 |
Главная |


Дефекты и контроль качества сварных соединений
|
из
5.00
|
Все возникающие при сварке дефекты можно разделить на внешние, видимые и внутренние – невидимые, поэтому особенно опасные.
К внешним дефектам, обнаруживаемым при осмотре, относятся нарушения геометрии шва: неравномерное сечение шва, несоответствие размеров шва заданным. Кроме того, внешними дефектами являются подрезы, наплывы, трещины (см. рис. 65). При стыковой контактной сварке возможно смещение осей заготовок; при точечной и шовной – выплески металла и вмятины.
Внутренние дефекты можно обнаружить только специальными методами неразрушающего контроля. Это непровары, шлаковые включения, поры (рис. 65). Возможно появление внутренних трещин, перегрев – рост зерна сверх допустимого.
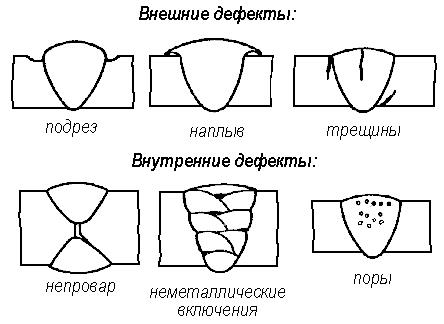 |
Рис. 65. Дефекты сварных соединений
Методы контроля качества сварки
1) Внешний осмотр и измерения швов.
2) Металлографический анализ (позволяет определить провар и наличие внутренних дефектов, но это разрушающий метод контроля).
3) Химический анализ (позволяет установить, соответствует ли наплавленный металл сертификату электрода).
4) Механическими испытаниями определяется твердость и прочность сварного соединения.
5) Просвечивание рентгеновскими или гамма-лучами – неразрушающий метод, все внутренние дефекты видны на плёнке.
6) Ультразвуковой метод позволяет обнаружить дефект по отклонению луча на экране осциллографа; возможно получение изображения дефекта.
7) Магнитные методы фиксируют дефекты за счёт рассеяния магнитного потока.
8) Сварные швы сосудов испытывают на плотность с помощью керосина или сжатого воздуха.
Особенности сварки жаропрочных сталей
Хорошо свариваются низкоуглеродистые (с содержанием углерода до 0,3 %) и низколегированные стали. Жаропрочные стали представляют при сварке некоторые технологические трудности. Необходимо применять подогрев заготовок до 200-300 °C и термообработку для снятия сварочных напряжений после сварки. Иначе напряжения из-за разницы температур шва и основного металла могут привести к короблению и трещинам.
Применяют только электроды с основными фтористокальциевыми покрытиями.
Пайка
Пайкой называют соединение металлов и сплавов в твёрдом состоянии с помощью припоя – сплава с температурой плавления ниже, чем у соединяемых металлов.
Припой должен смачивать и растворять металл соединяемых деталей или образовывать с ним химические соединения. Важнейшую роль в процессе пайки играют капиллярные явления: они обеспечивают проникновение жидкого припоя в зазор между соединяемыми деталями (рис. 66).
Для растворения и удаления оксидов с поверхности деталей, а также для улучшения смачиваемости металла припоем применяют флюсы. Это канифоль, соляная кислота, хлористый цинк, бура, борная кислота, нашатырный спирт.
Припои делятся на мягкие, с низкой температурой плавления – оловянно-свинцовые (марки ПОС) и твёрдые, с высокой температурой плавления – сплавы меди с цинком, никелем, серебром.
 Преимущества пайки по сравнению со сваркой: пайка экономичнее, она не изменяет химический состав и механические свойства металла, паяные конструкции деформируются меньше, чем сварные.
Преимущества пайки по сравнению со сваркой: пайка экономичнее, она не изменяет химический состав и механические свойства металла, паяные конструкции деформируются меньше, чем сварные.
Недостатки: прочность паяного соединения меньше прочности основного металла. Поверхности для пайки должны быть хорошо подготовлены: зачищены, обезжирены. Зазор между соединяемыми деталями должен быть минимальным: сотые доли мм.

Лекция 9
 |
|
из
5.00
|
Обсуждение в статье: Дефекты и контроль качества сварных соединений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы