 |
Главная |


Лабораторная работа № 2. ОСВОЕНИЕ МЕТОДА ПРЯМОГО ДОКУМЕНТИРОВАНИЯ ПРИ АВТОМАТИЗИРОВАННОЙ РАЗРАБОТКЕ ТП
|
из
5.00
|
ОСВОЕНИЕ МЕТОДА ПРЯМОГО ДОКУМЕНТИРОВАНИЯ
ПРИ АВТОМАТИЗИРОВАННОЙ РАЗРАБОТКЕ ТП
1. Цель работы:изучить основные возможности системы автоматизации технологического проектирования ТехноПро при работе в режиме прямого документирования (диалоговом режиме) и получить практические навыки проектирования технологического процесса.
Содержание работы
Используя данные лабораторной работы и пособия, ознакомиться с основными возможностями системы при работе в режиме прямого документирования.
Получить у преподавателя рабочий чертеж детали и данные по годовому выпуску. На основании полученных данных: 1) подобрать тип заготовки; 2) выбрать черновые и чистовые базы; 3) наметить план обработки; 4) наметить маршрут обработки с вычерчиванием схем базирования; 5) запустить программу технологического проектирования ТехноПро и, работая с базой Конкретных технологических процессов (КТП) и Информационной базой системы (ИБ), спроектировать технологический процесс изготовления детали.
Общие положения
Система автоматизации технологического проектирования ТехноПро обладает следующими возможностями при работе с ней в режиме диалогового и полуавтоматического проектирования технологического процесса:
1. Система обеспечивает добавление и редактирование операций конкретных технологических процессов (КТП) выбор их составляющих из Информационной базы (ИБ) или ввод с клавиатуры.
2. Имеется возможность копирования и редактирования операций и переходов из ранее созданных КТП.
3. Обеспечивается добавление операций и переходов в КТП копированием их из базы Общих технологических процессов (ОТП) с автоматическим перерасчетом технологических размерных цепей и подбором инструментов.
4. В КТП имеется возможность удаления, копирования, перемещения и редактирования операций и переходов.
5. Автоматически спроектированный КТП может быть изменен с применением методов, указанных в пунктах 1, 2, 3, 4.
6. КТП могут выдаваться на печать в технологических картах различных форм.
3.1. Добавление операции
Диалоговое проектирование ТП начинается с открытия базы Конкретных технологических процессов. Для этого необходимовыбрать в основном меню пункт КТП. Далее в тексте слово«выбрать», выделенное жирным шрифтом, будет означать подвод курсора мыши к пункту меню, иконке или кнопке и нажатие левой кнопки мыши.
Для ввода нового КТП необходимо поставить курсор мыши на группу «Конкретные ТП» или на группу, обозначающую сборочную единицу, и нажать правую кнопку мыши, затем выбрать пункт «Добавить» из появившегося меню (если меню не появляется, то необходимо попробовать нажать кнопку мыши справа или слева от выделенной группы). Справа на экране появляется форма для заполнения сведений о детали, технологию изготовления которой необходимо спроектировать. Обязательными для заполнения являются поля «Обозначение детали» и «Наименование детали».
После заполнения сведений о детали необходимо поставить курсор мыши на пустое пространство в окне дерева классификации КТП и нажать левую кнопку мыши. Появляется группа «56-2-1 Вал». Далее надо выбрать подгруппу «Деталь», ответвляющуюся от этой группы, и нажать правую кнопку мыши. Из появившегося меню надо выбрать пункт «Добавить».
Справа появляется пустая форма содержания операции.
Для ввода наименования операции необходимо поставить курсор в поле «Операция» и набрать на клавиатуре, например, «отрезать».
Система предложит вариант наименования операции, имеющейся в Информационной базе. Нажатие на клавиатуре клавиши [Enter] закрепит выбор.
Далее можно ввести номер цеха, участка и рабочего места, на котором будет выполняться операция «Отрезка», например: номер операции присваивается автоматически. Операции нумеруются с шагом, задаваемым в пункте «Настройка» основного меню системы.
Перевод курсора в поле «Б оборудование, ПР приспособление, М вспом. материал.. » вызывает появление пункта «005 Отрезка» в дереве классификации КТП.
Для назначения оборудования можновыбрать кнопку … слева в поле «Б оборудование, ПР приспособление, М вспом материал...». Откроется окно Информационной базы.
Используя дерево классификации ИБ, необходимо найти требуемую группу оборудования.
Если в ИБ нет необходимого оборудования или модели оборудования, то его можно ввести, включая ввод новых классификационных признаков. Например, добавим модель оборудования в имеющуюся строку данных и добавим оборудование другой модели. Для этого необходимо поставить курсор в конец строки «Круглопильный» и набрать на клавиатуре его модель.
После этого надо пометить строку «Круглопильный 22М», выбрав серый квадрат слева, и выбрать иконку  «Копировать» в верхнем пиктографическом меню. Затем необходимо поставить курсор на строку ввода новой информации (помечена слева
«Копировать» в верхнем пиктографическом меню. Затем необходимо поставить курсор на строку ввода новой информации (помечена слева  )и выбрать иконку
)и выбрать иконку  «Вставить» в верхнем пиктографическом меню.
«Вставить» в верхнем пиктографическом меню.
В строке появится скопированное наименование оборудования, необходимо поставить курсор в позицию модели станка и откорректировать её с клавиатуры.
После ввода нового оборудования внизу появляется пустая строка для последующего добавления. Для передачи строки оборудования в проектируемый ТП необходимовыбрать кнопку [Добавить в ТП], расположенную справа внизу окна ИБ.
Послевыбора кнопки [Добавить в ТП] окно Информационной базы не закрывается, а в дереве классификации ИБ открывается группа «Приспособления». В ней необходимовыбрать подгруппу «Тиски».
Для выбора требуемой модели тисков можно воспользоваться функцией поиска – она запускаетсявыбором кнопки  , находящейся справа внизу окна Информационной базы. Послевыбора этой кнопки выдается форма запроса критериев поиска в полях параметров приспособлений типа «Тиски». Например, необходимо найти тиски с величиной рабочего хода не менее 100 мм. Введите критерий ">100" в поле параметра «Рабочий ход».
, находящейся справа внизу окна Информационной базы. Послевыбора этой кнопки выдается форма запроса критериев поиска в полях параметров приспособлений типа «Тиски». Например, необходимо найти тиски с величиной рабочего хода не менее 100 мм. Введите критерий ">100" в поле параметра «Рабочий ход».
Запуск поиска производитсявыбором кнопки  «Применить фильтр». Результаты поиска появляются ниже в окне, при перемещении курсора по строкам внизу этого окна высвечиваются наименования классификационных признаков группы, из которой получена строка. Например, «Тиски\Неповоротные\ С ручным механизированным приводом».
«Применить фильтр». Результаты поиска появляются ниже в окне, при перемещении курсора по строкам внизу этого окна высвечиваются наименования классификационных признаков группы, из которой получена строка. Например, «Тиски\Неповоротные\ С ручным механизированным приводом».
Установив курсор в требуемую строку, необходимовыбрать кнопку [Добавить в ТП] для передачи строки в ТП. Послевыбора кнопки [Добавить в ТП] окно Информационной базы не закрывается, а в дереве классификации ИБ открывается группа «Вспомогательные материалы». В ней можно выбрать необходимый вспомогательный материал. Закрыть окно ИБ можновыбором кнопки  в правом нижнем углу окна.
в правом нижнем углу окна.
После ввода операции можно вводить её переходы, как описано в следующем разделе.
Чтобы добавить следующую операцию, необходимо в дереве классификации поставить курсор на группу «Деталь», нажать правую кнопку мыши и из появившегося менювыбрать пункт «Добавить». Для заполнения операции необходимо повторить действия, описанные выше.
Для изменения положения операций в ТП можно воспользоваться кнопками со стрелками вверх, вниз  , расположенными слева внизу окна КТП.
, расположенными слева внизу окна КТП.
3.2. Добавление перехода
Для добавления перехода необходимо в дереве классификации КТП поставить курсор на операцию «005 Отрезка» и нажать правую кнопку мыши. Из появившегося меню надовыбрать пункт «Добавить».
Справа в окне появляется форма описания перехода. Ввод текста перехода производится при нажатой кнопке [Ввод].
Текст перехода можно добавить выбором из Информационной базы. Для этого можно воспользоваться выпадающим списком текстов переходов, появляющимся привыборе кнопки  на правом краю поля. Другим способом ввода текста перехода является его выбор в окне Информационной базы. Это окно открываетсявыбором кнопки … на левом краю поля. В открывшемся окне Информационной базы необходимо найти требуемую группу текстов переходов, поставить курсор на нужный текст ивыбрать кнопку [Добавить в ТП].
на правом краю поля. Другим способом ввода текста перехода является его выбор в окне Информационной базы. Это окно открываетсявыбором кнопки … на левом краю поля. В открывшемся окне Информационной базы необходимо найти требуемую группу текстов переходов, поставить курсор на нужный текст ивыбрать кнопку [Добавить в ТП].
Если в ИБ нет требуемого текста перехода, то его можно добавить в последнюю, пустую, строку списка и затем передать в ТП,выбрав кнопку [Добавигь в ТП].
Для заполнения текста необходимо перейти в режим его редактирования, для этого надо выбрать кнопку [Текст]. Заполнить текст перехода конкретными размерами можно двумя способами:
1. Вручную, набором с клавиатуры цифр для замены параметров D и L.
2. Автоматически,выбором кнопки [Пересчитать].
Автоматическое заполнение текста перехода производится также двумя способами:
1. По значениям параметров обрабатываемого в переходе элемента конструкции.
2. По значениям параметров перехода.
Установить связь перехода с обрабатываемым элементом можно, выбрав его код из выпадающего списка элементов детали. Для открытия списка необходимовыбрать кнопку  слева в поле кода элемента.
слева в поле кода элемента.
В рассматриваемом примере ещё не было введено ни одного элемента, поэтому список элементов пуст. Для ввода кода заготовки необходимо в окне дерева классификациивыбрать группу «Деталь».
В форме, появившейся справа в окне, надовыбрать закладку «Элемент», затем открыть выпадающий список «Вид» ивыбрать «нрЦилиндрическая» (пруток).
Далее надо выбрать «Тип» – «заготовка 9» и задать с клавиатуры «Номер», равный 01.
Таким образом, код заготовки внесен в список поверхностей. Для задания размеров заготовки необходимовыбрать закладку «Параметры» и внести значения её параметров.
Для возвращения в создаваемый переход надовыбрать его обозначение в окне дерева классификации.
Далее, в переходе можно открыть выпадающий список, в поле «Код элемента» выбрать код заготовки 030901. Таким образом, установлена связь создаваемого перехода с заготовкой и её параметрами.
Код элемента можно вводить и с клавиатуры прямо в поле кода. Введенный код добавляется к списку кодов элементов детали, но задать значения параметров элемента можно только перейдя в группу «Деталь». Теперь достаточновыбрать кнопку [Пересчитать], чтобы система заполнила текст перехода.
Заполненный текст можно просмотреть и откорректировать с клавиатуры в режиме редактирования, включённомвыбором кнопки [Текст]. Необходимо отметить, что после [Пересчета] теряются все изменения текстов переходов, введенные с клавиатуры. Запускать [Пересчет] лучше после ввода всех переходов и операций проектируемого ТП.
Поле «РИ режущий инструмент...» заполняется строками из Информационной базы. Выбор строк из ИБ проводится или с использованием выпадающего списка, или через открытие окна ИБ. Приемы выбора инструментов из ИБ аналогичны приемам, описанным в предыдущем разделе при вводе оборудования и приспособления. Для добавления следующего перехода необходимо повторить все действия, описанные выше. Для изменения порядка следования переходов в операции необходимо воспользоваться кнопками со стрелками вверх, вниз, расположенными слева внизу окна КТП.
Автоматическое формирование текста перехода по параметрам перехода не требует наличия кода элемента. Достаточно внести параметры в закладку «Параметры» перехода, указать их значения и выбратькнопку [Пересчитать]. Если в переход вводится текст перехода с переменными, то ТехноПро автоматически заполняет закладку «Параметры» именами переменных, имеющимися в тексте. В закладке «Параметры» надо ввести значения тех параметров, которые необходимо вставить в текст перехода.
Кроме значения параметров, можно ввести поле допуска на размер. Его можновыбратьиз выпадающего списка, нестандартные отклонения вводятся в поля «Нижний» и «Верхний».
Другим способом ввода допусков на размер является вызов таблицы полей допусков. Вызов таблицы производится двойным щелчком по полю «Квалитет» или по полям: «Вал.доп.», «Отв.доп.», «Верхний», «Нижний» в строке параметра.
В появившейся табличке надовыбрать требуемое поле допуска и квалитет. После выбора кнопки [ОК] поля допусков и отклонения будут автоматически внесены в соответствующие графы таблицы. После ввода параметров надовыбрать кнопку [Пересчитать]. Значения параметров будут вставлены в текст.
Неуказанные параметры или параметры со значением 0 не вставляются в текст. Отдельные строки текста, содержащие такие параметры, игнорируются. Даже если в переходе указан код элемента и у него имеются параметры со значениями и одноименные параметры указаны в закладке «Параметры» перехода, то при формировании текста они игнорируются.
3.3. Ввод норм изготовления
При формировании переходов имеется возможность внесения основного То и вспомогательного Тв времени их выполнения. Ввод норм производится в закладку «Режимы» перехода КТП
После ввода чисел в каждое поле нормы ТехноПро производит суммирование То и Тв всех переходов в операции. Рассчитанное значение увеличивается на «% увеличения Тшт» и вносится в поле штучно-калькуляционного времени Тшт в закладке «Нормы» операции.
В этой же закладке можно ввести подготовительно-заключительное время Тп.з.
3.4. Добавление с клавиатуры
Кроме заполнения переходов и операций посредством выбора их элементов из Информационной базы, имеется возможность прямого ввода с клавиатуры нового оснащения, наименований операций, текстов переходов. Вводимые с клавиатуры данные могут запоминаться в ИБ и использоваться в дальнейшем.
После добавления новой операции или перехода данные можно вносить прямо в поля формы. Можно начать заполнение текста перехода прямо с клавиатуры, по мере набора букв система будет предлагать близкие по написанию тексты из ИБ.
Если требуемого текста нет в ИБ, то необходимо перейти в режим корректировки, выбором кнопки [Текст] отредактировать текст и нажать клавишу [Enter].
Введенный текст перехода не будет внесён в ИБ, а сохранится только в ТП. После ввода текста перехода можно добавить необходимое оснащение. Тип вводимого оснащения задается первыми буквами вводимой строки.
По мере ввода наименования с клавиатуры система производит поиск похожего наименования в ИБ. Если такого наименования в ИБ не найдено, то при переходе на другую строку или нажатии [Enter] появится запрос о дополнении списка.
Выбор кнопки [Да] вызовет добавление наименования элемента оснащения в ИБ и перевод курсора в следующую строку оснащения.
Допускается ввод следующих типов оснащения
в операции:
| Б | – оборудование; | Ш | – шифр инструкции. |
| ПР | – приспособление; | К | – комплектующие; |
| М | – вспомогательный материал; | ИН | – инструмент; |
| Ж | – СОЖ; | С | – средства. |
в переходе:
| РИ | – режущий инструмент; | ПР | – приспособление; |
| СИ | – измерительный инструмент; | К | – комплектующие; |
| ВС | – вспомогательный инструмент; | ИН | – инструмент; |
| М | – вспомогательный материал; | С | – средства. |
Типы оснащения можно вводить как большими, так и маленькими буквами. От наименования оснащения его тип должен отделяться пробелом. Невозможно ввести наименование оснащения без указания его типа. Без типов вводятся наименования операций, тексты инструкций и тексты переходов, так как их ввод допускается только в определенные поля. Аналогичные действия применяются и для ввода операций ТП. Сформированный таким образом ТП можно выдать на печать,выбрав кнопку с изображением принтера внизу окна КТП.
3.5. Размещение введённых данных в ИБ
Вносимые в ТП с клавиатуры оснащение, наименования операций, тексты инструкций и переходов при добавлении их в Информационную базу попадают в корневые группы ИБ в соответствии с типом. Введенный в предыдущем примере шаблон находится в корневой группе «Измерительный инструмент».
Введенный резец находится в корневой группе «Режущий инструмент».
По мере добавления в ТП нового оснащения количество строк в корневых группах ИБ возрастает. Для удобства выбора ранее введенных строк можно перенести их в группы классификационных цепочек.
Используя кнопки «Запомнить строку» и «Перенести строку», можно перемещать любые строки данных в ИБ. Переносить можно только по одной строке. Это является единственным способом переноса строк оснащения, введенных в ТП, так как обеспечивается неразрывность связи строки в ИБ со ссылкой на неё в ТП. Применение метода копирования и восстановления кнопками «Вставить» и «Копировать» с использованием буфера Windows в этой ситуации неприменимо, так как он реализует не перенос, а копирование строк. Созданная копия строки не будет иметь ссылки в ТП, а при удалении скопированной строки появится сообщение о невозможности разрыва связи с ТП.
3.6. Копирование из ОТП
Система ТехноПро обеспечивает наполнение проектируемого ТП операциями и переходами не только с использованием Информационной базы, но и с помощью заранее подготовленных операций и переходов из базы Общих технологических процессов.
Добавление операции или перехода из ОТП задаетсявыбором пункта «Копировать из ОТП» в меню, появляющемся при нажатии правой кнопки мыши. Причем не имеет значения, на чем в этот момент стоит курсор мыши ‒ на операции или на переходе. Выбранные переходы вставляются в конце операции. Выбранные операции вставляются в конце ТП. Операции из ОТП переносятся со всеми имеющимися в них переходами. Изменять положение операции в ТП или перехода в операции можно, используя кнопки вверх/вниз, высвеченные в левом нижнем углу окна КТП  .
.
При добавлении из ОТП операции с несколькими переходами система по очереди запрашивает коды элементов для каждого переносимого перехода. Коды можно оставить без изменения или выбирать из списка имеющихся элементов, также их можно ввести заново в закладку «Элемент». Значения параметров элементов задаются в закладке «Параметры». После задания всех элементов и их параметроввыбор кнопки [Пересчитать] вызывает не только формирование текстов переходов, но и расчет технологических размерных цепей и подбор инструмента. Такой метод проектирования ТП называется «Полуавтоматическим».
3.7. Копирование операции ОТП
Добавление операций из ОТП обеспечивает как заполнение проектируемого ТП требуемыми операциями, так и диалоговое описание конструкции изготавливаемой детали.
Для добавления операции необходимо в дереве классификации выбрать какую-либо операцию проектируемого ТП и нажать правую кнопку мыши.
Из появившегося меню надовыбрать пункт «Копировать из ОТП».
На экране появится дерево классификации базы ОТП. В нём необходимо поставить курсор мыши на требуемую операцию и выбрать кнопку [ОК].
После этого система начнёт предлагать для вставки в проектируемый ТП все переходы, имеющиеся в выбранной операции ОТП. Порядок появления переходов соответствует последовательности, в которой они стоят в операции. Появляется форма для увязки копируемого перехода с элементом детали или заготовки и их параметрами. Список элементов в этой форме соответствует списку элементов в Детали КТП.
3.8. Копирование из КТП
Если необходимые для формирования нового КТП операции и переходы были ранее сформированы в других Конкретных ТП, то их можно скопировать. Для копирования необходимо поставить курсор в окне классификации КТП на наименование КТП, или на подгруппу «Деталь», или на любую операцию КТП. После этого необходимо нажать правую кнопку на мыши и из появившегося менювыбрать пункт «Копировать из КТП».
В появившемся окне с деревом классификации КТП необходимо поставить курсор на наименование КТП, или его операцию, или переход ивыбрать кнопку [ОК.].
Если в окне выбора КТП курсор стоит на наименовании КТП, то копируется весь КТП, включая общие сведения о детали, список её элементов, все операции ТП со всеми переходами.
Если курсор стоит на группе «Деталь», то копируется весь КТП, включая список элементов детали и все операции ТП со всеми переходами. Если курсор стоит на операции, то копируется эта операция ТП со всеми переходами.
Если курсор стоит на переходе, то копируется этот переход, но при этом курсор в окне КТП должен стоять на операции, в которую необходимо добавить копируемый переход, иначе система даст сообщение и не выполнит копирование.
Копируемые отдельные операции добавляются в конце ТП, копируемые отдельные переходы добавляются в конце операции. Можно переместить операцию или переход, поставив на него курсор ивыбрав одну из кнопок со стрелками внизу окна КТП. После копирования ТП его можно отредактировать, применяя методы, описанные в предыдущих разделах. Например, если необходимо заменить резец, применённый в переходе, то необходимо слева в его строкевыбрать кнопку [...].
Откроется Информационная база, и курсор будет автоматически установлен на строку описания этого резца.
Далее в ИБ необходимо найти требуемый резец, поставить на него курсор и выбрать кнопку [Заменить в ТП] внизу окна КТП.
Кроме добавления и редактирования операций и переходов КТП, их можно удалять. Для этого необходимо поставить курсор мыши на удаляемую операцию или переход, затем нажать правую кнопку мыши и из появившегося меню выбрать пункт «Удалить». На экране появится запрос на подтверждение удаления.
Послевыбора ответа [Да] операция или переход будут удалены и восстановить их не удастся. После удаления, добавления или перемещения операций и переходов КТП их сквозная нумерация восстанавливается автоматически. Применять кнопку [Пересчитать] можно, только если скопированный КТП был создан на основе ОТП. Иначе исчезнут тексты переходов, введённые в КТП в диалоговом режиме, так как они отсутствуют в Информационной базе.
3.9. Поиск Детали и ТП
Для копирования КТП сначала необходимо найти «Деталь» и «ТП», подобные создаваемым. Для этого можно воспользоваться функцией поиска. Поиск запускаетсявыбором кнопки  справа внизу окна КТП.
справа внизу окна КТП.
Область поиска задаётся положением курсора мыши в дереве классификации КТП в моментвыбора кнопки запуска поиска. Если курсор стоит на корневой группе «Конкретные ТП», то поиск будет производиться среди всех «Деталей» базы КТП.
Форма поиска обеспечивает задание параметров искомой «Детали». Список «Деталей» можно отсортировать по определенному полю. Для этого необходимо выбрать наименование поля.
При вводе искомого наименования в поле над каждым столбцом список соответственно сокращается. Наименования можно вводить в поля нескольких столбцов.
Для перехода к найденной «Детали» необходимовыбрать её курсором в списке и затем выбрать кнопку [Перейти], находящуюся внизу формы поиска.
3.10. Выдача ТП на печать
Для формирования технологических карт необходимовыбрать расположенную справа внизу в окне КТП кнопку с изображением принтера. На экране появится меню доступных форм документов. Для формирования документа необходимовыбрать кнопку  , находящуюся в строке его описания. ТехноПро начнет формировать документ для Microsoft Word. Есливыбрать большую кнопку
, находящуюся в строке его описания. ТехноПро начнет формировать документ для Microsoft Word. Есливыбрать большую кнопку  в левом нижнем углу меню, то ТехноПро начнет формировать несколько документов, если они отмечены флажками
в левом нижнем углу меню, то ТехноПро начнет формировать несколько документов, если они отмечены флажками  Процесс формирования документа может занять от нескольких секунд до нескольких минут. Ход процесса формирования документа отображается на индикаторе. При необходимости процесс формирования документа можно прерватьвыбором кнопки [Отмена].
Процесс формирования документа может занять от нескольких секунд до нескольких минут. Ход процесса формирования документа отображается на индикаторе. При необходимости процесс формирования документа можно прерватьвыбором кнопки [Отмена].
По окончании формирования документа раздаётся короткий звуковой сигнал и индикатор исчезает с экрана. Для открытия сформированного документа необходимо развернуть(выбрать) значок Microsoft Word.
Сформированному документу автоматически присваивается имя файла, и он сохраняется в папке, указанной в поле «Путь для готовых документов ТП» в меню настройки системы. Сведения обо всех сформированных документах автоматически вносятся в закладку «Документы» общих сведений о детали. Это позволяет быстро найти, открыть, просмотреть, отредактировать, распечатать или удалить сформированные документы каждого ТП.
Задание
В ходе предыдущих занятий были составлены конкретные ТП путем адресации к макету (аналогу) по описанию детали. Сформированный ТП подвергался редактированию по следующим причинам:
- отсутствовали операции по обработке некоторых элементов детали (например, шпоночные пазы, осесмещенные или радиальные отверстия);
- не достигнута точность поверхностей точнее 9-го квалитета;
- отсутствовали операции для удаления заусенцев и притупления кромок;
- отсутствовали операции термической обработки и нанесения покрытия.
Поэтому после занятий по освоению «полуручного» способа составления ТП необходимо получить навыки в «обучении» САПР на примере системы ТехноПро.
Очевидно, что перечисленные недостатки связаны с отсутствием необходимой информации в макете. Для этого создается «новый макет» и соответствующий ему Общий ТП.
Предлагается следующая последовательность работы:
1. В основном меню ТехноПро открыть базу «Конкретные ТП». Добавить новую деталь с названием подобным прежнему, отличающимся, например, лишней цифрой 1. Скопировать из КТП описание детали, сформированное на прежних занятиях. Копия детали позволит сравнить процессы, сформированные по новому макету и полученные в результате редактирования на предыдущих занятиях. В созданной копии описания детали проверить наличие элементов конструкции, отсутствовавших в макете, и поверхностей 6-го, 7-го квалитетов точности. Если такие отсутствуют, то необходимо их внести в описание детали.
2. В основном меню ТехноПро открыть базу «Общие ТП». Добавить «новый макет». Описание «нового макета» и соответствующего «Общего ТП» создать, как копию прежнего макета, согласно которого был разработан конктерный ТП. Для этого достаточно выполнить процедуру Копирования из ОТП. Копирование потребуется, чтобы сократить время на создание «нового макета» и его «Общего ТП». В «новом макете» добавить отсутствующие элементы конструкции и требования к их точности.
3. В Общем ТП соответсвующего «нового макета» добавить операции и переходы по обработке добавленных и усложненных элементов конструкции детали.
4. Вернуться в базу «Конкретные ТП» к копии, созданной согласно п.1. Здесь назначить «новый макет», созданный согласно п. 2. Выполнить команду «Сформировать» ТП, в состав которого должны войти операции из «Общего ТП», отредактированного согласно п. 3.
5. Проверить наличие операций удаления заусенцев, термической обработки и нанесения покрытия.
6. Теперь есть возможность сопоставить результаты формирования ТП-ов, оценить преимущества и недостатки метода адресации, реализуемого в системе ТехноПро.
КОНТРОЛЬНАЯ РАБОТА
ПРАВИЛА КОДИРОВАНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ
И ОСВОЕНИЕ АВТОМАТИЧЕСКОГО МЕТОДА РАЗРАБОТКИ ТП
1. Цель работы: получение практических навыков по кодированию поверхностей деталей по правилам, принятым в системе технологического проектирования ТехноПро.
2. Содержание работы
1. Изучить общие положения и правила кодирования поверхностей деталей, принятые в системе автоматизации технологического проектирования ТехноПро.
2. Получить у преподавателя рабочий чертеж детали и произвести кодирование всех ее поверхностей.
3. Общие сведения
Каждая поверхность модели детали кодируется трехэлементным шестипозиционным кодом, имеющим структуру: «Вид» – «Тип» – порядковый «Номер». Кодирование видов поверхностей деталей производится по табл. 4-1. По этой таблице наружным поверхностям детали присваиваются числовые значения вида от 01 до 49 включительно, внутренним – от 50 до 89. В таблице приведены как трёхмерные, так и двухмерные упрощенные изображения поверхностей. Тип поверхности детали определяется по её расположению относительно других поверхностей детали. Для тел вращения тип поверхности определяется по расположению поверхности относительно разделительной плоскости: справа от разделительной плоскости тип равен 01, слева равен 02.
Разделительной является плоскость, разделяющая наружный контур детали на правую и левую стороны. Для определения положения разделительной плоскости последовательно просматриваются диаметры поверхностей в направлении справа налево от торца детали. Если диаметр последующей поверхности меньше диаметра предыдущей или равен нулю, то разделяющая их плоскость является разделительной.
Порядковый «Номер» поверхностей одного вида и типа детали тела вращения установлен в последовательности обхода контура в направлении от разделительной плоскости к торцам детали. Тип поверхностей корпусных деталей определяется по направлению плоскости детали, на которой она расположена. Например: 01 ‒ левая плоскость, 02 ‒ правая, 03 ‒ верхняя, 04 ‒ нижняя, 05 ‒ передняя, 06 ‒ задняя. Порядковый «Номер» поверхностей одного вида корпусной детали в каждой плоскости устанавливается возрастающим от 1 до 99 обходом размерной цепи по чертежу детали в направлении от базовой поверхности. Применение порядкового «Номера 0» не допускается. Приведем пример кодирования поверхностей детали «Ось» с указанием расположения разделительной плоскости (рис. 39).

Рис. 39. Пример кодирования поверхностей детали «Ось»
с указанием расположения разделительной плоскости
Список Типов поверхностей (элементов конструкции) устанавливается в справочнике «Типы элементов». Для кодирования поверхностей механообрабатываемых деталей обычно применяется список «Типов»: 1-я правая, 2-я левая, 3-я верхняя, 4-я нижняя, 5-я передняя, 6-я задняя, 9-я заготовка. Этот список введен со значением «Вида элемента», равным 0. Это означает, что такой список «Типов» будет появляться для всех элементов и для «Видов», для которых не заданы специальные «Типы» в справочнике «Типы элементов». Список «Типов» можно изменять. В справочнике «Типы элементов» можно задать набор «Типов» для определенного «Вида» поверхности или элемента конструкции. Например, можно определить в справочнике «Вид элемента» вид «47 Сварной шов».
Для этого типа элемента можно ввести в справочник «Типы элементов» такие «Типы» как 1 – нахлестовый, 2 – стыковой, 3 – угловой. При этом в каждой строке «Типа элемента» необходимо указать «Вид элемента», равный 47.
После этого, если в описание «Детали КТП необходимо ввести параметры сварного шва, то после ввода «Вида элемента» «47 Сварной шов» появляется список его типов.
Таким образом, можно создавать классификацию элементов, ранее отсутствовавшую в базе системы ТехноПро. Например, классификацию радиоэлементов.
Особенности кодирования некоторых поверхностей
Несмотря на приводимые в табл. 4-1 графические изображения поверхностей и их словесную интерпретацию, применение некоторых из них нуждается в пояснении.
Поверхности уступов (торцев) 02 и 60, 61, 62 вводятся в случае, если качество их обработки (точность и шероховатость) лучше качества цилиндров 03, 30 или 50, 51, 52, оканчивающихся этими уступами. Если качество изготовления по чертежу детали уступа 02 (60, 61, 62) хуже или равно качеству цилиндра, то такой уступ не вводится, так как он обрабатывается окончательно при обработке цилиндра и дополнительной обработки не требует.
Коды 06, 80, 81, 82 – относятся к резьбе, профиль которой определяется формой режущего лезвия инструмента.
Коды 11 и 55 зубчатой поверхности назначаются на зубья любого профиля, например эвольвентного.
Коды 08, 10, 15, 18 и 53 применяются вне зависимости от формы фаски, шлица, вида накатанной поверхности и фасонной канавки. Форма шлиц- эвольвентная, прямоугольная и другие, вид накатанной поверхности (прямая, наклонная, сетчатая накатка) определяются формой режущего лезвия или обрабатывающей поверхности инструмента, применяемого для их обработки. Размерные и геометрические параметры этих элементов конструкции учитываются при проектировании режущего инструмента.
Код 14, 84 ‒ канавка распространяется на все канавки прямоугольного профиля, независимо от их протяженности.
Код 17 может быть применен для кодирования сегментных шпоночных канавок, обрабатываемых фрезерованием.
Коды 10, 20 и 21, 76 и 78 применяются для обозначения формы поверхности. Её размерные параметры задаются таблицами координат точек поверхности, используемыми при составлении управляющих программ для станков с программным управлением.
Коды 23, 85 применяются для обозначения торцовых канавок любой формы. Форма и размеры канавки устанавливаются формой режущего инструмента.
Код 26 распространяется на прямолинейные канавки любой формы, расположенные перпендикулярно торцовой поверхности детали.
Код 27 применяется для обозначения торцовых поверхностей любой конфигурации при обработке фасонным инструментом.
Коды 70 и 71 применяются для обозначения поверхностей, используемых в качестве вспомогательных технологических баз. Их форма определяется ГОСТ и обеспечивается формой режущего лезвия инструмента.
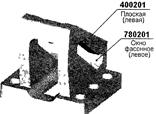
Ниже показаны примеры кодирования поверхностей корпусной детали «Кронштейн» (рис. 40).

| 
| 
|
Рис. 40. Примеры кодирования поверхностей корпусной детали «Кронштейн»

Рис. 41. Примеры кодирования поверхностей

Рис. 42. Примеры кодирования поверхностей

Рис. 43. Примеры кодирования поверхностей
КОНТРОЛЬНЫЕ ВОПРОСЫ
1. Поясните своё представление о САПР.
2. Перечислите задачи, решаемые с помощью САПР, а также объясните необходимость информационной связи различных систем автоматизированного проектирования.
3. Поясните актуальность интеграции систем проектирования.
4. Какие системы проектирования применяются для автоматизации этапов подготовки производства?
5. Поясните проблемы интеграции систем проектирования.
6. Какая структура интегрированного производства позволит наиболее эффективно реализовать возможности программного обеспечения применяемых САПР?
7. Какой состав программного обеспечения наибо
|
из
5.00
|
Обсуждение в статье: Лабораторная работа № 2. ОСВОЕНИЕ МЕТОДА ПРЯМОГО ДОКУМЕНТИРОВАНИЯ ПРИ АВТОМАТИЗИРОВАННОЙ РАЗРАБОТКЕ ТП |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы