 |
Главная |


Торцовое и концевое фрезерование
|
из
5.00
|
 Рис. 65. Схема торцового
фрезерования
Рис. 65. Схема торцового
фрезерования
|
Областью торцового фрезерования является обработка плоских поверхностей, а областью концевого фрезерования – обработка узких плоскостей, пазов, уступов и контурная обработка. В обоих случаях при обработке используются в основном вертикально-фрезерные станки. Схемы торцового и концевого фрезерования приведены соответственно на рис. 65 и 66.
Торцовые фрезы при обработке обеспечивают более высокую производительность и меньшую шероховатость поверхности по сравнению с цилиндрическими фрезами, поэтому они нашли широкое применение в производстве. Каждый зуб торцовой фрезы можно рассматривать как проходной токарный резец с главным углом в плане  и вспомогатель-
и вспомогатель-
 Рис. 66. Схема концевого
фрезерования
Рис. 66. Схема концевого
фрезерования
|
ным углом  . Угол в зависимости от жесткости системы выбирается в пределах 30…90о. Цельные торцовые фрезы изготовляются диаметром
. Угол в зависимости от жесткости системы выбирается в пределах 30…90о. Цельные торцовые фрезы изготовляются диаметром  40…100 мм, а сборные с зубьями из быстрорежущей стали и твердого сплава = 80…630 мм. Широко применяются торцовые фрезы с многогранными твердосплавными неперетачиваемыми пластинами, а также с зубьями из СТМ.
40…100 мм, а сборные с зубьями из быстрорежущей стали и твердого сплава = 80…630 мм. Широко применяются торцовые фрезы с многогранными твердосплавными неперетачиваемыми пластинами, а также с зубьями из СТМ.
Концевые фрезы состоят из рабочей части, шейки и хвостовика. Зуб фрезы имеет три режущие кромки: главную на цилиндрической части, вспомогательную на торцовой части и переходную между главной и вспомогательной режущими кромками. Переходная режущая кромка делается для упрочнения зуба фрезы. Зубья на цилиндрической части фрезы имеют винтовую форму с углом подъема  30…45о. Выпускают два типа концевых фрез: 1) с нормальным зубом; число зубьев определяется из выражения
30…45о. Выпускают два типа концевых фрез: 1) с нормальным зубом; число зубьев определяется из выражения  , а угол 30о; с крупным зубом с числом
, а угол 30о; с крупным зубом с числом  и 45о. Концевые фрезы бывают с цилиндрическим 3…10мм и длиной режущей части
и 45о. Концевые фрезы бывают с цилиндрическим 3…10мм и длиной режущей части  = 20…45 мм и с коническим хвостовиком 14…50 мм и 32…70 мм. Для устранения вибраций в процессе резания зубья у фрез расположены по окружности с неравномерным шагом. Например, для трехзубой фрезы:
= 20…45 мм и с коническим хвостовиком 14…50 мм и 32…70 мм. Для устранения вибраций в процессе резания зубья у фрез расположены по окружности с неравномерным шагом. Например, для трехзубой фрезы:  110о;
110о;  123о и
123о и  127о. Фрезы изготавливаются из высококачественных быстрорежущих сталей. Наряду с быстрорежущими фрезами имеют распространение и твердосплавные концевые фрезы.
127о. Фрезы изготавливаются из высококачественных быстрорежущих сталей. Наряду с быстрорежущими фрезами имеют распространение и твердосплавные концевые фрезы.
Элементы режима резания при торцевом и концевом
Фрезеровании
Процесс торцового и концевого фрезерования заготовок характеризуется теми же самыми параметрами, что и для других
видов, а именно: скоростью резания, подачей, глубиной резания,
 Рис. 67. Элементы режима резания при работе торцовой фрезой
Рис. 67. Элементы режима резания при работе торцовой фрезой
|
шириной фрезерования, углом контакта фрезы с заготовкой, толщиной и шириной среза (рис. 67 и 68) .
Скорость резания  и значения подач
и значения подач  ,
,  и
и  определяются по тем же формулам, что и для процесса цилиндрического фрезерования.
определяются по тем же формулам, что и для процесса цилиндрического фрезерования.
Глубина и ширина резания при торцовом и концевом фрезеровании показаны на рис. 65 и 66. При данных видах фрезерования различают полное  и неполное
и неполное  фрезерование.
фрезерование.
Толщина среза при торцовом и концевом фрезеровании определяются соответственно по формулам  и
и  (где
(где  - угол, определяющий положение зуба фрезы). Ширина среза при торцовом фрезеровании может быть определена из зависимости
- угол, определяющий положение зуба фрезы). Ширина среза при торцовом фрезеровании может быть определена из зависимости  , а при концевом фрезеровании она равна ширине фрезерования
, а при концевом фрезеровании она равна ширине фрезерования  . Угол контакта фрезы с заготовкой при данных видах фрезерования определяется по формулам:
. Угол контакта фрезы с заготовкой при данных видах фрезерования определяется по формулам:
 ;
;  .
.
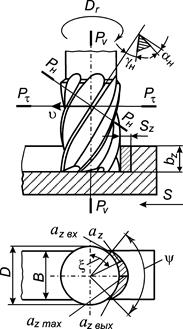 Рис. 68. Элементы режима
резания при работе концевой
фрезой
Рис. 68. Элементы режима
резания при работе концевой
фрезой
|
В зависимости от установки фрезы относительно заготовки различают симметричное и несимметричное фрезерование. В случае симметричного фрезерования начальная и конечная толщины среза одинаковые (  ,
,  ), а их величина зависит от соотношения
), а их величина зависит от соотношения  . Такая схема фрезерования применяется при обработке материалов средней пластичности, к которым относятся конструкционные стали. При несимметричном фрезеровании обработка заготовок может осуществляться как методом встречного (рис. 69), так и попутного (рис. 70) фрезерования.
. Такая схема фрезерования применяется при обработке материалов средней пластичности, к которым относятся конструкционные стали. При несимметричном фрезеровании обработка заготовок может осуществляться как методом встречного (рис. 69), так и попутного (рис. 70) фрезерования.
Метод встречного фрезерования применяется при обработке малопластичных и хрупких материалов. С целью уменьшения наклепа обработанной поверхности процесс фрезерования ведут таким образом, чтобы  было отлично от нуля. Это достигается за счет смещения заготовки относительно края фрезы на величину
было отлично от нуля. Это достигается за счет смещения заготовки относительно края фрезы на величину  (см. рис. 69).
(см. рис. 69).
 Рис. 69. Схема несимметричного встречного торцевого (концевого) фрезерования
Рис. 69. Схема несимметричного встречного торцевого (концевого) фрезерования
|
 Рис. 70. Схема несимметричного попутного торцевого (концевого) фрезерования
Рис. 70. Схема несимметричного попутного торцевого (концевого) фрезерования
|
При попутном фрезеровании (  ;
;  ) во избежание «прихватывания» зуба фрезы с заготовкой последнюю смещают относительно края фрезы также на величину
) во избежание «прихватывания» зуба фрезы с заготовкой последнюю смещают относительно края фрезы также на величину  (см. рис. 70). Данная схема применяется при обработке вязких и пластичных материалов.
(см. рис. 70). Данная схема применяется при обработке вязких и пластичных материалов.

|
из
5.00
|
Обсуждение в статье: Торцовое и концевое фрезерование |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы