 |
Главная |


ПОЛУЧАЕМЫХ МЕТОДОМ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ
|
из
5.00
|
ПРОЕКТИРОВАНИЕ ЗАГОТОВОК,
Цель работы – освоение методики конструирования заготовок, изготавливаемых поперечно-клиновой прокаткой.
Задание к лабораторной работе № 4
Разработать чертеж заготовки, получаемый методом поперечно-клиновой прокатки по 2-му классу точности, для изготовления детали, представленной на рис. 4.1. Материал детали сталь 40Х, масса детали 0,83 кг.

Рис. 4.1. Чертеж детали (вал-шестерня)
Порядок выполнения работы
1. Изучить вводную часть и подготовить краткий ответ на контрольный вопрос (каждому студенту преподаватель указывает вопрос индивидуально).
2. Изучить чертеж детали, изготавливаемой поперечно-клиновой прокаткой (рис. 4.1).
3. Оценить степень обжатия заготовки на каждой ступени заготовки и определить за сколько проходов моет быть изготовлена заготовка детали методом поперечно-клиновой прокатки.

Для предварительной оценки степени обжатия принять диаметр исходной заготовки d0, равным наибольшему диаметру детали, а диаметры dpi, равными соответствующим диаметрам готовой детали.
d0 = 38,5 мм, dpi min = 20 мм, εmax = 38,5 : 20 = 1,925 , поэтому заготовка может быть изготовлена за 1 проход.
4. Выполнить эскиз заготовки в следующей последовательности.

а). Назначить припуски на механическую обработку, используя данные табл. 22.


Исходя из массы детали (m = 0,83 кг) по таблице 22 назначаем припуски на механическую обработку: для диаметров – 0,6 мм; для длины 173 мм и 129 мм – 0,9 мм; для длины 30 мм и 40 мм – 0,8 мм.
Для поверхностей, имеющих шероховатость Ra10–2,5, прибавляем 0,3–0,5 мм, для поверхностей, имеющих шероховатость Ra1,25, прибавляем 0,5–0,8 мм.


Исходя из данных таблицы 21 (m = 0,83 кг), назначаем радиусы округлений внешних – 1,0 мм, а радиусы округлений внутренних – 1,5 мм.

поэтому канавки шириной 3 мм поперечно-клиновой прокаткой не формируем.
б). Рассчитать номинальные размеры прокатанной заготовки на основе наибольших предельных размеров готовой детали и назначенных припусков на механическую обработку.
Ø38,5 мм – 38,5+ 0,6 + 0,6 + 0,3 = 40,0 мм
Ø30 мм – 30 + 0,6 + 0,6 + 0,3 = 31,5 мм
Ø25 мм – 25 + 0,6 + 0,6 + 0,5 = 26,7 мм
Ø20 мм – 20 + 0,6 + 0,6 + 0,5 = 21,7 мм
L173 мм – 173 + 0,9 + 0,3 = 174,2 мм
L129 мм – 129 + 0,9 + 0,3= 130,2 мм
L40 мм – 40 + 0,8 + 0,3 = 41,1 мм
L30 мм – 30 + 0,8 + 0,3 = 31,1 мм
в). Рассчитать отклонения на диаметральные и продольные отклонения размеров прокатанной заготовки



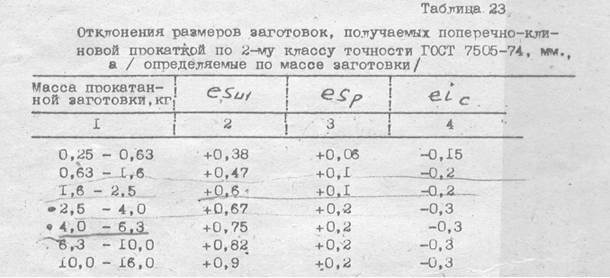


Допускаемые отклонения номинальных диаметров прокатной заготовки ES и EI рассчитываем, исходя из значений ЕSu1, ЕSu2 , ESp и ЕSt, назначенных по таблице 23 с учетом массы детали (m = 0,83 кг) и диаметра детали (до 50 мм)
ЕS = ЕSu1 + ЕSu2 + ESp + ЕSt = +0,47+0,05+0,1+0,05 = 0,б7 мм;
ЕI =ЕIu2 + Еt = – 0,05 +(– 0,05) = – 0,1 мм.
Допускаемые отклонения номинальных продольных размеров ESl и EIl также рассчитываем по данным таблицы 23
ESl =ЕSu1 +ЕSu2 +ЕSt = +0,47+0,08+0,18 =0,73 мм;
EIl =EIu2 +EIc +EIt = (–0,08) + (–0,2) + (–0,18) = –0,46 мм
г). Определить расчетный диаметр прутка для прокатки заготовки
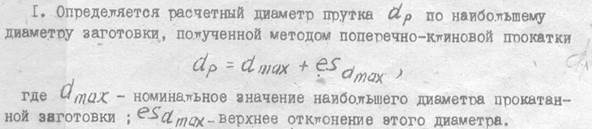
Определение размеров прутка под размер заготовки
dp=dmax + ЕS = 40,0 + 0,67 = 40,67 мм
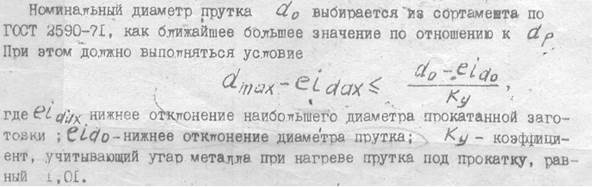
По таблице 1 ГОСТ 2590-88 выбираем прокат обычной точности dp = 41,0 мм.


Проверяем условие  , где EId0= 0,7 мм (см. табл. 1), Ку = 1,01
, где EId0= 0,7 мм (см. табл. 1), Ку = 1,01

39,0 мм≤ 39,901 мм
Принимаем пруток диаметром равным d0 = 41 мм.
д). Рассчитать номинальную длину прутка



Vпз – объем прокатной заготовки, рассчитанный по наибольшим предельным размерам

При угле наклона α = 20º коэффициенты Кh1 = 1,35 (для d = 21 мм – ε = 1,95) и Кh2 = 0,12 (для d = 41 мм – ε = 1,05) (см. рис. 14)
Vк – объем концевых отходов
Vк = 0,75∙3,14∙ (1,35∙21,72 + 0,12∙40,02) = 1949,23 мм3.
Объем прутка V0
V0 = 1,01∙125705,54 + 1949,23 = 128911,83 мм3.
Номинальный размер прутка по длине

Принимаем L0= 100 мм.
е). Выполнить эскиз заготовки.


Рис. 4.2. Эскиз заготовки детали (вала-шестерни)
Содержание отчета
1. Название работы
2. Цель работы
3. Краткий ответ на контрольный вопрос
4. Исходные данные и чертеж детали
5. Результаты выбора припусков и расчета предельных отклонений размеров заготовки
6. Эскиз заготовки и параметры исходного сортового прутка
|
из
5.00
|
Обсуждение в статье: ПОЛУЧАЕМЫХ МЕТОДОМ ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы