 |
Главная |


Основы экструзионного формования
|
из
5.00
|
Лекция 8
Экструзия
Экструзия широко применяется в производстве катализаторов. При экструзии влажную катализаторную массу (пасту) выдавливают в виде шнура из непрерывно действующего шнекового или гидравлического пресса через отверстия в головке пресса. Форма и размер отверстий в формующей головке пресса определяют форму и поперечный размер гранул. На выходе из головки шнур контактной массы (экструдат) режут вращающимся ножом или натянутой струной, а образующиеся цилиндрики подхватывают ленточным транспортером, затем сушат и прокаливают. Метод экструзии обеспечивает возможность получения изделий сложной конфигурации с точными геометрическими размерами. Процесс является непрерывным и весьма производительным. Используемое технологическое оборудование позволяет полностью механизировать и автоматизировать процесс производства. Как правило, этот способ формования имеет две стадии: стадию замешивания формовочной массы и стадию экструзии. Существует много разновидностей машин для экструзионного формования: шнековые, поршневые, винтовые или гидравлические машины. Наиболее распространены шнековые экструдеры, различающиеся интенсивностью механических воздействий.
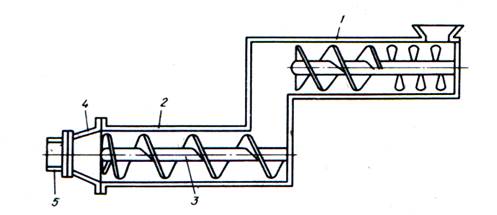
Рис. 1. Схема шнекового экструзионного пресса: 1 – приемная часть; 2 – корпус пресса; 3 – лопастной винт (шнек); 4 – головка пресса; 5 – мундштук.
В шнековых экструдерах формуемая масса совершает сложное движение, слагающееся из вращательного движения вокруг оси винтового канала и поступательного течения вдоль оси винтового канала. Масса перемешается в головке и в мундштуке с разными скоростями: в центре - с большей, а у стенки – с меньшей и выходит из мундштука в виде тела, имеющего в продольном разрезе форму, близкую параболе. Форма параболы зависит от свойств массы и конусности головки.
Процесс экструзионного формования пластифицированной массы пастообразной консистенции – это процесс непрерывной деформации в условиях сжатия с одновременным сдвигом массы в процессе уплотнения и принудительного выдавливания через мундштук экструдера под действием приложенных сил, то есть в экструдере имеют место одновременно два вида деформации – сжатия и сдвига. Масса в цилиндре пресса уплотняется за счет перемещения отдельных объемов формовочной массы и дисперсной фазы под действием давления Р, создаваемого нагнетателем и направленного параллельно оси пресса, и бокового давления go, направленного к нормально к стенке пресса. Нормальное (боковое) давление в основном сжимает и уплотняет массу и оно зависит от действующего давления:
go = x×Р,
где x - коэффициент бокового давления, зависящий от физико-механических свойств формуемой массы.
Сила бокового давления вызывает появление силы трения массы о стенки цилиндра, прессующей головки и мундштука пресса. Благодаря внутреннему трению давление распределяется по всему объему массы. Свойства формуемой массы в условиях деформации можно охарактеризовать следующими параметрами: коэффициентом бокового давления x, коэффициентом внутреннего трения f, предельным напряжением сдвига PS и среза S, коэффициентом трения массы о стенки пресса m (коэффициент внешнего трения). Так, например, для глиняной массы величины наибольших нормальных давлений go в головке пресса находятся в пределах (1,2-12)×105 Па в зависимости от пустотности формуемого изделия, а значение коэффициента внешнего трения для различных глин от 0,5 до 0,1.
Внешнее трение массы о поверхность рабочих органов экструдера в значительной степени влияет на качество изделий при пластическом формовании. Уменьшение внешнего трения способствует более равномерному выходу массы из мундштука. При оптимизации процесса формования нужно учитывать влияние внешнего трения, и для изготовления рабочих органов экструдера необходим материал, имеющий смачивающуюся поверхность и обладающую минимальным коэффициентом трения в паре материал-масса.
В зависимости от конструктивного исполнения различают экструдеры горизонтальные (большинство) и вертикальные, а также одношнековые и двухшнековые. В некоторых машинах может быть несколько шнеков, которые не только транспортируют массу и создают необходимое давление, но и смешивают, пластифицируют, уплотняют ее, а также интенсифицируют подсушку. Наиболее совершенная машина для получения сферических гранул представляет собой совмещение экструдера и гранулятора, рис. 2.
Машина состоит из двух основных узлов: вертикального экструдера с неподвижным шнеком и вращающимися с частотой 20-30 об/мин корпусом и фильерной головкой; вращающихся барабанов с кольцевыми канавками на цилиндрических поверхностях, соприкасающихся друг с другом по образующей.
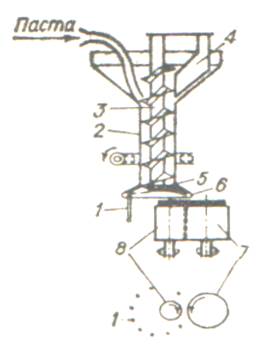
Рис. 2. Шарикоделательная машина с вертикальным экструдером: 1 – жгут пасты; 2 – корпус экструдера;
3 – шнек; 4 – скребок; 5 – ворошитель; 6 – фильерная головка; 7, 8 – большой и малый барабаны.
Из фильерной головки экструдируется одновременно до 18 жгутиков пасты, которые последовательно подводятся к месту соприкосновения барабанов. При захвате жгутика барабанами происходит его разрезание на равные доли с последующей закаткой в сферические гранулы, в цилиндрическом канале на поверхности барабана. Закатка обеспечивается вследствие разности линейных скоростей движения поверхностей барабанов. Диаметр большого барабана 0,24 м, малого – 0,1 м, длина 0,22 м. Частота вращения большого барабана 35-70 об/мин, малого 5-17 об/мин. Для чистки каждый барабан оборудован гребенками из фторопласта, войлока и других материалов.
На процесс формования и качество продукта влияют геометрические параметры фильер. При формовании катализаторов сложной формы необходимо, чтобы по всему сечению фильеры было одинаковое давление, то есть обеспечивалась постоянная скорость истечения массы. Максимальный выход годного полуфабриката при сохранении производительности достигается подбором оптимальных конструкционных характеристик фильеры. Наиболее просто осуществить такой подбор при формовании цилиндрической формы зерна катализатора. При изготовлении трубчатых или многоканальных форм к параметрам фильеры предъявляются более жесткие требования, что обусловлено увеличением диаметра и уменьшением толщины стенки канала. Образование заготовки происходит в полости отверстия фильеры за счет уплотнения и склеивания разрезанных на входе частей массы. Все это нарушает целостность заготовки, может вызвать образование внешних дефектов, внутренних микронапряжений и структурных неоднородностей в зерне катализатора, что на последующих стадиях технологии может приводить к его разрушению.
Как показывает опыт, несмотря на наличие теоретических работ, посвященных процессу формования различных масс, зачастую оптимальные соотношения размеров формующих органов приходится подбирать или доводить исходя из конкретных свойств прессуемых масс и видов изготавливаемых изделий. Тем не менее, расчетные данные, основанные на реологических, фрикционных и компрессионных свойствах пластических масс позволяют приблизиться к успешному решению этой сложной задачи.
|
из
5.00
|
Обсуждение в статье: Основы экструзионного формования |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы