожогов) и минимального объема наплавленного металла (см. рис. 1).
Тип сварного соединения наряду с общими конструктивными соображениями выбирают с учетом обеспечения равнопрочности соединения с основным металлом и технологичности. Выбор разделки кромок зависит от толщины металла, его теплофизических свойств и вида сварки.
Стыковые соединения элементов плоских и пространственных заготовок наиболее распространены. Соединения отличаются высокой прочностью при статических и динамических нагрузках. Их выполняют практически всеми видами сварки плавлением и многими видами сварки давлением. Некоторая сложность применения сварки с повышенной тепловой мощностью (автоматической под флюсом, плазменной) связана с формированием корня шва. В этом случае для устранения сквозного прожога при конструировании соединений необходимо предусматривать съемные или остающиеся подкладки.
Другой путь - применение двусторонней сварки, однако при этом необходимы кантовка заготовки и свободный подход к корню щва.
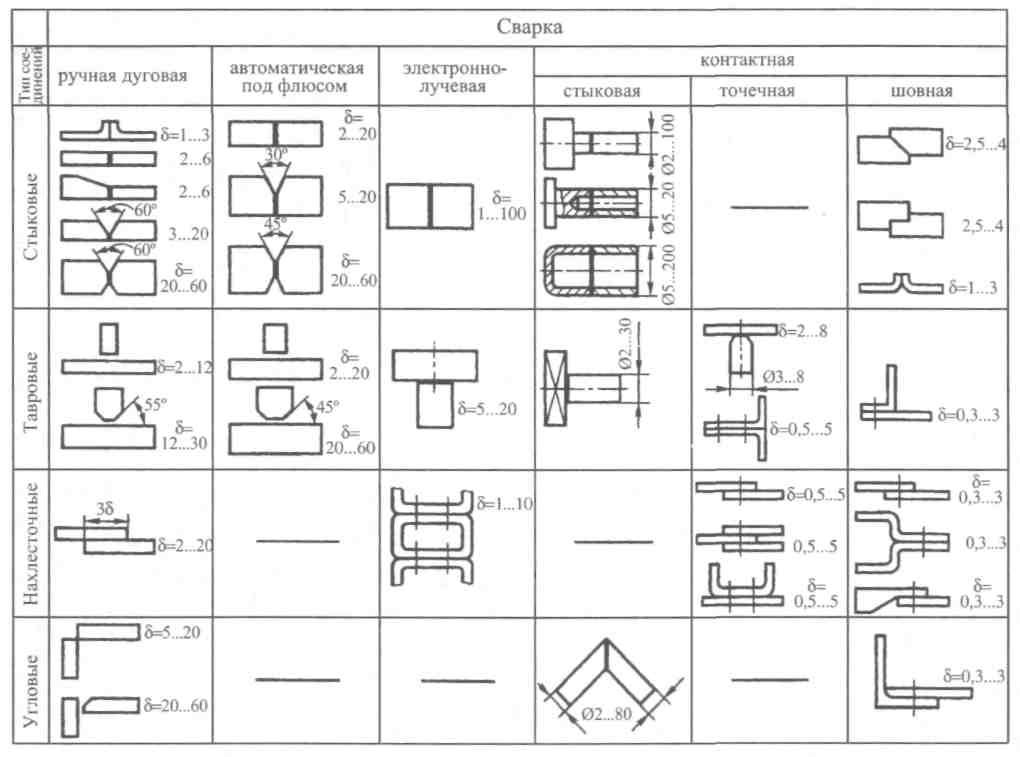
Рис. 1. Типы сварных соединений, применяемых при основных способах сварки плавлением и давлением
При сварке элементов различных толщин кромку более толстого элемента выполняют со скосом для уравновешивания толщин, что обеспечивает одинаковый нагрев кромок и исключает прожоги в более тонком элементе. Кроме того, такая форма соединения работоспособнее вследствие равномерного распределения деформаций и напряжений.
Тавровые соединения широко применяют при изготовлении пространственных заготовок. Соединения с одно- и двусторонней разделками кромок, выполненные с полным проваром, отличаются высокой прочностью при любых нагрузках. Тавровые соединения выполняют всеми видами сварки плавлением. Сварку давлением для тавровых соединений применяют редко (приварка стержня к пластине стыковой контактной сваркой оплавлением и сваркой трением и т.п.).
Нахлесточные соединения часто применяют для сварки листовых заготовок при необходимости простой подготовки и сборки под сварку. Эти соединения, выполненные сваркой плавлением, менее прочны по сравнению со стыковыми соединениями. Они неэкономичны вследствие перерасхода основного металла, обусловленного наличием перекрытия свариваемых элементов и наплавленного металла в связи с выполнением двух угловых швов. В то же время нахлесточное соединение - основное соединение тонколистовых элементов при сварке давлением, особенно при контактной точечной и шовной сварке. В данном случае оно наиболее технологично, так как удобно для дву- и одностороннего подводов электродов перпендикулярно к поверхности металла.
Точечные соединения часто играют роль связующих соединений и рабочих сил не передают (точечные соединения сварных профилей при нагружении продольной силой, соединения обшивок с каркасами и т.д.). Шовные соединения, как правило, несут рабочие нагрузки, но их прочность меньше, чем стыковых, выполненных сваркой плавлением. Это обусловлено дополнительным изгибом при осевом нагружении и концентрацией напряжений вследствие зазора между элементами.
Угловые соединения, как правило, выполняют в качестве связующих. Они не предназначены для передачи рабочих сил. Их выполняют всеми видами сварки плавлением.
|
из
5.00
|
Обсуждение в статье: ВЫБОР ТИПА СВАРНОГО' СОЕДИНЕНИЯ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы