 |
Главная |


РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА
|
из
5.00
|
по дисциплине «Технологические системы ОМД»
ОЦЕНКА ЭФФЕКТИВНОСТИ КАЛИБРОВКИ
Выполнил:
студент группы ТО-08 Попов А.О.
(подпись) (Ф.И.О.)
Проверил:
доцент, к.т.н. Кинзин Д.И.
(подпись) (Ф.И.О.)
Магнитогорск 2011 г.
Оглавление
Введение. 3
Исходные данные. 4
Расчет смещенных объемов. 5
Расчет коэффициента эффективности. 7
Расчет среднего контактного напряжения. 8
Расчет работы деформации. 10
Вывод. 13
Список используемой литературы.. 14
Введение
Основой технологии сортопрокатного производства является деформация металла в валках с различными калибрами. Вопросы прокатки в калибрах составляют предмет отдельной дисциплины «Калибровка прокатных валков». В задачу калибровки входит определение формы и размеров калибров, которые растачивают на валках для получения различных прокатных изделий. От того, насколько правильно выбрана калибровка валков, зависят размеры и качество поверхности получаемого готового профиля, который должен отвечать требованиям технических условий и ГОСТ.
При разработке калибровки валков необходимо учитывать особенности деформации металла в калибрах, с тем чтобы избежать образования больших внутренних напряжений в прокатываемом металле и готовом профиле и обеспечить равномерный и минимальный износ калибров.
Калибровка должна удовлетворять требованиям механизации и автоматизации прокатного производства, способствовать улучшению условий труда, а также обеспечить высокую производительность прокатного стана при минимальном расходе энергии и равномерном распределении нагрузки по клетям.
Исходные данные
Параметры неравноосного калибра представлены в таблице 1. Размеры входящего сечения в неравноосный калибр и выходящего из равноосного обозначены на схеме калибровки (рисунок 1).
Таблица 1 – Исходные данные
| Вариант | B | D | h | b |
| мм | ||||
| 32,50 | 21,90 | 43,32 | ||
| 31,25 | 22,05 | 43,22 | ||
| σT=150 МПа. Длина заготовки – 8 м. |
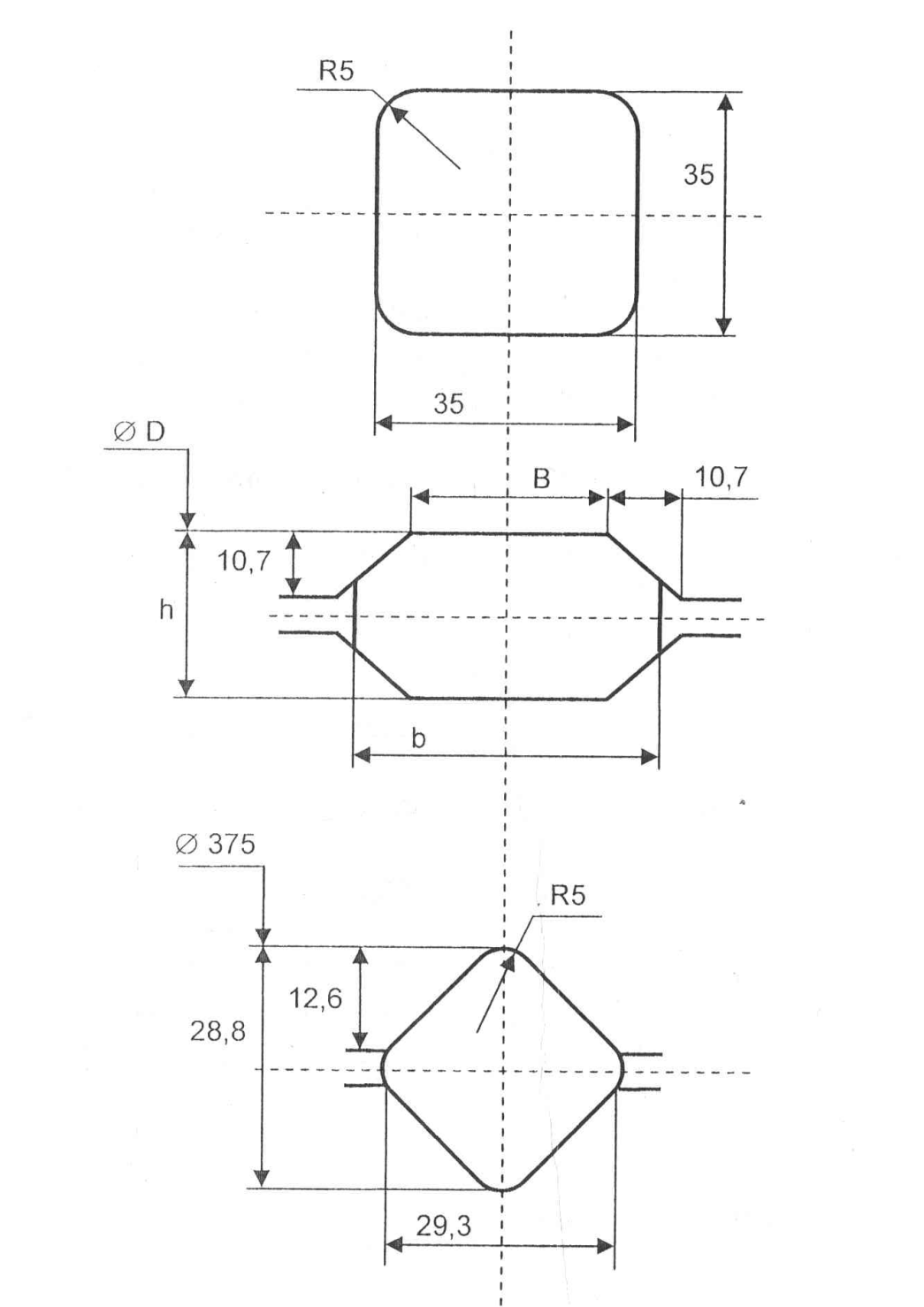
Рисунок 1 – Схема калибровки
Расчет смещенных объемов
Смещенные объемы металла по высоте  , ширине
, ширине  и длине
и длине  будут определяться по нижеприведенным формулам:
будут определяться по нижеприведенным формулам:

где:  -общий деформируемый объем металла;
-общий деформируемый объем металла;
 -площадь входящего сечения;
-площадь входящего сечения;
 -площадь выходящего сечения;
-площадь выходящего сечения;
 -площадь области пересечения входящего и выходящего сечений.
-площадь области пересечения входящего и выходящего сечений.
Площади указанных сечений определим графическим методом с помощью программы КОМПАС 3D – V12.
Для неравноосного калибра:
Для обоих вариантов площадь сечения исходной заготовки составит:
Общий объем деформируемого металла:

Площадь сечения на выходе из неравноосного калибра:
 - для 3 варианта;
- для 3 варианта;
 - для 4 варианта.
- для 4 варианта.
Площадь области пересечения входящего и выходящего сечений:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по высоте  :
:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по ширине  :
:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по длине  :
:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Для равноосного калибра:
Площадь входящего сечения:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта;
-для 4 варианта;
Площадь сечения на выходе из равноосного калибра для обоих вариантов:
 - для 3 варианта.
- для 3 варианта.
Площадь области пересечения входящего и выходящего сечений:
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по высоте :
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по ширине :
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Смещенный объем металла по длине :
 -для 3 варианта;
-для 3 варианта;
 -для 4 варианта.
-для 4 варианта.
Расчет коэффициента эффективности
Коэффициент эффективности калибровки можно определить по формуле:

Определим коэффициенты эффективности для каждого калибра в отдельности:
Для неравноосного калибра:
 - для 3 варианта;
- для 3 варианта;
 - для 4 варианта.
- для 4 варианта.
Для равноосного калибра:
 - для 3 варианта;
- для 3 варианта;
 - для 4 варианта.
- для 4 варианта.
Суммарный коэффициент:
 - для 3 варианта;
- для 3 варианта;
 - для 4 варианта.
- для 4 варианта.
Расчет среднего контактного напряжения
Контактное напряжение  выражается формулой:
выражается формулой:

Коэффициент  рассчитывается по формуле:
рассчитывается по формуле:
 ;
;
Коэффициент  :
:
 .
.
Предварительно определим среднюю длину контактной поверхности как длину очага деформации:
Для неравноосного калибра:
 - 3 вариант;
- 3 вариант;
 - 4 вариант;
- 4 вариант;
Для равноосного калибра:
 - 3 вариант;
- 3 вариант;
 - 4 вариант;
- 4 вариант;
Среднюю ширину контактной поверхности  примем равной ширине сечения в калибре.
примем равной ширине сечения в калибре.
Рассчитаем коэффициенты  ,
,  и определим контактные напряжения:
и определим контактные напряжения:
Для неравноосного калибра:
 -3 вариант;
-3 вариант;
 -3 вариант;
-3 вариант;
 -3 вариант;
-3 вариант;
 -4 вариант;
-4 вариант;
 -4 вариант.
-4 вариант.
 -4 вариант
-4 вариант
Для равноосного калибра:
 -3 вариант;
-3 вариант;
 -3 вариант;
-3 вариант;
 -3 вариант
-3 вариант
 -4 вариант;
-4 вариант;
 -4 вариант.
-4 вариант.
 -4 вариант.
-4 вариант.
Расчет работы деформации
Работа деформации в отдельном калибре определяется:

Для неравноосных калибров:
 - 3 вариант;
- 3 вариант;
 - 4 вариант.
- 4 вариант.
Для равноосных калибров:
 - 3 вариант;
- 3 вариант;
 - 4 вариант.
- 4 вариант.
Полная работа:
 -3 вариант;
-3 вариант;
 -4 вариант;
-4 вариант;
Итоговые результаты расчета представлены в таблице 2.
Таблицы 2 – Итоговая таблица результатов
| Вариант | Форма | V | S0,мм2 | S1,мм2 | Sп,мм2 | Vh,мм3 | Vb,мм3 | Vl,мм3 | KЭ | KЭ∑ | Lср,мм | Bср,мм | K2 | K3 | σ1,МПА | A,МДж | A∑,МДж | B,мм |
| шестигранник | 1203,54 | 903,16 | 750,05 | 0,607 | 0,737 | 52,10 | 44,06 | 0,39 | 0,46 | 263,33 | 1,20 | 3,060 | ||||||
| квадрат | 903,16 | 521,10 | 465,50 | 0,830 | 53,45 | 29,30 | 0,29 | 0,53 | 291,64 | 1,86 | ||||||||
| шестигранник | 1203,54 | 893,26 | 753,47 | 0,637 | 0,749 | 51,87 | 43,85 | 0,39 | 0,46 | 264,30 | 1,19 | 3,013 | 33,75 | |||||
| квадрат | 893,26 | 521,10 | 466,84 | 0,831 | 53,12 | 29,30 | 0,29 | 0,53 | 291,52 | 1,82 | ||||||||
| Шестиугольник | 1203,54 | 888,84 | 763,38 | 0,666 | 0,767 | 51,19 | 43,32 | 0,39 | 0,46 | 265,24 | 1,16 | 2,950 | 32,5 | |||||
| Квадрат | 888,84 | 521,10 | 470,74 | 0,840 | 52,18 | 29,30 | 0,29 | 0,52 | 292,10 | 1,79 | ||||||||
| Шестиугольник | 1203,54 | 881,36 | 764,72 | 0,687 | 0,777 | 50,83 | 43,22 | 0,39 | 0,46 | 265,80 | 1,16 | 2,915 | 31,25 | |||||
| Квадрат | 881,36 | 521,10 | 472,51 | 0,843 | 52,00 | 29,30 | 0,29 | 0,52 | 292,34 | 1,75 | ||||||||
| Шестиугольник | 1203,54 | 873,52 | 764,50 | 0,706 | 0,786 | 50,53 | 43,38 | 0,39 | 0,46 | 266,11 | 1,16 | 2,886 | ||||||
| Квадрат | 873,52 | 521,10 | 474,17 | 0,846 | 52,29 | 29,30 | 0,29 | 0,52 | 292,90 | 1,72 | ||||||||
| Шестиугольник | 1203,54 | 873,37 | 771,47 | 0,721 | 0,800 | 49,74 | 43,12 | 0,39 | 0,45 | 266,20 | 1,14 | 2,845 | 28,75 | |||||
| Квадрат | 873,37 | 521,10 | 478,38 | 0,858 | 51,82 | 29,30 | 0,30 | 0,52 | 294,14 | 1,70 | ||||||||
| Шестиугольник | 1203,54 | 855,75 | 768,13 | 0,759 | 0,815 | 49,37 | 42,68 | 0,39 | 0,45 | 267,43 | 1,16 | 2,791 | 27,5 | |||||
| Квадрат | 855,75 | 521,00 | 479,68 | 0,857 | 51,01 | 29,30 | 0,30 | 0,52 | 293,36 | 1,64 | ||||||||
| Шестиугольник | 1203,54 | 844,40 | 764,97 | 0,782 | 0,825 | 48,97 | 42,66 | 0,39 | 0,45 | 267,71 | 1,17 | 2,755 | 26,25 | |||||
| Квадрат | 844,40 | 521,00 | 481,70 | 0,860 | 50,98 | 29,30 | 0,30 | 0,52 | 293,71 | 1,59 | ||||||||
| Шестиугольник | 1203,54 | 830,00 | 760,25 | 0,809 | 0,838 | 48,56 | 42,37 | 0,39 | 0,45 | 268,38 | 1,19 | 2,712 | ||||||
| Квадрат | 830,00 | 521,10 | 483,92 | 0,863 | 50,44 | 29,30 | 0,30 | 0,52 | 293,54 | 1,52 | ||||||||
| Шестиугольник | 1203,54 | 822,09 | 760,97 | 0,831 | 0,854 | 47,67 | 41,91 | 0,40 | 0,45 | 268,55 | 1,19 | 2,663 | 23,75 | |||||
| Квадрат | 822,09 | 521,10 | 487,76 | 0,873 | 49,58 | 29,30 | 0,31 | 0,52 | 293,99 | 1,48 | ||||||||
| Шестиугольник | 1203,54 | 808,23 | 754,88 | 0,854 | 0,866 | 47,15 | 41,72 | 0,40 | 0,45 | 268,71 | 1,21 | 2,624 | 22,500 | |||||
| Квадрат | 808,23 | 521,10 | 490,07 | 0,877 | 49,22 | 29,30 | 0,31 | 0,52 | 294,09 | 1,42 | ||||||||
| Шестиугольник | 1203,54 | 792,22 | 745,82 | 0,874 | 0,876 | 46,67 | 41,63 | 0,40 | 0,45 | 268,65 | 1,24 | 2,587 | 21,250 | |||||
| Квадрат | 792,22 | 521,10 | 491,88 | 0,879 | 49,05 | 29,30 | 0,31 | 0,52 | 294,11 | 1,35 | ||||||||
| Шестиугольник | 1203,54 | 779,59 | 741,50 | 0,897 | 0,893 | 45,81 | 40,91 | 0,40 | 0,45 | 269,10 | 1,25 | 2,537 | 20,000 | |||||
| Квадрат | 779,59 | 521,10 | 495,38 | 0,888 | 47,65 | 29,30 | 0,31 | 0,51 | 293,62 | 1,28 |
На основании сводной таблицы представлены графики зависимости коэффициента эффективности от ширины неравноосного калибра (рисунок 2) и работы деформации от ширины неравноосного калибра (рисунок 3)

Рисунок 2 – Зависимость коэффициента эффективности калибровки от ширины неравноосного калибра

Рисунок 3 – Зависимость работы деформации от ширины неравноосного калибра
Вывод
В данной работе было исследовано влияние размеров и формы калибров на эффективность процесса прокатки.
Обнаружено, что по мере уменьшения ширины и увеличения высоты неравноосного шестиугольного калибра, при постоянных размерах исходной заготовки и размерах конечного профиля, уменьшается работа системы, затрачиваемая на процесс деформирования, и следовательно увеличивается коэффициент эффективности всей системы калибровки.
Это объясняется тем, что при более высокой и узкой форме очага деформации неравноосного калибра, происходит меньшее обжатие заготовки, следовательно требуется меньше усилия для деформации и затрачивается меньшая работа.
Наиболее удачной является схема калибровки 13 варианта, так как она имеет самый высокий коэффициент эффективности (  =0.893) и наименьшую затрачиваемую работу (
=0.893) и наименьшую затрачиваемую работу (  =2,537 МДж).
=2,537 МДж).
Список используемой литературы
1. Кинзин Д.И., Назаров Д.В. Оценка эффективности калибровки: Методические указания к выполнению расчетно-графической работы по дисциплине «Технологические системы ОМД» для студентов специальности 150106. Магнитогорск: ГОУ ВПО «МГТУ», 2009. 16с.
2. Курдюмова В.А., Тулупов С.А. Калибровка круглой и квадратной стали на сортовых станах – Свердловск, 1985.
3. Смирнов В.К., Шилов В.А., Инатович Ю.В. Калибровка прокатных валков ; Учебное пособие для вузов . – М.:Металлургия, 1987, 368 с.
|
из
5.00
|
Обсуждение в статье: РАСЧЕТНО-ГРАФИЧЕСКАЯ РАБОТА |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы