 |
Главная |


Состав задач автоматизированного проектирования ТП
|
из
5.00
|
Процесс автоматизированного проектирования ТП включает следующие основные этапы:
- анализ технологичности изделия;
- выбор исходной заготовки и метода ее изготовления;
- определение состава и последовательности изменения состояния объекта обработки;
- выбор схем базирования и конструктивных схем станочных приспособлений;
- разработка структуры ТП и определение параметров каждого элемента ТП;
- выбор рационального варианта ТП из возможных (оптимизация ТП).
Анализ технологичности изделия заключается в анализе его конструкции с целью достижения технологической рациональности изготовления, эксплуатации и ремонта изделия с учетом заданных конкретных технологических возможностей предприятия.
Различают производственную, эксплуатационную и ремонтную технологичность.
Производственная технологичность определяет свойства конструкции изделия с точки зрения эффективности его изготовления.
Эксплуатационная технологичность определяет свойства конструкции изделия с точки зрения эффективности обслуживания изделия в процессе его работы.
Ремонтная технологичность определяет свойства конструкции изделия с точки зрения эффективности его ремонта.
Этот этап очень сложен для формализации и плохо поддается автоматизации. Поэтому чаще всего этот анализ выполняет опытный технолог с использованием автоматизированной информационной системы, обеспечивающей оперативный поиск необходимой для анализа информации.
Выбор исходной заготовки и метода ее изготовления осуществляется с помощью автоматизированной информационной системы на основании характеристики материала изделия, его конструктивной формы и размеров, требуемой точности и качества изготовления, программы выпуска и заданных сроков ее выполнения.
Выбранная заготовка и метод ее изготовления влияют на затраты на операциях последующего технологического процесса.
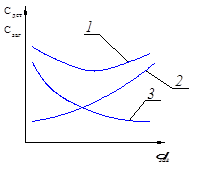
Например, с увеличением точности выполнения заготовки и приближением ее формы к форме готовой детали затраты на материал и на механическую обработку уменьшаются. Однако при этом повышаются затраты на оснастку для заготовительных процессов (изготовление штампов, пресс-форм и др.). На рис. показаны качественные зависимости себестоимости изготовления штампованной заготовки ступенчатого вала (кривая 1 ) и заготовки из проката (кривая 2) от программы выпуска деталей N. Очевидно, что при малой программе выпуска целесообразнее использовать заготовку из проката, так как в этом случае исключаются затраты на изготовление штампа. На рис. показаны качественные зависимости себестоимостей изготовления заготовки (кривая 1) и последующей механической обработки заготовки (кривая 2) от допуска на размеры заготовки. Суммарная кривая себестоимости изготовления детали 3 позволяет установить, что имеется рациональное значение допуска на размеры заготовки.

Выбранная заготовка и метод ее изготовления должны обеспечить достижение заданного критерия эффективности разрабатываемого ТП (например, наименьшую себестоимость или наибольшую производительность). Для этого на основании рекомендаций, известных из технологии машиностроения, выбирается несколько вариантов получения заготовок, для каждого из которых разрабатываются варианты ТП и определяется значение целевой функции. Тот вариант, который доставляет экстремум выбранному критерию эффективности, будет наиболее рациональным. Этот этап требует большого количества трудоемких вычислений и должен в значительной степени автоматизироваться средствами САПР ТП. На производстве метод получения заготовки обычно выбирают на основе типовых технологических процессов. Для этого в САПР ТП используют информационные справочные системы, позволяющие автоматизировать процесс выбора заготовки из банка данных типовых решений.
Предварительное определение состава и последовательности изменения состояния изделия осуществляется на основании следующих основных его характеристик: точностных, физико-механических свойств, структуры конструкторских размерных цепей, серийности выпуска изделия. Этот этап является предварительным и необходим для выбора схем базирования в процессе выполнения ТП. Для этого определяются составы контуров заготовки и детали, подлежащих изменению в процессе обработки, возможный состав видов обработки и рациональная последовательность видов обработки.
На основании предыдущего этапа выполняется этап выбора схем базирования и конструктивных схем станочных приспособлений.
Базирование – придание заготовке требуемого положения относительно выбранной системы координат станка. Поверхности, линии или точки заготовки, используемые для базирования, называются базами. По назначению базы: конструкторские, технологические и измерительные.
Конструкторская база используется для определения положения детали или сборочной единицы в изделии.
Технологическая база используется для определения положения заготовки или изделия в процессе его изготовления или ремонта.
Измерительная база используется для измерения детали (ее размеров и относительного расположения поверхностей).
Для уменьшения погрешностей при изготовлении деталей необходимо, по возможности соблюдать принцип единства баз.
На этом этапе определяются:
- состав базируемых поверхностей и возможных вариантов технологических баз для них;
- возможные схемы базирования из которых выбираются рациональные схемы базирования;
- конструктивные схемы станочных приспособлений;
Выполняется размерный анализ точности обработки при выбранных схемах базирования и конструктивных схемах станочных приспособлений. Этот анализ выполняется на основании автоматизированных расчетов размерных цепей.
Автоматизация этого этапа средствами САПР заключается в поиске возможных, наиболее рациональных вариантов в банке данных типовых решений информационной системы или в разработке новых, оригинальных вариантов.
На этапе разработки структуры ТП иопределенияпараметров каждого элемента ТП решаются следующие основные задачи:
- уточняются содержание каждой операции, намеченной ранее на этапеопределения состава и последовательности изменения состояния изделия, и устанавливается последовательность переходов на каждой операции;
- определяются возможные составы оборудования, инструментов, технологической оснастки;
- выполняется расчет межоперационных припусков и размеров;
- определяются составы и квалификации исполнителей;
- осуществляется нормирование операций;
- выполняется расчет технико-экономических показателей;
- формируется технологическая документация.
Определение составов операций осуществляется методами адресации или синтеза. Особенности этих методов применительно к автоматизированному проектированию технологических процессов будут рассмотрены позднее.
Расчет межоперационных припусков и размеров хорошо формализуется а, следовательно, автоматизируется средствами САПР. Эти расчеты выполняются с помощью математических моделей, разработанных на основании размерного анализа между величинами припусков и геометрическими характеристиками обрабатываемых поверхностей.
В САПР ТП используются 2 метода:
- по справочным таблицам, составленным на основе обобщения и систематизации производственных данных предприятий;
- путем выполнения расчетов припусков, выполняемых на основе погрешностей базирования, установки, дефектов поверхностей.
Расчет режимов обработки (глубина, подача и скорость резания) имеет целью определение наиболее рационального сочетания условий обработки. При этом исходными параметрами являются: виды обработки, характеристики обрабатываемых материалов, состояние обрабатываемых поверхностей, характеристики используемого оборудования, характеристики обработанных поверхностей, характеристики применяемых инструментов, стойкости инструментов, условия охлаждения и др. Глубина резания при однопроходной обработке определяется припуском на обработку данной поверхности. Подача при черновой обработке назначается максимально допустимой и определяется прочностью самого слабого звена технологической системы (инструмент, заготовка или элементы станка). При чистовой и отделочной обработке подача определяется заданными точностью и шероховатостью. Скорость резания определяют по нормативно-справочным таблицам или расчетным путем с использованием эмпирических или полуэмпирических формул, например:
V=Cv/TmtxSy
Нормирование операций и всего технологического процесса в САПР заключается в определении трудоемкости с помощью эмпирических формул или на основании известных параметров режимов резания, например, операционное время рассчитывается по формулам:
tоп= tо+ tв; tо= tоп(1+К/100),
где tо- основное техническое время; tв –вспомогательное время; К-коэффициент, учитывающий долю времени на техническое и организационное обслуживание.
Расчет технико-экономических показателей выполняют с целью определения затрат на изготовление изделия и для выбора наиболее рационального варианта из нескольких возможных спроектированных вариантов. Оценку вариантов чаще всего производят, сравнивая себестоимость изготовления детали. Различают цеховую и заводскую себестоимости. Для сравнения вариантов пользуются цеховой себестоимостью:
С=М+Сз.п.+ Со.п.+ Ср.о.+ Св.м.+ Са.+ Си.+ Сп.+ Сэ,
где М-себестоимость изготовления заготовки, Сз.п-заработная плата производственных рабочих, Со.п.-заработная плата обслуживающего персонала, Ср.о-расходы на ремонт оборудования, Св.м-расходы на вспомогательные материалы, Са-расходы на амортизацию оборудования, Си-расходы на инструмент, Сп-расходы на приспособления, Сэ-расходы на электроэнергию.
|
из
5.00
|
Обсуждение в статье: Состав задач автоматизированного проектирования ТП |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы