 |
Главная |


МЕХАНИЗАЦИЯ ТЕРМИЧЕСКОЙ РЕГЕНЕРАЦИИ
|
из
5.00
|
При термической регенерации отработанная смесь прокаливается при 550—800 °С в специальных печах с последующим охлаждением и воздушной сепарацией. На рис. 3.10 в качестве примера показана схема установки для термической регенерации с использованием теплоты ваграночных газов.
 Отработанная смесь подается в вертикальную колонну круглого сечения из листовой стали, выложенную жароупорным кирпичом. Колонна состоит из двух камер — верхней обжигательной 3 и нижней— охлаждающей 4. Через верхнюю камеру постоянно протекают горячие газы, отсасываемые из вагранки 2 вентилятором 9 через патрубок, которые и нагревают отработанную смесь. В нижней камере смесь охлаждается воздухом, поступающим от вентилятора 5 через камеру 4 и воздуховод / к фурменному поясу вагранки.
Отработанная смесь подается в вертикальную колонну круглого сечения из листовой стали, выложенную жароупорным кирпичом. Колонна состоит из двух камер — верхней обжигательной 3 и нижней— охлаждающей 4. Через верхнюю камеру постоянно протекают горячие газы, отсасываемые из вагранки 2 вентилятором 9 через патрубок, которые и нагревают отработанную смесь. В нижней камере смесь охлаждается воздухом, поступающим от вентилятора 5 через камеру 4 и воздуховод / к фурменному поясу вагранки.
Нагретый при охлаждении смесивоздух, таким образом, вновь используют для ваграночного дутья. Камера охлаждения заканчивается бункером с затвором 6, через который смесь поступает либо на ленточный конвейер 7, либо для повторной обработки элеватором 8.
Существуют и другие типы печей для термической регенерации.
Термический способ регенерации экономически малоэффективен, так как требует больших затрат энергии на нагревание смеси, ее охлаждение и обеспыливание. Кроме того, при термической обработке приходит в негодность часть активной глины, которая могла бы быть использована в смеси как формовочный материал. Зато при регенерации смесей на жидкостекольных и некоторых смоляных связующих этот способ единственный.
УСТАНОВКА ПНЕВМАТИЧЕСКОЙ РЕГЕНЕРАЦИИ
 Установки пневматической регенерации устанавливают в технологическом потоке регенерации оборотной песчаноглинистой или холоднотвердеющей смеси (ХТС), где также имеются и железоотделители, и дробилки, и сита. В установках пневматической регенерации происходит одновременно обеспыливание и охлаждение песка.
Установки пневматической регенерации устанавливают в технологическом потоке регенерации оборотной песчаноглинистой или холоднотвердеющей смеси (ХТС), где также имеются и железоотделители, и дробилки, и сита. В установках пневматической регенерации происходит одновременно обеспыливание и охлаждение песка.
Установки для пневматической регенерации (рис. 3.11) просты и компактны. В этих установках воздух используется как движущая сила, а зерна песка благодаря их абразивности, соприкасаясь в движении, очищаются от неактивной пленки.
Воздух от вентилятора высокого давления подается к соплу 1, на выходе которого он приобретает высокую скорость истечения. В результате этого песок вместе с воздухом эжектируется (увлекается) в трубу 2, где его скорость еще возрастает. Благодаря столкновению песчинок друг с другом в процессе движения по трубе 2, а также в результате удара песчинок о конический экран 3 происходит срыв неактивной оболочки связующего с поверхности зерен песка. Частично регенерированный песок из коллектора 4 разделяется на два потока: один направляется по желобу 5 в следующую аналогичную камеру (их. может быть последовательно соединено от 2 до 8), а другой в нижнюю часть коллектора 4 и опять увлекается воздухом в трубу 2. Одновременно с перетеканием песка в последующую камеру идет непрерывная загрузка нерегенерированого песка.
В установке предусмотрена возможность регулирования производительности и силы удара песчинок о конический экран путем изменения давления воздуха в трубе. В ней имеется классификатор песка каскадного типа и вращающееся сито.
Пневматические регенерационные установки обычно снабжены мощными эффективными пылеочистными вентиляционными установками. Благодаря простоте конструкции и надежности и эксплуатации пневматические регеиерационные установки находят все большее применение. Недостаток этого способа регенерации в том, что происходит частичное дробление песка.
Билет 6.
1.За меру уплотняющего воздействия при встряхивании принимают удельную работу а (Дж/м2), сообщенную смеси за n ударов стола: a = (G/F)hnη,
где G – сила тяжести формовочной смеси, F – площадь опоки; h – высота подъема встряхивающего стола, м; η – коэффициент, учитывающий потери силы падающих частей машины вследствие трения и противодавления воздуха, η = 0,3-0,7; n – число ударов стола.
Для расчета прессового механизма формовочной машины: S = p F0 + Q + R = p0 F,
где S – полная сила прессования, кг/см2; p – давление прессования в конце хода прессования, кг/см2; F0 – площадь опоки, см2; Q – вес поднимаемых при прессовании частей машины, кг; R – сила трения; p0 – расчетное максимальное избыточное давление в прессовом цилиндре, равное давлению воздуха в сети, F – прессового поршня, см2.
Усилие Q + R на преодоление веса поднимаемых частей и трения составляет не более 0,1-0,15 от силы прессования.
Вес поднимаемых частей: 0,13-0,22 от F0
Давление воздуха: 5-7 атм.
Трение R ≤ 0,25Q
Для большинства лит. форм можно считать технологически обоснованным давление: 10-15 кг/см2
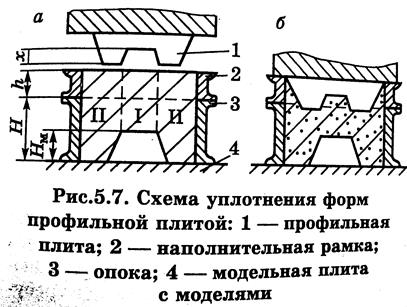 2.При низких и средних давлениях прессования часто применяют профильные плиты, необходимые для уменьшения разности степени уплотнения формовочной смеси над моделью и вокруг нее. Прессование смеси профильной плитой можно разделить на два этапа. На первом со смесью контактируют только выступающие части плиты, происходит внедрение выступа в смесь. После того как вся поверхность плиты войдет в соприкосновение со смесью, начинается второй этап процесса. При этом вначале уплотняется смесь, находящаяся под выступом прессовой плиты, т.е. в зонах II. После достижения состояния предельного равновесия смесь из зоны II перемещается в зону I и уплотняется, что повышает равномерность плотности по объему формы, улучшает ее качество.
2.При низких и средних давлениях прессования часто применяют профильные плиты, необходимые для уменьшения разности степени уплотнения формовочной смеси над моделью и вокруг нее. Прессование смеси профильной плитой можно разделить на два этапа. На первом со смесью контактируют только выступающие части плиты, происходит внедрение выступа в смесь. После того как вся поверхность плиты войдет в соприкосновение со смесью, начинается второй этап процесса. При этом вначале уплотняется смесь, находящаяся под выступом прессовой плиты, т.е. в зонах II. После достижения состояния предельного равновесия смесь из зоны II перемещается в зону I и уплотняется, что повышает равномерность плотности по объему формы, улучшает ее качество.
Высота наполнительной рамки b выступа x выступов профильной плиты:
h = (H – Нм) (δк/δ0 – 1); х = Нм (1 - δ0/δк), где Нм – высота модели.
3.Импульсный метод уплотнения может быть использован для изготовления отливок различной номенклатуры в опоках с размерами в свету от 500х600 до 3000х2000мм и высотой от 200 до 2500мм.
Технологическая гибкость процесса обеспечивается следующими факторами:
· Возможность изготовления качественных форм по моделям различной сложности с равномерной степенью уплотнения смеси по отпечатку модели и достаточной степенью уплотнения в глубоких полостях и затененных участках. При оптимальном исходном давлении воздуха в импульсной головке для обычных песчано-глинистых смесей поверхностная твердость формы по отпечатку достигает 89-94 ед., а колебания поверхностной твердости находится в пределах 5-8 ед. Максимальное уплотнение смеси имеет место по разъему полуформы и минимальное по котроладу. Идеальное с точки зрения технологии распределение плотности смеси по высоте опоки создает благоприятные условия для направленного удаления газов, выделяющихся при заливке металла в форму. Степень уплотнения смеси регулируется величиной исходного давления в импульсной головке.;
· Возможность использования песчано-глинистых смесей или специальных смесей с повышенной прочностью до 0,2 МПа, а также облицовочных малопрочных жидкостекольных смесей. Колебания физико-механических свойств смесей, имеющих место в условиях заводов, практически не влияют на процесс формообразования;
· Возможность применения деревянных моделей, используемых для встряхивания, с некоторым упрочнением для средних и крупных моделей.
Улучшение технологических параметров литейной формы оказывает соответственно положительное влияние на качество отливок. Отливки получаются с повышенной геометрической точностью. Снижается брак по таким причинам, как раздутие, ужимины, размыв форм и др.
Импульсный способ формообразования позволяет также улучшить санитарно-гигиенические условия труда за счет полного устранения ручного труда, вибрации и шума.
При импульсной формовке уплотнение смеси может осуществляться двумя способами: пневмоимпульсным и газоимпульсным (взрывным).
При пневмоимульсной формовке механизм уплотнения смеси в опоке под влиянием кратковременного пневмоимпулься кратковременного пневмоимпульса высокого давления заключается в том, что каждая песчинка поверхностного слоя под давлением молекул газа действует на нижележащие песчинки подобно микроплунжеру – возникает волна сжатия. Через скелет смеси давление с большим ускорением передается все более глубоким слоям. В результате происходит перемещения с большим ускорением слоев смеси в сторону модельной плиты. При встрече с моделью или мод.плитой смесь резко тормозиться и уплотняется под действием давления вышележащих слоев. Верхние слои уплотняются несколько хуже. Тем не менее одним из преимуществ пневмоимпульсного способа уплотнения лит.форм является достаточно высокая равномерность уплотнения смеси по высоте опоки: твердость формы со стороны модели составляет 90-95 ед., а контрлада – 70-80 ед. К другим преимуществам следует отнести высокую производительность и универсальность процесса. Недостатки – повышенный расход воздуха, значительный шум, необходимость использования специальных компрессоров и ресивера высокого давления. Используется сжатый воздух под давлением 7-10МПа (высокое) и 0,6-0,7МПа (низкое). Длительность процесса 1-3с.
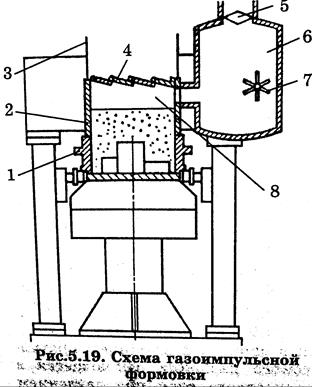 Газоимпульсная (взрывная) формовка осуществляется под действием энергии продуктов горения газообразных смесей. Для осуществления процессов уплотнения опоку 1 прижимают к головке 2, которая выполняет функции наполнительной рамки. После открытия жалюзийного затвора 4 смесь из бункера 3 подается в опоку и наполнительную рамку. Затем жалюзи 4 возвращаются в исходное состояние, герметично отделяя камеру 8 от бункера 3. В камеру сгорания 6 через клапан 5 подается газ (преимущественно метан), который вентилятором 7 в течение 2-3с смешивается с находящимся в ней воздухом. После этого газовоздушная смесь поджигается электрической искрой – происходит взрыв газа и выделение в результате этого значительной энергии, сообщающей смеси большую скорость в направлении мод.плиты. При встрече с плитой и моделью смесь тормозится и уплотняется. Обычно в газоимпульсной формовке используют пропан-бутановые смеси, ацетилен, смесь метана с воздухом и кислородом (в соотношении 1:10). Для уплотнения одной полуформы требуется газ в объеме, равном 20-25% объема полуформы, и сжатый воздух под давылением 0,2-0,25 МПа в количестве 1,6-2 объема полуформы. Максимальное давление газа над смесью в момент сгорания не превышает 0,3-0,5 МПа, длительность процесса уплотнения 0,02-0,05с. Преимущества газоимпульсного метода формовки: высокая производительность, хорошее качество ли.формы, низкий уровень шума, небольшой расход энергии.
Газоимпульсная (взрывная) формовка осуществляется под действием энергии продуктов горения газообразных смесей. Для осуществления процессов уплотнения опоку 1 прижимают к головке 2, которая выполняет функции наполнительной рамки. После открытия жалюзийного затвора 4 смесь из бункера 3 подается в опоку и наполнительную рамку. Затем жалюзи 4 возвращаются в исходное состояние, герметично отделяя камеру 8 от бункера 3. В камеру сгорания 6 через клапан 5 подается газ (преимущественно метан), который вентилятором 7 в течение 2-3с смешивается с находящимся в ней воздухом. После этого газовоздушная смесь поджигается электрической искрой – происходит взрыв газа и выделение в результате этого значительной энергии, сообщающей смеси большую скорость в направлении мод.плиты. При встрече с плитой и моделью смесь тормозится и уплотняется. Обычно в газоимпульсной формовке используют пропан-бутановые смеси, ацетилен, смесь метана с воздухом и кислородом (в соотношении 1:10). Для уплотнения одной полуформы требуется газ в объеме, равном 20-25% объема полуформы, и сжатый воздух под давылением 0,2-0,25 МПа в количестве 1,6-2 объема полуформы. Максимальное давление газа над смесью в момент сгорания не превышает 0,3-0,5 МПа, длительность процесса уплотнения 0,02-0,05с. Преимущества газоимпульсного метода формовки: высокая производительность, хорошее качество ли.формы, низкий уровень шума, небольшой расход энергии.
4.Отвержденная холоднотвердеющая формовочная смесь представляет собой твердое тело состоящее из наполнителя жестко сшитого полимером связующего в присутствии катализатора. Прочность отвержденной формы зависит от типа и количества связующего, кинетики полимеризации, вида и гранулометрических характеристик наполнителя. Стойкость смесей на органических связующих против воздействия жидкого металла определяется в основном их собственной термостойкостью. С химической точки зрения высокая термостойкость фенольных, фенолфурановых и фурановых смол объясняется наличием в их структуре высокой концентрации углеродных атомов. При высокой температуре эти смолы способны образовывать углеподобный продукт - кокс, который некоторое время поддерживает общий каркас смеси против разрушения, т.е. обеспечивает прочность формы после прогрева. Следовательно общая термостойкость смеси определяется параметрами деструкции смол и карбонизации связующего при нагреве.
Формы, изготовленные с применением карбамидных смол, имеющих низкую термостойкость, применяют в основном при производстве мелких отливок из серого чугуна и цветных сплавов. В процессе их заливки на контактной поверхности литниковой системы связующее разрушается, зерна песка после потери прочности смеси освобождаются и смываются потоком расплава, т.е. данные формы имеют низкую эрозионную стойкость. Причиной низкой термостойкости является низкое коксовое число, вследствие чего не образуется коксовый каркас. Такие смеси принято использовать только для изготовления стержней, окрашенный противопригарным покрытием стержень имеет достаточную стойкость против эрозии в процессе заполнения полости формы, т.к. в этом случае воздействие расплава менее интенсивное, чем в каналах литниковой системы. Термостойкость окрашенных стержней на карбамидных смолах является достаточной до образования корочки металла в процессе кристаллизации отливки.
Литейные формы на фенольных и фенолфурановых смолах имеют высокую термостойкость, практически не подвержены эрозии в процессе заливки, применяются при изготовлении средних и крупных отливок из черных сплавов. Исследования состояния форм на данных связующих и отливок с литниковой системой сразу после выбивки показывают в основном удовлетворительное состояние их поверхности. Поверхности литниковых ходов, подвергнувшиеся интенсивному тепловому и динамическому нагружению имеют на всем протяжении равномерный механический пригар. Степень пригара зависит от металлоемкости формы, вида сплава величины его перегрева и гидростатического давления на стенки каналов. В данном случае пригар образовался в основном за счет проникновения расплава в пористую форму без ее разрушения, т.е. не влияет на качество отливки. Состояние воронок и стояков свидетельствует об активной эрозии их поверхности, т.к. претерпели все факторы воздействия расплава при заливке. Различная степень разрушений в виде наростов, подутостей и др. и места расположения новообразований на этих элементах литниковой системы свидетельствуют об активной эрозии, занимающей значительную площадь. Причиной разрушения форм при всех одинаковых условиях явились повышенная рыхлота поверхности и различная траектория и компактность струи заливаемого сплава. Обычно принято оценивать общую пористость и открытую пористость поверхности формы, которые значительно влияют на возникновение пригара, но на эрозию формы в большей степени влияет высокая открытая пористость переходящая в рыхлоту. Рыхлая форма является прямым источником засоров в результате вторичной эрозии, т.к. в этих зонах ослаблены связи между песчинками поддерживаемые манжетами кокса после карбонизации.
Изготовление форм с применением смоляных холоднотвердеющих смесей должно сопровождаться высококачественным уплотнением, особенно в зоне оформляющей литниковые каналы, проверкой безупречности выполнения элементов литниковой системы на отсутствие заусенцев, рыхлот и т.д. Части формы контактируемые с расплавом и выполненные без оформления оснасткой дополнительно должны быть доуплотнены различными оправками, например, при оформлении воронки. хорошая эрозионная стойкость отвержденной формы из ХТС на смолах объясняется сохранением при высоких температурах достаточных уровней адгезии и когезии связующих в процессе карбонизации и вяжущими свойствами образовавшегося кокса.
Смеси с высокотермостойкими смолами, имеющими повышенный выход кокса при термодеструкции, могут служить источником образования горячих трещин в стальных отливках. Повышение податливости смесей достигается введением в связующее или непосредственно в смесь добавок-пластификаторов (молотой силикатглыбы, боратов или хлоратов с температурой плавления 600-800ºС и др.), выгорающих добавок (древесные опилки или мука, пенополистироловая крошка и др.), демпфирующих добавок (вспученные перлит или вермикулит и др.), выполнением опустошений в малоподатливых частях стержня. В большинстве случаев стержни и формы окрашивают противопригарными покрытиями.
5Плавкой называется процесс переработки материалов, главным образом металлов, в плавильных печах с получением конечного продукта в жидком виде.
Шихта: 1) стальной лом; 2) передельные чугуны, графитовый бой, кокс и т.д; 3) возврат (до50%); 4) ферросплавы (для корректировки легир. состава). Расчет шихты осуществляется методом подбора (для расчета необходимо знать хим.состав выплавляемого сплава по ГОСТу, хим. состав шихтовых материалов, величину угара и пригара при плавке).
Загрузка на подину 35-40 т известняка затем заваливают шихту. Плавление осуществляется сначала на низких температурах, потом на максимальной мощности печи. Шлак удаляют самотеком. В конце расплавления берут пробу.
В процессе плавки происходят:
1. Окислительный период. Происходит процесс плавления всех составляющих. Задача: снизить содержание углерода и фосфора; нагреть металл (можно давать добавки на зеркало). Добавляют FeO, известняк, железную руду, интенсивно перемешивают. FeO добавляют постоянно, пока не начинается спокойное кипение – это означает, что достигли нужной концентрации углерода.
Под окислительным шлаком в основном процессе удаляется фосфор:
2Р + 5FeО = Р2О5 + 5Fe; Р2О5 + 3FeO = ((FeO)3P2O5) – шлак
Фосфор удаляется также известняком: 2Р + 5FeO + 4СаО = (4СаО·Р2О5) + 5Fe Для успешного удаления фосфора необходимо наличие FeO и СаО в шлаке и не требуется высокая температура.
2. Восстановительный период. Задачи: 1) довести по хим.составу и нагреть до требуемой температуры; 2) удалить серу; 3) раскислить металл; 4) нагреть металл.
Удаление серы: [FeS] + (CaO) = (CaS) + (FeO); [MnS] + (CaO) = (CaS) + (MnO) Для полного удаления серы необходимо высокое содержание СаО в шлаке и высокая температура.
Проводят раскисление (2FeO + Si = SiO2 + 2Fe, FeO + Mn = MnO + Fe, 3FeO + Al = Al2O3 + 3Fe) и рафинирование. Добавляют до 70 кг известняка на тонну жидкого металла. Продолжительность рафинирования должна быть минимальной.
Корректировку кремния (Si) проводят ферросилицием (можно добавить в ковш).
Окончательное окисление достигают алюминием: на желоб при выпуске металла либо в ковш, либо на стопор в виде колец.
6.Пригар – это дефект в виде твердого, грубого, поверхностного слоя спекшегося формовочного материала пропитанного расплавом и его окислами, прочно связанной с поверхностью отливки.
Механизм образования пригарного слоя включает в себя взаимодействие исходного перегретого сплава с газовой средой и формой на контактной поверхности, проникновение жидкого металла и образовавшихся окислов в поры формы, дальнейшее физико-химическое и термическое взаимодействие расплава с твердой и газовой фазами. Процессы образования пригара на отливках идут непрерывно, параллельно и завершаются после почти полного охлаждения. Принято классифицировать пригар по превалирующим процессам, происходящим при его образовании, как механический, химический и термический. Такая классификация удобна при рассмотрении причин возникновения пригарного слоя и для принятия эффективных мер с целью предупреждения дефекта.
Механический пригар представляет собой пригарный слой, состоящий из спекшихся частиц формовочного материала и зерен песка, объединенных затвердевшим металлом, проникшим в межзеренное пространство, неразрывно связанный с телом отливки.
Для предотвращения образования механического пригара на отливках применяют мелкие пески в сочетании с добавками тонкодисперсных материалов (снижают пористость поверхности формы) и обычно снижают степень смачиваемости расплавом поверхности уплотненной формы. Смачивание жидким металлом формы зависит, в основном, от состава поверхностных слоев расплава на границе контакта и его поверхностного натяжения. В реальных условиях наибольшее значение имеют при образовании механического пригара величина перегрева сплава, время теплового воздействия (масса и толщина стенки отливки) и его металлостатическое давление.
В крупных отливках с массивными узлами и толщиной стенок более 50 мм, образовавшаяся корка затвердевшего металла на поверхности формы может снова расплавится, вследствие изменившихся условий теплоотдачи, и механический пригар в сложных контурах отливки и на плоских поверхностях может увеличиться. Замечено, что на округлых поверхностях в верхних частях отливок и на прибылях пригар, как правило, не образуется, в основном из-за снижения металлостатического давления жидкого металла.
Химический пригар – представляет собой слой, состоящий из частиц формовочных материалов, объединенных затвердевшим расплавом, состав которого обогащен различными окислами, продуктами взаимодействия заливаемого сплава с газовой и твердой фазами литейной формы и прочно связанный с телом отливки. Присутствие различных окислов в пригарном слое и на границе с отливкой и увеличенная толщина пригара свидетельствует об усилении фильтрационной способности расплава за счет примесей.
В образовании химического пригара, в основном, играет роль поверхностное окисление металла в контактной зоне с формой и взаимодействие окислов железа с формовочными материалами. В пригарных слоях отмечают наличие большого количества окислов железа. При высоких температурах окисление железа происходит активно при взаимодействии с кислородом воздуха, водяным паром, двуокисью углерода и другими газами. Замечено, что отливки из высоколегированной хромом и никелем стали имеют меньший пригар, чем отливки из углеродистых сталей, так как образующиеся окислы хрома не вступают в химическое взаимодействие с уплотненной формой. Отливки из высокомарганцовистой стали, напротив, склонны к образованию пригара вследствие химической активности железомарганцовистых окислов. Пригарная корка в этом случае, прочно связана с отливкой и очистка дефектных отливок связана с большими трудностями.
При охлаждении отливки активная закись железа (FeO) переходит в Fe2O3 + Fe3O4. Большую роль в образовании пригара отводят образующимся легкоплавким силикатами железа типа фаялита (2FeO· SiO2), которые проникают в глубь поверхности формы и увеличивают толщину пригарного слоя на отливках. Предполагают, что образование фаялита в пригарных корках происходит в большей степени при взаимодействии закиси железа с глинистыми составляющими формовочных смесей, а в меньшей степени с зернами кварцевого песка. Кроме того, в формовочных смесях могут содержаться полевые шпаты, гидрослюды и другие минералы, с температурами плавления в пределах 1100 – 12600С, при взаимодействии с которыми так же образуются сложные силикаты. Прочность такого пригарного слоя может быть ниже, а трудоемкость отделения его от поверхности отливки так же снижается.
Прочность сцепления окисной корки с отливкой определяется, в основном, свойствами образовавшегося слоя окалины, его плотностью, химическим составом и его толщиной. Химический пригар на стальных отливках из-за меньшей плотности имеет меньшую прочность сцепления, чем на чугунных отливках примерно на 1-2 порядка. На чугунных отливках при увеличении толщины слоя окалины прочность сцепления с отливкой резко уменьшается, но она в 9-10 раз превышает максимальную прочность сцепления окалины на стальных отливках.
По трудоемкости удаления пригара его подразделяют на трудноотделяемый и легкоотделяемый. Задача литейщиков состоит в том, чтобы перевести пригар в разряд легкоотделяемых. Этого добиваются в основном с помощью применения окислительных добавок. Если проникшие в поверхность пористой формы струйки металла окислить полностью, то связь пригарного слоя с отливкой нарушается и пригар станет легкоотделяемым. Рекомендуют применять для этих целей хлориды, фториды, пятиокись ванадия, перманганат калия и другие окислители. Для получения более толстого пригарного слоя, изменения структуры корки с целью снижения ее плотности и прочности сцепления с отливкой, добавляют так же добавки непосредственно в формовочную смесь. Опробованы эффективные добавки измельченных марганцевых и железных руд, железистых шлаков конверторного производства и др. при ручной и машинной формовке. Вопросы применения окислительных добавок остаются актуальными, но необходимо более полно знать об изменении свойств смесей при накоплении этих компонентов в оборотной смеси и их влияние на общую термостойкость и деформативную способность формы.
Термический пригар представляет собой слой, состоящий из частиц формовочных материалов, объединенных затвердевшим расплавом компонентов формовочной смеси с примесями различных окислов металлов, и прочно связанный механическим или химическим пригарными слоями. На реальных толстостенных отливках, полученных в неокрашенные песчано-глинистые формы, границы между слоями различных видов пригара могут быть не четко выражены, а пригар в изломе выглядит как единая корка. Термический пригар обычно дополняет химический и образуется в результате воздействия теплоты металла на форму, расплавления легкоплавких соединений и примесей, содержащихся в формовочной смеси и их взаимодействия между собой и другими продуктами окисления сплава. Образовавшаяся жидкая фаза, имеющая температуру плавления значительно ниже температуры нагрева этого слоя формы, пропитывает следующие слои, увеличивая общий пригарный слой за счет термического пригара. В настоящее время при серийном изготовлении отливок с применением высококачественных материалов и чистых формовочных песков (обогащенных и регенерированных) из-за отсутствия легкоплавких примесей термический пригар практически не образуется. Исключением является пригар на чугунных отливках, изготовленных в неокрашенных жидкостекольных формах. При заливке чугуна в слое формы прогретом больше 8000С происходит расплавление пленок связующего (силиката натрия) и образуется трехслойная пригарная корка с четкими границами слоев.
|
из
5.00
|
Обсуждение в статье: МЕХАНИЗАЦИЯ ТЕРМИЧЕСКОЙ РЕГЕНЕРАЦИИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы