 |
Главная |


Влияние смазывающе-охлаждающих технологических
|
из
5.00
|
Средств на процесс резания
Цель применения смазывающе-охлаждающих технологических средств (СОТС) – снижение изнашивания режущего инструмента, улучшение качества обрабатываемой поверхности и повышение производительности труда. Достичь это можно направленным воздействием на элементарные физико-механические и механохимические процессы, протекающие при резании металла, путем надлежащего выбора СОТС и регулирования условий подачи СОТС в зону резания.
Существующие СОТС, применяемые при резании, делятся на смазывающе-охлаждающие жидкости (СОЖ), газообразные вещества, включающие газы, пары поверхностно активных веществ, распыленные жидкости и пены, и твердые смазывающие вещества.
На практике при механической обработке материалов наибольшее распространение получили СОЖ.
Основными требованиями, предъявляемыми к СОЖ, являются: снижение трения контактных поверхностей инструмента и заготовки, охлаждение составляющих системы СПИД.
Физическая природа смазки при резании значительно отличается от механизма смазки деталей машин. При резании толщина смазывающей пленки соизмерима с размерами молекул, поэтому для активизации смазочного воздействия в СОЖ вводят химически активные вещества, такие как сера, фосфор, хлор, йод и т.д. Под действием высоких температур и давлений эти добавки образуют с материалами контактных поверхностей соединения, снижающие трение. Кроме смазывающего эффекта СОЖ должны обладать высокой теплопроводностью и объемной теплоемкостью, значительной скрытой теплотой параобразования и низкой вязкостью. На эффективность охлаждения смазывающе-охлаждающих жидкостей влияет также метод подвода их в зону резания.
Все существующие в производстве СОЖ можно разделить на несколько групп:
- водные растворы мыл, масел и минеральных электролитов, эмульсии;
- минеральные и растительные масла, минеральные масла с добавками фосфора, серы и хлора, сульфофрезолы, олеиновая кислота, четыреххлористый углерод и др.;
- керосин и растворы поверхностно активных веществ в керосине, керосин с добавками растительных масел;
- масла и эмульсии с добавками твердых смазочных веществ.
Как уже отмечалось, эффективность действия СОЖ зависит от метода подвода их в зону резания. В производстве получили распространение такие методы как метод охлаждения свободно падающей струей, метод высоконапорного охлаждения и метод внутреннего охлаждения инструмента.
Метод охлаждения свободно падающей струей весьма прост. Однако при использовании данного метода имеет место большой расход СОЖ (8…12 л/мин) и ее разбрызгивание. Кроме того, недостатком данного метода является низкое смазочное действие. При высоконапорном охлаждении жидкость в зону резания можно подавать тонкой струей с большой скоростью со стороны задней поверхности инструмента и непосредственно под стружку. Вместе с тем применение данного метода требует использования специального оборудования, организации тщательной очистки СОЖ и применения специальных защитных устройств в связи с сильным разбрызгиванием СОЖ. Внутреннее охлаждение режущих инструментов применяют при обработке малопластичных, жаропрочных сталей и сплавов. Использование данного метода позволяет исключить вредное воздействие СОЖ на человека, но требует ее охлаждения.
Во всех случаях при организации подвода СОЖ необходимо:
- подавать СОЖ как можно ближе к зоне резания;
- обеспечить максимальный распыл СОЖ;
- по возможности снизить температуру подводимой СОЖ;
- обеспечить одновременно охлаждение всех зон резания (при многоинструментальной обработке).
Правильное применение смазывающе-охлаждающих жидкостей позволяет повысить производительность обработки резанием в 2…3 раза, а стойкость инструментов в 8…10 раз.
Износ режущего инструмента
Виды изнашивания
Износ и связанное с ним затупление режущего инструмента происходят в результате сложного взаимодействия механических, физических и химических явлений. Доминирующее влияние одного явления над другими приводит к различным видам изнашивания режущего инструмента. На основании многочисленных экспериментальных исследований процесса резания материалов установлено три вида изнашивания режущих инструментов: абразивное, адгезионное и диффузионное.
Абразивное изнашивание инструмента происходит за счет царапания его рабочих поверхностей стружкой (элементами стружки), частицами нароста, а также твердыми включениями, имеющимися в материале обрабатываемой заготовки. Возможность царапания рабочих поверхностей режущего инструмента, более твердых по сравнению с обрабатываемой заготовкой, обусловлена тем, что инструментальный материал по своей основе неоднороден. В связи с этим на его рабочих поверхностях имеются участки как большей, так и меньшей твердости. Поэтому под воздействием вышеуказанных факторов происходит удаление частиц инструментального материала с менее твердых участков, разрыхление поверхностных слоев с последующим их более интенсивным изнашиванием.
Адгезионное изнашивание заключается в молекулярном взаимодействии (схватывании) поверхностных слоев режущего инструмента и обрабатываемого материала и последующем вырывании частиц материала инструмента.
Природа данного явления обусловлена тем, что контактные
поверхности режущего инструмента и обрабатываемого материала не являются идеально гладкими, то есть имеют вполне определенную шероховатость. Поэтому их точками соприкосновения в процессе резания являются выступающие участки микрорельефа (рис. 31), что вызывает в местах контакта большие удельные нагрузки, разрушающие окисные пленки.
 Рис. 31. Схема образования
«мостиков холодной сварки»
Рис. 31. Схема образования
«мостиков холодной сварки»
|
В результате такого контакта происходит образование «мостиков холодной сварки», которые разрушаются и вновь образуются вследствие движения деформируемого материала относительно режущего клина. Причем процесс разрушения «мостиков» сопровождается вырыванием частиц инструментального материала и образованием адгезионных пятен. Данное явление активно проявляется, когда температура в зоне резания составляет более 600  .
.
Диффузионное изнашиваниеинструмента происходит в результате взаимного растворения металла заготовки и материала инструмента. На активность процесса растворения оказывает влияние высокая температура (900…1200 ) контактного слоя, возникающая при высокой скорости резания. Процесс диффузионного изнашивания приводит к изменению химического состава и физико-химических свойств поверхностных слоев инструмента, снижает его износостойкость. Поэтому диффузионное изнашивание можно рассматривать как разновидность химического изнашивания.
Износ инструмента происходит по определенным закономерностям. В самом общем виде, независимо от вида изнашивания и типа режущего инструмента, зависимость его износа от времени работы может быть представлена в виде графика, показанного на рис. 32.
На данной графической зависимости можно выделить три характерные зоны:
I – зона начального износа или зона приработки инструмента
(  ~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
~ 0,05…0,1 мм). В этой зоне инструмент подвергается в основном абразивному износу;
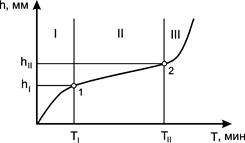 Рис. 32. Зависимость изменения износа
инструмента от времени работы
Рис. 32. Зависимость изменения износа
инструмента от времени работы
|
II – зона нормального износа. Значение износа  , соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
, соответствующее точке 2 перегиба на кривой износа, называется величиной допустимого износа, которая может составлять 1…2 мм. В этой зоне доминирующим является, как правило, адгезионный износ.
III – зона катастрофического износа. Если не допускать работу инструмента в зоне III, то срок его службы значительно увеличится. В этой зоне превалирует диффузионный износ.
|
из
5.00
|
Обсуждение в статье: Влияние смазывающе-охлаждающих технологических |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы