 |
Главная |


Элементы режима резания при фрезеровании
|
из
5.00
|
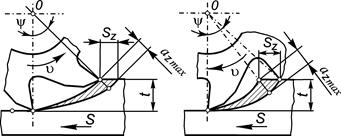
Процесс фрезерования заготовок характеризуется следующими параметрами: скоростью резания, подачей, глубиной резания, шириной фрезерования, углом контакта фрезы с заготовкой, толщиной и шириной среза (рис. 57).
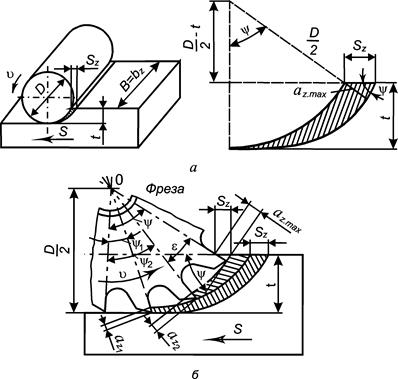 Рис. 57. Элементы режима резания при работе цилиндрической фрезы с прямыми зубьями
Рис. 57. Элементы режима резания при работе цилиндрической фрезы с прямыми зубьями
|
Скорость резания при фрезеровании  (м/мин) определяется по формуле
(м/мин) определяется по формуле
 ,
,
где  - наружный диаметр фрезы, мм;
- наружный диаметр фрезы, мм;  - частота вращения фрезы, об/мин.
- частота вращения фрезы, об/мин.
При фрезеровании различают три вида подач: минутную  (мм/мин); подачу на оборот
(мм/мин); подачу на оборот  (мм/об); подачу на один зуб фрезы
(мм/об); подачу на один зуб фрезы  (мм/зуб). Минутная подача определяет величину относительного перемещения фрезы и заготовки за одну минуту. Подача на один оборот фрезы – величина относительного перемещения фрезы и заготовки за один оборот
(мм/зуб). Минутная подача определяет величину относительного перемещения фрезы и заготовки за одну минуту. Подача на один оборот фрезы – величина относительного перемещения фрезы и заготовки за один оборот  . Подача на один зуб фрезы определяет величину относительного перемещения фрезы и заготовки при повороте фрезы на один угловой шаг
. Подача на один зуб фрезы определяет величину относительного перемещения фрезы и заготовки при повороте фрезы на один угловой шаг  .
.
На практике обычно пользуются всеми видами подач, причем подача на зуб характеризует интенсивность нагрузки зуба, а следовательно, и стойкость фрезы.
Глубина резания  (мм) при фрезеровании определяется не так, как при точении, сверлении и других видах обработки. Здесь глубина резания – это величина слоя металла, срезаемого зубом фрезы на длине дуги резания, измеренная в направлении перпендикулярном к оси вращения фрезы [3].
(мм) при фрезеровании определяется не так, как при точении, сверлении и других видах обработки. Здесь глубина резания – это величина слоя металла, срезаемого зубом фрезы на длине дуги резания, измеренная в направлении перпендикулярном к оси вращения фрезы [3].
Ширина фрезерования  (мм) – ширина обрабатываемой поверхности в направлении параллельном оси вращения фрезы [3].
(мм) – ширина обрабатываемой поверхности в направлении параллельном оси вращения фрезы [3].
Угол контакта  - центральный угол, соответствующий дуге соприкосновения фрезы с заготовкой. Для цилиндрических фрез (см. рис. 57)
- центральный угол, соответствующий дуге соприкосновения фрезы с заготовкой. Для цилиндрических фрез (см. рис. 57)
 ,
,  .
.
Это выражение справедливо также для дисковых и концевых фрез.
Толщина срезаемого слоя  величина переменная. В момент входа зуба фрезы в контакт с обрабатываемой заготовкой
величина переменная. В момент входа зуба фрезы в контакт с обрабатываемой заготовкой  , а при выходе зуба из контакта
, а при выходе зуба из контакта  . Толщина среза для фрезы с винтовыми зубьями подсчитывается по той же формуле, что и для прямозубой фрезы, и не зависит от угла наклона зуба
. Толщина среза для фрезы с винтовыми зубьями подсчитывается по той же формуле, что и для прямозубой фрезы, и не зависит от угла наклона зуба  .
.
Ширина среза  - длина соприкосновения режущей кромки зуба с обрабатываемой заготовкой. Для прямозубой фрезы ширина среза равна ширине фрезерования, т.е.
- длина соприкосновения режущей кромки зуба с обрабатываемой заготовкой. Для прямозубой фрезы ширина среза равна ширине фрезерования, т.е.  (см. рис. 57); при работе цилиндрической фрезой с винтовыми зубьями ширина срезаемого слоя, снимаемого каждым зубом изменяется от
(см. рис. 57); при работе цилиндрической фрезой с винтовыми зубьями ширина срезаемого слоя, снимаемого каждым зубом изменяется от  до
до
 (см. рис. 55).
(см. рис. 55).
При работе прямозубой цилиндрической фрезой число зубьев, находящихся в контакте с заготовкой можно определить по формуле
 ,
,
где  - угловой шаг фрезы, град;
- угловой шаг фрезы, град;  - число зубьев фрезы.
- число зубьев фрезы.
При работе фрезой с винтовыми зубьями, число зубьев одновременно участвующих в работе составит
 где
где  ,
,
тогда 
При обработке заготовок цилиндрическими, дисковыми, угловыми и фасонными фрезами применяются две схемы резания, а именно: встречное (рис. 58, а) и попутное (рис. 58, б) фрезерование.
 а б
Рис. 58. Схемы фрезерования:
а – встречного, б – попутного
а б
Рис. 58. Схемы фрезерования:
а – встречного, б – попутного
|
При встречном фрезеровании инструмент вращается в направлении, противоположном направлению движения подачи, вследствие чего толщина среза увеличивается от 0 до  . К преимуществу данной схемы можно отнести то, что нагрузка, действующая на зуб фрезы, возрастает постепенно по мере увеличения площади поперечного сечения среза, а это благоприятно сказывается на стойкости режущего инструмента. Однако данный метод фрезерования имеет ряд недостатков:
. К преимуществу данной схемы можно отнести то, что нагрузка, действующая на зуб фрезы, возрастает постепенно по мере увеличения площади поперечного сечения среза, а это благоприятно сказывается на стойкости режущего инструмента. Однако данный метод фрезерования имеет ряд недостатков:
- так как вертикальная составляющая  результирующей силы резания направлена вверх от стола станка, то она стремится оторвать от него заготовку, что приводит к возникновению вибраций в процессе резания;
результирующей силы резания направлена вверх от стола станка, то она стремится оторвать от него заготовку, что приводит к возникновению вибраций в процессе резания;
- каждый последующий зуб фрезы движется по упрочненной (наклепанной) поверхности заготовки вследствие некоторого скольжения предыдущего зуба по ней из-за наличия радиуса  на режущей кромке зуба, что приводит к быстрому износу и снижению стойкости инструмента.
на режущей кромке зуба, что приводит к быстрому износу и снижению стойкости инструмента.
На основе анализа данной схемы обработки можно сделать вывод о том, что эффективной областью метода встречного фрезерования является обработка малопластичных и хрупких материалов, не склонных к наклепу.
При попутном фрезеровании инструмент вращается в направлении, совпадающим с направлением движения подачи, вследствие чего толщина среза уменьшается от до 0. Данный метод фрезерования, также как и предыдущий, обладает рядом достоинств и недостатков.
Достоинствами данного метода являются:
- вертикальная составляющая результирующей силы резания прижимает заготовку к столу фрезерного станка, что способствует снижению уровня вибраций;
- примерно, в 2…3 раза повышается стойкость режущего инструмента за счет уменьшения трения по задней поверхности зубьев фрезы, так как каждый зуб фрезы начинает работу с максимального сечения среза, что значительно снижает уровень наклепа (упрочнения) поверхностного слоя.
К недостатку данного метода следует отнести следующее:
- режущие зубья фрезы подвергаются воздействию ударной нагрузки, что может привести к их выкрашиванию и разрушению. Это обусловлено тем, что зубья фрезы начинают работать с максимального сечения среза;
- при работе по данной схеме возможно самопроизвольное
подхватывание инструментом заготовки в направлении движения подачи и если в механизме движения подачи фрезерного станка между ходовым винтом и гайкой имеется осевой зазор, превышающий допустимый, то это приводит к разрушению режущих зубьев фрезы.
На основании вышеизложенного данная схема фрезерования применяется при обработке пластичных и вязких материалов.
Дисковое фрезерование
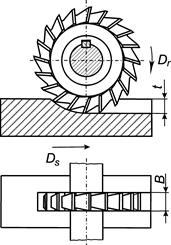 Рис. 59. Схема дискового
фрезерования трехсторонней
фрезой
Рис. 59. Схема дискового
фрезерования трехсторонней
фрезой
|
На операциях дискового фрезерования у обрабатываемых заготовок выполняют пазы, уступы, канавки. Этот вид фрезерования используется также для разрезки металла.
Схема дискового фрезерования представлена на рис. 59.
Обработка заготовок на данных операциях осуществляется на горизонтально-фрезерных станках дисковыми фрезами.
Различают следующие типы дисковых фрез: 1) односторонние – с режущими кромками только на цилиндрической части; 2) двухсторонние – с режущими кромками на одном из торцов и на цилиндрической части; 3) трехсторонние – с режущими кромками на обоих торцах и на цилиндрической части.
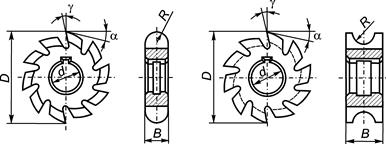
Односторонние дисковые фрезы являются прямозубыми (рис. 60) и по назначению подразделяются на пазовые (шпоночные), прорезные и отрезные. Основные параметры у этих фрез имеют следующие значения:
- пазовые фрезы:  50…100 мм;
50…100 мм;  3…6 мм;
3…6 мм;  10о…15о;
10о…15о;  15о…20о,
15о…20о,
- прорезные фрезы: 40…75 мм; 2…5 мм; 5о…10о;
25о…40о,
- отрезные фрезы: 60…200 мм; 1…5 мм;
= 10о…15о;  5о…20о.
5о…20о.
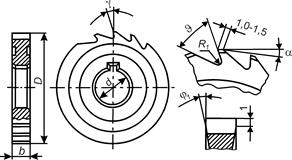 Рис. 60. Односторонняя дисковая прямозубая
фреза
Рис. 60. Односторонняя дисковая прямозубая
фреза
|
Во избежание трения фрезы о стенки прорезаемой канавки боковые ее стороны (торцы) шлифуют с углом  0,5о…1,5о.
0,5о…1,5о.
Двухсторонние дисковые фрезы (рис. 61) имеют на цилиндрической части винтовые зубья. Основные диаметральные, линейные и угловые размеры у этих фрез лежат в следующих диапазонах: 90…350 мм; 16…30 мм; -5о…+5о; 10…15о.
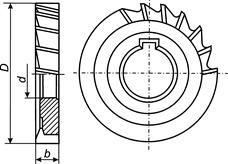 Рис. 61. Двухсторонняя дисковая
фреза
Рис. 61. Двухсторонняя дисковая
фреза
|
Трехсторонние дисковые фрезы могут выполняются как прямозубыми, то есть с зубьями расположенными параллельно оси (см. рис. 59), так и с зубьями расположенными наклонно к оси и направленными в разные стороны – разнонаправленными зубьями.
Изготавливаются вышеуказанные фрезы как из быстрорежущих сталей, так и с использованием твердых сплавов. В последнем случае корпус фрезы выполняется из конструкционной стали, а режущие зубья из твердого сплава.
Фасонное фрезерование
Фасонное фрезерование получило распространение на операциях, связанных с изготовлением поверхностей со сложным фасон-
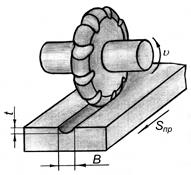 Рис. 62. Схема фасонного
фрезерования
Рис. 62. Схема фасонного
фрезерования
|
ным профилем. Инструментом при данном виде фрезерования являются фасонные фрезы с различным профилем, обработка которыми ведется на горизонтально-фрезерных станках. Схема фасонного фрезерования приведена на рис. 62.
 а б
Рис. 63. Фасонные фрезы:
а – с выпуклым профилем, б – с вогнутым профилем
а б
Рис. 63. Фасонные фрезы:
а – с выпуклым профилем, б – с вогнутым профилем
|
Типовые фасонные фрезы – это полукруглая выпуклая (рис. 63, а) и полукруглая вогнутая (рис. 63, б). Основные конструктивные элементы фасонных фрез аналогичны конструктивным элементам дисковых фрез. Фасонные фрезы изготавливают всегда с крупным зубом. При этом число зубьев зависит от диаметра фрезы. Число зубьев у цельных и сборных фрез определяется соответственно по формулам  и
и  .
.
Для того чтобы не искажать профиль режущей кромки фасонной фрезы, ее зубья затачивают с передним углом 0о. В ряде случаев при обработке труднообрабатываемых материалов передний угол делают положительным, равным 5о…10о, однако в этом случае происходит искажение профиля инструмента. Для того чтобы получить заданный профиль на заготовке используют либо комплект фасонных фрез (черновую – с углом 5о…10о и чистовую 0о), либо производят коррекцию профиля инструмента.
Все фасонные фрезы имеют затылованную форму режущих зубьев.
Форма режущих зубьев фрез может быть как остроконечной, так и затылованной. Остроконечную форму зуба имеют практически все фрезы за исключением фасонных фрез. У фрез с остроконечной формой рабочие поверхности зуба затачиваются по плоскости. У фрез с затылованной формой зуба передняя поверхность затачивается по плоскости, а задняя поверхность имеет криволинейную форму и затачивается по спирали Архимеда.
Затылование задней поверхности инструмента по спирали Архимеда позволяет при его переточке, осуществляемой по передней поверхности, сохранить неизменным профиль инструмента и задний угол  .
.
 а б
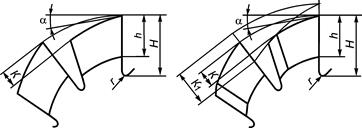
Рис. 64. Зубья фасонных фрез:
а – с одинарным затылованием, б – с двойным затылованием
а б
Рис. 64. Зубья фасонных фрез:
а – с одинарным затылованием, б – с двойным затылованием
|
Важной характеристикой у затылованных фрез является величина затылования  , определяемая на передней поверхности последующего зуба фасонной фрезы по отношению к рассматриваемому зубу (рис. 64, а).
, определяемая на передней поверхности последующего зуба фасонной фрезы по отношению к рассматриваемому зубу (рис. 64, а).
Величина затылования представляет собой расстояние между окружностью, проведенной через вершину зуба и точкой пересечения архимедовой спирали с передней поверхность последующего
зуба, и рассчитывается по формуле
 ,
,
где - задний угол на вершине зуба; - число зубьев фрезы.
У фрез со шлифованным профилем, используемых на чистовых операциях, для обеспечения выхода шлифовального круга делается двойное затылование, величина которого составляет  (рис. 64, б).
(рис. 64, б).
|
из
5.00
|
Обсуждение в статье: Элементы режима резания при фрезеровании |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы