 |
Главная |


Расчет настройки станка
|
из
5.00
|
Контрольная работа
по дисциплине : Технология оснащения машиностроительного производства
Вариант 17
Выполнил: Смирнов А.А.
Проверил: Андреев А.А.
Курган 2014 г.
Теоретическая часть.
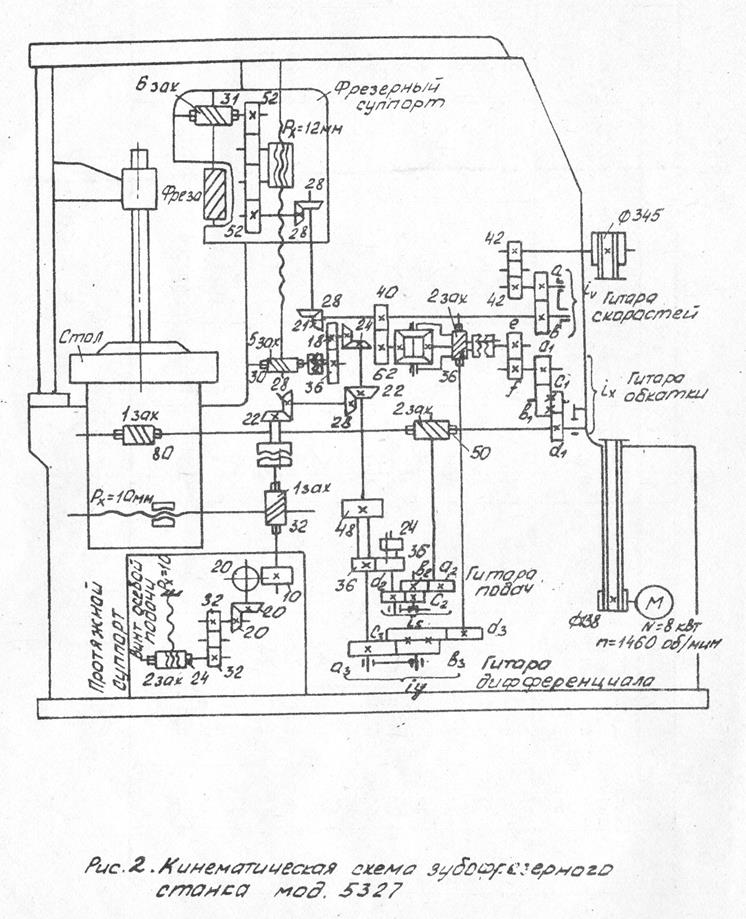
При обработке зубчатых колес червячными фрезами заготовка вращается вокруг своей оси и одновременно наблюдается вращение инструмента вокруг его оси. Вращение фрезы и заготовки кинематически связаны друг с другом. При одном обороте однозаходной червячной фрезы заготовка поворачивается вокруг своей оси на один зуб. Ось фрезы устанавливается наклонно относительно оси заготовки так, чтобы направления винтовых ниток фрезы совпадали с направлением зубьев нарезаемого колеса. Кроме вращения, фреза имеет еще и поступательное перемещение вдоль оси заготовки для осуществления подачи. Обработка зубчатых колес червячными фрезами производится на специальных зубофрезерных станках. Процесс характеризуется высокой производительностью, обусловленной непрерывностью фрезерования.
Зуб цилиндрического прямозубого колеса имеет две производящих линии (рис. 1). Линия 1, реализующая зуб по высоте, является эвольвентой и образуется методом обката. Линия 2, реализующая зуб по длине, является прямой и получается методом касания. Обе производящие линий сложные, поэтому для формирования каждой из них в станке необходимо создать по два элементарных движения. Рассмотрим, какие же формообразующие движения необходимо обеспечить в зубофрезерном станке, работающем по методу обкатки, для получения данных производящих линий на цилиндрическом прямозубом колесе.
Эвольвентой профиль обрабатываемых зубьев возникает как огибающая ряда последовательных положений режущих кромок инструмента или, иначе, как огибающая ряда последовательных срезов металла во впадинах между зубьями. Инструментом является червячная фреза, представляющая собой винт с прорезанными продольными канавками, образующими режущие элементы зубьев фрезы. В сечении, перпендикулярном к направлению витков, профиль зуба имеет форму трапеции, а в осевом сечении образуется рейка бесконечной длины (рис.2). При каждом обороте фpeзы эта peйкa смещается вдоль ее оси на К шагов (зубьев), а сопряженная с ней заготовка поворачивается на К/Zоборота, где К - число заходов фрезы, Z - число зубьев нарезаемого колеса, т.е. движение обкатки получается за счет сочетания осевого бега винтовой линии червячной фрезы при ее вращении с вращением заготовки. Следовательно, движениями формообразования зуба по эвольвенте (высоте) являются вращение фрезы В1 и согласованное с ним вращение заготовки В2. Получается, что при формировании зуба по высоте в зубофрезерном станке воспроизводятся те же движения, что при работе червячной пары.
На основании этого движения, необходимого для образования цилиндрического прямозубого колеса, появляется структура зубофрезерного станка (рис. 3). Из структурной схемы видно, что в станке должны быть созданы две сложные кинематические группы. Первая группа – Фv (B1B2) - группа формообразования зуба по высоте (эвольвенте) состоит из двух кинематических цепей.
Исходные данные.
Произвести расчет настройки кинематических цепей зубофрезерного станка модели 5327 для нарезания цилиндрических колес с прямыми зубьями. Данные представлены в таблице.
| Параметр | Значение |
| Колесо | |
| Число зубьев Zн | |
| Модуль m, мм | |
| Фреза | |
| Наружный диаметр Dфр, мм | |
| Число заходов фрезы К | |
| Скорость резания V, м / мин | |
| Подача вертикальная Sв, мм / об |
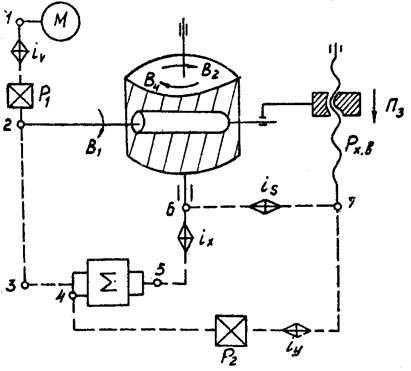
Структурная схема зубофрезерного станка
рис1. Производящие линии зуба цилиндрического прямозубого колеса.
- эвольвента; 2. Прямая линия.
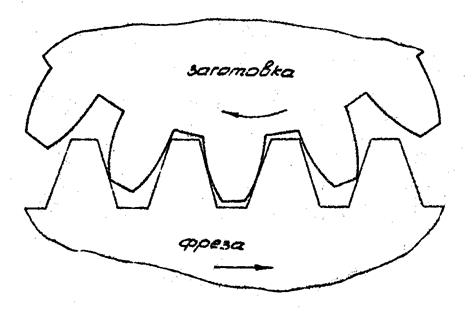
рис2. Профили зубьев заготовки и фрезы.
Расчет настройки станка.
Структура зубофрезерного станка Из структурной схемы видно, что в станке должны быть созданы две сложные кинематические группы. Первая группа – Фv (B1B2) - группа формообразования зуба по высоте (эвольвенте) состоит из двух кинематических цепей.
1. Цепь главного движения составляет внешнюю связь кинематической группы Фv (B1B2) и служит для настройки движения В1 на скорость резания с помощью органа настройки iv. Эта цепь связывает вращение вала электродвигателя с вращением фрезы В1. Расчетными перемещениями конечных звеньев цепи главного движения будут следующие:
РП: N э/дв ® Nф
УКБ.: N э/дв * П(1-2) * iv * П1 = Nф


Подбираем колеса a и b для настройки гитары.
 |
a = 67 , b =89.
2. Второй цепью кинематической группы Фv(B1B2) является цепь обкатки (деления). Вращательные движения фрезы B1 и заготовки В2 должны быть принудительно между собой связаны так, как это, было бы при зацеплении червячной пары K / Z , где К - число заходов червяка, Z - число зубьев колеса. Для этого в кинематической группе формообразования зуба по высоте Фv(B1B2) предусмотрена внутренняя кинематическая связь 2-3-5-6 (рис.3) с органом настройки iХ. Эта связь должна обеспечить поворот заготовки на K / Z оборота за время поворота фрезы на I оборот. Следовательно, расчетными перемещениями конечных звеньев цепи обкатки будут.
РП: I об. Фрезы ® K / Zоб. заг.
УКБ: 1об. фр * П(2-3) * ПS(3-5) * П(5-6) * ix = K / Z об .заг.

Зубчатые колеса e и f служат для расширения диапазона регулирования гитары деления. Для Z < 160 колеса берутся e / f = 54 / 54 = 1.
Передаточное отношение суммирующего механизма iS = 1.
Подбираем колеса a1, b1, c1, d1 для настройки гитары.
| |
a1 = 40 , b1 = 75, c1 = 60 , d1 = 80.
Вторая кинематическая группа Фs(П3B4) – группа формообразования зуба по длине также является сложной и состоит из двух кинематических цепей. Первая цепь обеспечивает медленное поступательное перемещение фрезы П3 вдоль оси заготовки. Скорость этого движения определяет толщину срезаемого каждым зубом фрезы слоя металла, поэтому движение П3 называют движением подачи и измеряют в мм / об, а цепь, обеспечивающую это движение – цепью додачи. Итак, цепь подач служит для настройки движения формообразования зуба по длине на скорость и связывает вращательное движение заготовки В2 с поступательным перемещением фрезы П3. Расчетными перемещениями конечных звеньев цепи подачи будут.
РП: I об. заготовки ® Sв мм / об
У.К.Б.: 1 об. заготовки * П(6-7) * is * Pх.в. = Sв

iкп =  =
=  =
= 
Подбираем колеса a2, b2, c2, d2 для настройки гитары.
| |
a2 = 40 , b2 = 80, c2 = 60 , d2 = 48.
|
из
5.00
|
Обсуждение в статье: Расчет настройки станка |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы