 |
Главная |


Кабельная арматура и оборудование для монтажа оптических кабелей
|
из
5.00
|
Муфты для монтажа оптических кабелей.Монтаж строительных длин ОК при сооружении волоконно-оптических линий передачи осуществляется с помощью оптических муфт. При типовой строительной длине ОК, равной 4...6 км, для монтажа ОК на регенерационном участке средней длины в 100 км используется до 30 оптических муфт. Конструкции оптических муфт, как правило, унифицированы, обеспечивают использование их в качестве соединительных и разветвительных муфт и рассчитаны на эксплуатацию непосредственно в грунте, колодцах кабельной канализации, на открытом воздухе и т.д. Это облегчает и упрощает как строительство оптических линий передачи, так и проведение аварийно-восстановительных работ на этих линиях.
Тупиковая конструкция муфты - ввод ОК производится в корпус муфты с одной стороны, с другой стороны корпус заглушён. Проходная конструкция муфты - ввод ОК осуществляется с противоположных сторон корпуса используется, как для монтажа ОК, прокладываемых в грунте и кабельной канализации, так и для подвесных ОК. Для обеспечения вывода из муфты проводов от металлических бронепокровов ОК к контрольно-измерительным пунктам (КИП) муфта должна иметь соответствующие дополнительные вводы. КИП используются для поиска трассы ОК и для контроля целостности наружной полиэтиленовой оболочки ОК путем измерения сопротивления изоляции «бронепокров-земля».
Оптические муфты должны обеспечивать [14]:
- монтаж ОК различных конструкций и различных конструктивных размеров (как не имеющих бронепокровов, так и с бронепокровами различных исполнений);
- монтаж ОК, прокладываемых в различных условиях (кабельной канализации, грунте, на открытом воздухе);
- защиту соединений ОВ и конструктивных элементов ОК от внешних воздействий;
- удобство монтажа.
Муфты не должны снижать сопротивление изоляции и испытательное напряжение ОК, содержащих металлические конструктивные элементы, должны быть стойки к воздействию коррозионных сред (нефтепродукты, поверхностно-активные вещества и др.), к солнечному излучению, исключать проникновение воды в муфту при повреждении наружной оболочки ОК, не требовать технического обслуживания в течение срока службы, быть ремонтопригодными. Типы и характеристики наиболее часто используемых муфт приведены в табл. 2.1.
Таблица 2.1.
| Тип муфты | Область применения | Конструкция | Емкость, сростки ОВ | Герметизация ввода ОК | Габариты, мм | Количество вводов | Изготовитель |
| МТОК-96 | Грунт, канализация, открытый воздух | Тупиковая цилиндрическая. Корпус из пластмассы. Комплектуется защитной муфтой при размещении в грунте | До 96 | Термоусаживае-мые трубки | d=159 L = 683 | 5 цилиндрических или 1 овальный + 4 цилиндрических | ЗАО «Связьст-ройде-таль» Россия, |
| МОГ-М | Канализация | Тупиковая или проходная цилиндрическая. Корпус из пластмассы | До 96 | Термоусаживае-мые трубки | d=90 L = 784 | 3 цилиндрических ввода | ЗАО «Связьст-ройде-тапь» Россия |
| МОМЗ | Грунт, канализация, открытый воздух | Тупиковая, проходная или тупиково-проход-ная конструкция. Корпус из нержавеющей стали, в виде коробки с крышкой, резиновое уплотнение | До 48 | Сальниковые устройства | 506х250х 103 | 2...4 цилиндрических ввода | АООТ «Лентеле-фонст-рой» Россия, г. |
| МОМ-У | Грунт, канализация, открытый воздух | Тупиковая, проходная или тупиково-проходная конструкция. Корпус из нержавеющей стали, в виде коробки с крышкой, резиновое уплотнение. Комплектуется защитной муфтой при размещении в грунте | До 96 | Сальниковые устройства | 550х250х 103 | 2...8 цилиндрических ввода | АООТ «Лентеле-фонст-рой» Россия, |
| R30222, R30221, R30220, R31021, R30213, R30209, R30211, R30212 | Грунт, канализация, открытый воздух | Тупиковая и проходная конструкция. Корпус из полиэтилена высокой плотности, резиновое уплотнение | До 288 | Термоусаживае-мые трубки | От d=155, L=З00 до d=215, L=630 | 3 или более цилиндрических ввода | Reichle + De-Massari Швейцария |
| NCD5O3 | Грунт, канализация, открытый воздух | Тупиковая конструкция. Корпус из нержавеющей стали в виде коробки с крышкой, резиновое уплотне-ние. Предусмотрена вставка корпуса с 12 вводами | До 96 | Термоусаживае-мые трубки | 200х350х 100 | 3 цилиндрических ввода | Ericsson (Швеция) |
| NCD504 | Грунт, канализация, открытый воздух | Тупиковая. Корпус из пластмассы в виде коробки с крышкой, резиновое уплотнение | До 144 | Термоусаживае-мые трубки | 200х350х 100 | 1 овальный ввод + 2 цилиндрических ввода | Ericsson Швеция |
| UCSO4-6 | Грунт, канализация, открытый воздух | Тупиково-проходная конструкция. Корпус из пластмассы. Комплектуется защитной муфтой при размеще-нии в грунте | До 48 | Герметик | 310х136х 110 | 4 ввода (по 2 с каждого торца муфты) | ЗАО «Межгор-связьстрой» Россия |
| МОП | Глубоководная (до 1,5 км) | Проходная конструкция. Корпус из нержавеющей стали | До 48 | Резиновые уплотнители | D=159, L= 1160- соедини-тельная, 157x510х 1280 -разветви-тельная | 2-3 цилиндри-ческих ввода | НПЦ «Оптическая связь» Россия, ) |
| FOSC400 | Грунт, канализация, открытый воздух | Тупиковая конструкция. Цилиндрический корпус из усиленного стекловолокном полипропилена, резиновое уплотнение | 48...576 | Термоусаживае-мые трубки | От d=180, L=420до d=260, L=710 | 1 овальный ввод + 2...5 цилиндрических ввода | ЗАО «Транс-вок» Россия, |
Аппараты для сварки оптических волокон, механические соединители оптических волокон.На величине оптических потерь, возникающих при соединении ОВ, сказываются [14, 15]:
- различие диаметров модового поля,
- различие апертуры,
- различие диаметров сердцевины и диаметров оболочки,
- некруглость сердцевины и/или оболочки,
- погрешность концентричности сердцевины относительно оболочки,
- радиальное, осевое и угловое смещения ОВ,
- загрязнение поверхности и плохое качество торцов ОВ,
- режим сварки, заданный оператором для конкретного ОВ.
Стационарные соединения ОВ выполняются сварочными аппаратами с микропроцессорным или с ручным управлением, что обеспечивает наиболее высокие характеристики соединения ОВ в части вносимых потерь и механической прочности соединения.
Временные соединения ОВ (при выполнении измерений, проведении аварийно-восстановительных работ и т.д.) выполняются как сваркой, так и механическими соединителями или оптическими соединителями в комбинации с адаптерами оптического волокна.
Юстировка соединяемых ОВ в сварочных аппаратах выполняется по оболочке или по сердцевине ОВ, вручную (с помощью микрометрических винтов) или автоматически (с помощью микропроцессорного управления).
Ручная юстировка ОВ является весьма трудоемкой и требует высокой квалификации оператора, к тому же не обеспечивает получения минимальных потерь в соединении (особенно при отклонениях геометрии ОВ), которые могут быть достигнуты лишь при совмещении сердцевин ОВ.
Качество сварного соединения зависит также от подготовки торцевой поверхности ОВ, обеспечиваемой устройством скалывания ОВ, и режима сварки, задаваемого оператором по одной из имеющихся в памяти сварочного аппарата программе или устанавливаемого вручную.
Сварочные аппараты с автоматической юстировкой по оболочке волокон (как правило, осуществляемой за счет позиционирования ОВ в прецизионных V-образных канавках) могут обеспечить достаточно низкие потери при сварке как многомодовых, так и одномодовых ОВ при хороших геометрических параметрах ОВ. Недостаточная точность юстировки одномодовых ОВ такими сварочными аппаратами компенсируется выравниванием ОВ в процессе сварки силами поверхностного натяжения. Поэтому такие сварочные аппараты могут быть использованы в качестве вспомогательного оборудования при измерениях ОК с одномодовыми ОВ в процессе входного контроля, при аварийно-восстановительных работах и т.д.
Сварочные аппараты с автоматической юстировкой ОВ по сердцевине обеспечивают минимизацию вносимых потерь соединений одномодовых ОВ. Такие аппараты, обеспечивающие автоматическую юстировку ОВ с коррекцией эксцентриситета ОВ, оснащены микропроцессорным управлением весьма высокого интеллектуального уровня, позволяющим анализировать результаты оптических измерений, структуру ОВ, моделировать процесс сварки с установкой необходимых параметров с учетом типа свариваемого ОВ.
В современных сварочных аппаратах нашли широкое применение системы юстировки ОВ по сердцевине LID (Local light Injection and Detection — локальный ввод излучения и его обнаружение) и PAS (Profile Alignment System — система юстировки по профилю волокна).
Система юстировки волокон LID (рис. 2.17) предусматривает изгиб свариваемых ОВ с малым радиусом, ввод в сердцевину одного из свариваемых волокон (через оболочку) оптического излучения, обнаружение его в сердцевине другого ОВ, что позволяет выполнить автоматическую, под управлением микропроцессора, юстировку ОВ до обеспечения максимального уровня принимаемого оптического сигнала. Система типа LID позволяет обеспечить юстировку ОВ по их сердцевинам, однако в результате действия сил поверхностного натяжения при сварке ОВ может происходить смещение предварительно отъюстированных ОВ.

Рис. 2.17 Принцип системы юстировки оптических волокон LID:
1 — микропроцессор, 2 — сварочный генератор, 3 и 4 — оптические волокна, 5 — оптический передатчик, 6 — оптический приемник, 7 — устройство изгиба ОВ
Система юстировки волокон PAS (рис. 2.18) основана на получении в двух перпендикулярных плоскостях видеоизображений профилей соединяемых волокон (ОВ ведут себя как цилиндрические линзы при их освещении параллельным пучком света).
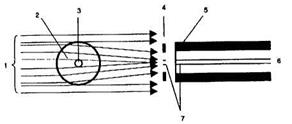
Рис. 2.18. Принцип системы юстировки оптических волокон PAS:
1 - источник направленного света; 2 — ОВ; 3 - сердцевина ОВ; 4 - видеокамера, 5 - широкая темная область; 6 - сердцевина; 7 - две тонкие темные линии
Микропроцессор, осуществляя анализ оптической интенсивности (яркости) видеоизображений профилей ОВ, получает информацию об их структуре и задает при необходимости такой предварительный сдвиг ОВ, чтобы обеспечивалось совмещение сердцевин ОВ с учетом возможных смещений свариваемых ОВ под действием сил поверхностного натяжения.
Большинство современных сварочных аппаратов имеет встроенный контроль качества сварного соединения, набор стандартных программ сварки для ОВ различного типа, память на несколько сотен выполненных сварок, встроенное устройство нагрева для усадки термоусаживаемых защитных гильз сростков ОВ, цветной жидкокристаллический дисплей и т.д.
Сварные соединения ОВ защищают от внешних воздействий преимущественно термоусаживаемыми защитными гильзами. Термоусаживаемая защитная гильза представляет собой отрезок термоусаживаемой трубки, внутри которой размещены трубка из сополимерного клея-расплава и упрочняющий стержень в виде отрезка проволоки из нержавеющей стали.
Набор инструмента для разделки ОК и подготовки ОВ к сварке включает в себя как типовые, так и специализированные инструменты и устройства [14-16].
В набор такого инструмента входят:
- кусачки для обреза силовых элементов (тросокусы);
- стриппер для удаления 250 мкм покрытия ОВ;
- стриппер для удаления 900 мкм буферного покрытия ОВ;
- роликовый нож для резки оптических модулей;
- плужковый нож для разделки оболочки ОК;
- ножницы для резки арамидных нитей;
- скалыватель для выполнения перпендикулярного оси волокна скола ОВ;
- дозатор для спирта;
- пинцеты, отвертки, рулетка, маркеры;
- пассатижи, нож, гаечные ключи, кусачки, ножовка по металлу;
- расходные материалы и др.
Современные скалыватели имеют ресурс лезвия несколько десятков тысяч скалываний и обеспечивают скол ОВ под углом 90+0,5° к оси ОВ.
Механические соединители ОВ обеспечивают юстировку ОВ по оболочке, основанную, как правило, на наличии в конструкции механического соединителя прецизионных V-образных канавок, прецизионной капиллярной трубки или же на обеспечении фиксации ОВ между тремя прецизионными стержнями. Снижение вносимых оптических потерь из-за воздушного зазора на стыке ОВ в механическом соединителе обеспечивается за счет ввода иммерсионного геля, имеющего коэффициент преломления, согласованный с коэффициентом преломления материала ОВ.
В связи с ухудшением со временем характеристик за счет деградации иммерсионного геля, а также температурной зависимости потерь механические соединители применяются, в основном, при проведении аварийно-восстановительных работ, а также для временных подключений к волокнам ОК при проведении измерений.
Потери, вносимые механическим соединителем, определяются в основном геометрическими характеристиками самих ОВ и прецизионностью конструкции соединителя.
Пример механического соединителя FibrLock представлен на рис. 2.19
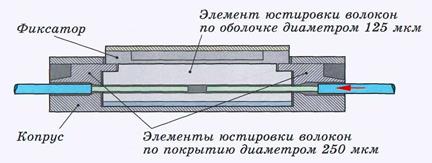

Рис. 2.19
Кроссовое оборудование.Оптическое кроссовое оборудование предназначено для концевой заделки линейных ОК и дальнейшего подключения их ОВ к аппаратуре оптических систем передачи, а также обеспечения контроля характеристик ОК в процессе эксплуатации. Основные требования к оборудованию для применения на сети связи ОАО «РЖД» по связи и информатизации определены РД 45.064-99 «Оборудование кабельное оконечное. Общие технические требования».
Выпускаемые виды кроссового оборудования различных изготовителей могут быть выделены в две основные группы [14-16]:
- традиционная конструкция (не предназначается для частых изменений конфигурации соединений ОВ в ходе эксплуатации);
- с доступом к отдельному ОВ (обеспечивает возможность частых изменений конфигурации в ходе эксплуатации).
Наиболее широко используется кроссовое оборудование первой группы, оборудование второй группы применяется в основном на оптических сетях большой емкости, где имеется необходимость работы с отдельными ОВ.
Современное оптическое кроссовое оборудование (ODF, Optical Distribution Frame — оптическое распределительное устройство) имеет, в основном, блочное, шкафное или стоечное исполнение. Предназначено преимущественно для эксплуатации в помещениях, размещается также вместе с оборудованием оптических систем передачи в контейнерах необслуживаемых регенерационных пунктов оптических (контейнерах НРП-О), устанавливаемых непосредственно в грунт.
Кроссовое оборудование представляет собой конструктив (рис. 2.20), в состав которого входят: элементы ввода и крепления ОК; элементы фиксации сварных соединений ОВ линейного ОК с ОВ одноволоконных станционных оптических шнуров, армированных оптическими соединителями на одном конце; адаптеры (соединительные розетки) для подключения одноволоконных станционных оптических шнуров, армированных оптическими соединителями на обоих концах.
Оборудование должно обеспечивать ряд функциональных требований, в том числе [14-16]:
- концевую заделку ОК, не вызывающую снижения его характеристик
передачи и надежности;
- крепление силовых элементов ОК;
- укладку запасов длин ОВ с радиусом изгиба не менее 30мм;
- фиксацию защитных гильз соединений ОВ;
- идентификацию ОВ и их перезаделку;
- возможность выполнения монтажа и перемонтажа оборудования при
доступе к нему только с одной (фронтальной) стороны;
- размещение адаптеров оптических соединителей на панелях или стенках
оборудования с возможностью доступа к ним с обеих сторон;
- возможность идентификации и перезаделки оптических соединителей;
- возможность установки оптических соединителей FC, SC, ST и др.;
- механическую защиту и идентификацию оптических соединителей и
подключаемых к ним оптических шнуров;
- выполнение внутренних коммутаций (шлейфов) подключаемых к
кроссовому оборудованию ОК;
- возможность установки кроссового оборудования в ряд «стенка к
стенке».
Блочное и стоечное исполнение кроссового оборудования используется, в основном, на крупных объектах связи или же при концевой заделке ОК большой емкости. Кроссовое оборудование стоечного исполнения при этом представляет собой чаще всего блок (этаж стойки), обеспечивающий концевую заделку ОК емкостью от 12 до 96 ОВ, и устанавливается в стандартный каркас стойки шириной 600 мм или же 19" .
В качестве каркаса стойки, в которую устанавливается блок кроссового оборудования, используется или стойка, в которой размещается оборудование оптической системы передачи, или же отдельная стойка, используемая исключительно для ввода и концевой заделки оптических кабелей связи. В ряде случаев используются стойки «узкой» конструкции (шириной 120 или 240 мм), не разделенные на этажи, лицевая сторона стоек оснащается панелями с адаптерами оптических соединителей.
Кроссовое оборудование шкафного исполнения, в виде малогабаритных шкафчиков или коробок, оснащенных запорными устройствами и предназначенных для установки на стенах помещений, используется на небольших объектах связи или в офисных помещениях, в ряде случаев имеет влагозащитное исполнение (рис.2.20).

Рис. 2.20
Кроссовое оборудование содержит:
- элементы ввода ОК;
- кассеты и конструктивные элементы для размещения сростков и запасов
- длин ОВ линейного ОК, а также одноволоконных оптических шнуров типа
- пигтеил (pigtail);
- панель коммутации с адаптерами оптических соединителей для стыка оптических шнуров типа пигтеил (pigtail) и типа птчкорд (patchcord);
- конструктивные элементы для размещения запасов длин одноволоконных
оптических шнуров типа птчкорд (patchcord).
Оптические шнуры.Используются два основных типа оптических шнуров:
- армированные оптическими соединителями на обоих концах патчкорд (patchcord);
- армированные оптическим соединителем на одном конце пигтеил (pigtail)
Шнуры патчкорд (patchcord) применяются для стыка оптического оконечного оборудования с аппаратурой оптических систем передачи, для коммутации оптических волокон, а также для измерительных целей.
Шнуры пигтеил (pigtail) применяются преимущественно для концевой заделки ОВ линейных ОК. В качестве шнуров пигтеил (pigtail) могут быть использованы и коммутационные оптические соединительные шнуры патчкорд (patchcord), разрезаемые на две части.
В оптических шнурах используются, в основном, одноволоконные ОК диаметром от 0,9 мм до 3 мм, для локальных оптических сетей применяются дуплексные (сдвоенные) ОК. В последнее время увеличивается объем применения шнуров пигтеил (pigtail), выполненных на основе волокна с дополнительным защитным буферным покрытием (диаметром 900 мкм).
Оптические шнуры различаются типом и количеством используемых в них ОВ, типами соединителей и видом их полировки, диаметром и длиной кабеля. Шнуры различаются цветом оболочки кабеля:
- желтый цвет - с одномодовым ОВ;
- красный или серый - с многомодовым ОВ.
Для армирования оптических шнуров используются разъемные оптические соединители различных типов, позволяющие производить их многократную расстыковку/стыковку (до 500...1000 раз) без заметного ухудшения оптических характеристик. Наиболее широко используются оптические соединители типа FC, SC, ST (рис. 2.21, 2.22), менее распространены соединители, а также используется ряд других типов соединителей [14-16].
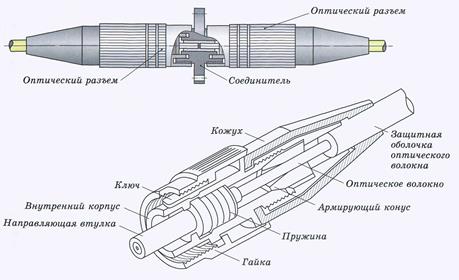
Рис. 2.21 Механическое соединение оптических волокон разъемами типа FC

Рис. 2.22. Оптические шнуры, армированные соединителями
Основой конструкции разъемных оптических соединителей является система «втулка-гильза», в которой две втулки с заделанными в них ОВ стыкуются в гильзе, размещаемой в корпусе соединительной розетки (адаптере). Диаметр втулки равен 2,499 мм, что позволяет обеспечить совместимость (за счет применения соответствующих адаптеров, рис. 2.23) оптических соединителей различного конструктивного исполнения.

Рис. 2.23. Типовые розетки (адаптеры) оптических соединителей
Цилиндрическая прецизионная втулка, в которой заделывается ОВ, изготавливается из керамики (окиси циркония), имеющей близкий к кварцевому стеклу коэффициент теплового расширения, что обеспечивает стабильность характеристик соединения в широком диапазоне температур, а также высокую износостойкость. С целью снижения стоимости соединителя (преимущественно для соединителей, используемых в локальных сетях передачи данных) могут использоваться втулки из пластмассы или нержавеющей стали (характеристики соединителя, в том числе надежность и износоустойчивость, в этом случае существенно ниже). ОВ вклеивается во втулку с помощью эпоксидного клея, после отверждения которого торец ОВ скалывается и шлифуется. В нерабочем состоянии оптическая вилка закрывается защитным колпачком.
На основе втулки диаметром 2,499мм выпускаются различные типы оптических соединителей, отличающиеся исполнением корпуса: FC (Fiber Connector), SC (Subscriber Connector), ST (Straight Tip), FDDI (Fiber Distributed Date Interface), DIN (Digital Interface Network) и др. Оптический соединитель характеризуется величиной вносимого затухания и затухания обратного отражения.
Основные конструктивные данные оптических соединителей в таблице 2.3.
Таблица 2.3.
| Технические характеристики | FC | SC | ST | FDDI |
| Типичная область применения: телекоммуникации, локальные сети, кабельное ТВ | + + | + + + | + | + |
| Вносимые потери | ≤ 0,5 дБ | |||
| Затухание обратного отражения: шлифовка PC, шлифовка АРС | >40дБ >60дБ | >40дБ - | ||
| Тип и цветовая маркировка шнура: одномодовый многомодовый | Желтый Оранж., серый | Желтый Оранж.,серый | Желтый Оранж., серый | - Оранж., серый |
| Типовая цветовая маркировка корпуса или втулки соединителя: шлифовка PC, шлифовка АРС | Черный1 Зеленый | Голубой1 Зеленый | Голубой1 - | Бежев., синий - |
| Фиксация сочленения «вилка-адаптер» | Резьба | Защелка | Байонет | Защелка |
| Материал корпуса соединителя | Металл | Пластмасса | Металл | Пластмасса |
| Материал втулки соединителя | Керамика | Керамика | Керамика, пластмасса | Керамика, пластмасса |
| Материал адаптера соединителя | Металл | Пластмасса | Металл | Пластмасса |
| Материал гильзы соединителя | Керамика | Керамика | Керамика, пластмасса | Пластмасса |
| Конструкция крепления адаптера на коммутационной панели | Винты Гайка | Винты Защелка | Гайка | Винты |
| Примечание.1) Синий или бежевый для многомодового исполнения |
Вносимые соединителем потери определяются [14-17]:
- погрешностями геометрии ОВ;
- разницей коэффициентов преломления ОВ;
- загрязнением торцевых поверхностей сочленяемых ОВ;
- неточной юстировкой ОВ друг относительно друга;
- наличием воздушного зазора между стыкуемыми ОВ.
Значения вносимых современными соединителями потерь не превышают 0,5 дБ, что, в основном, определяется эксцентриситетом сердцевины ОВ относительно наружного диаметра втулки.
Величина обратного отражения соединителя преимущественно обуславливается видом его шлифовки, используются следующие виды шлифовок (рис. 24) [14]:
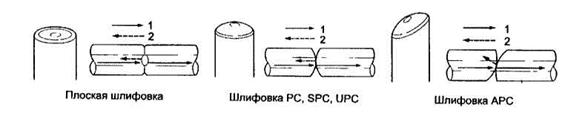
Рис. 24. Виды шлифовки оптических соединителей:
1 — передаваемый по ОВ оптический сигнал,
2 — отраженный оптический сигнал на стыке ОВ в соединителе.
- плоская шлифовка (без аббревиатуры в обозначении соединителя);
- шлифовка PC (Physical Contact - физический контакт), с разновидностями:
- SPC (Super Physical Contact - суперкачественный физический контакт);
- UPC (Ultra Physical Contact — ультракачественный физический контакт);
- шлифовка АРС (Angle Physical Contact — угловой физический контакт).
При плоской шлифовке между торцами ОВ из-за микронеровностей поверхностей стыкуемых втулок имеется воздушный зазор. Затухание отражения при прохождении оптического сигнала через такую границу составляет около 15 дБ, в связи с чем плоская шлифовка применяется только при сооружении локальных оптических сетей на основе многомодовых ОВ.
Шлифовка PC осуществляется на торцевой поверхности оптических втулок в виде части сферы, что исключает воздушный зазор в месте стыка, затухание отражения — не хуже 40 дБ. Улучшенная шлифовка поверхности SPC, UPC обеспечивает затухание отражения порядка 50...55 дБ, в то же время при многократном расчленении/сочленении таких соединителей (чему сопутствует появление микроцарапин на шлифованной поверхности) обратное отражение может ухудшиться до значения, типичного для стандартной шлифовки PC.
Шлифовка АРС обеспечивает обратное отражение не хуже 60 дБ за счет наклона контактной поверхности порядка 8° от перпендикуляра к оси ОВ. Отражения оптического сигнала выводятся при этом из сердцевины ОВ во внешнюю среду. Соединители со шлифовкой АРС наиболее целесообразно использовать в оптических линиях, по которым предусматривается работа аналоговых и высокоскоростных цифровых систем передачи.
Производятся также миниатюрные оптические соединители SFF (Small Form Factor) типа LC, MT-RJ, VF-45, Opti-Jack, MU на основе втулки уменьшенного диаметра 1,249мм и корпуса, аналогичного корпусу соединителя SC или RJ45, являющегося стандартным в структурированных кабельных системах (СКС) [11, 14].
|
из
5.00
|
Обсуждение в статье: Кабельная арматура и оборудование для монтажа оптических кабелей |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы