 |
Главная |


Особенности технологии изготовления АПУ и АКУ
|
из
5.00
|
Изделия типа АПУ и АКУ предназначены для транспортировки и пуска АУР. По своим конструктивным параметрам и технологии изготовления пусковые и катапультные устройства могут отличаться друг от друга..
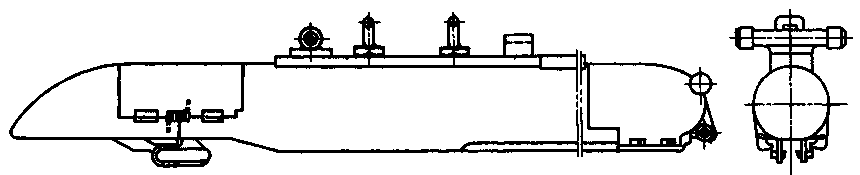
На Рис.35. приведены конструктивные схемы разных типов АПУ и АКУ. Они имеют длину в несколько метров и небольшие поперечные сечения. Такие конструкции имеют свои технологические особенности изготовления и сборки.
|
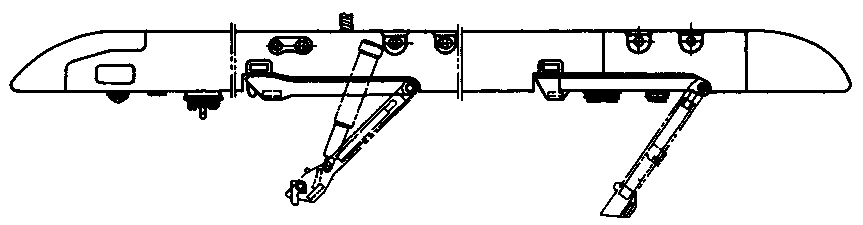
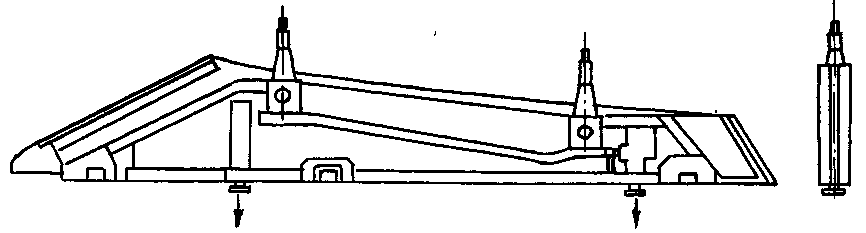
Рис.35.
Корпуса АПУ имеют два конструктивных решения. Ранние разработки АПУ имеют корпуса изготовленные из листовых деталей и нормальных профилей из алюминиевых сплавов. На Рис.36. приведено сечение такого корпуса состоящего из специального профиля (1), боковых стенок (2), верхней стенки (3) и перегородок изготовленных холодной штамповкой из листового материала. Детали соединяются между собой заклёпками или винтами. Изготовление деталей, составляющих корпус АПУ , имеет малую трудоёмкость и себестоимость, так как они имеют простую форму. Однако сборка деталей требует большого количества ручного труда. Для соединения деталей требуется просверлить большое количество отверстий под винты и заклёпки. Для совпадения осей отверстий в деталях их нужно сверлить совместно. Перед сборкой в деталях сверлят только технологические отверстия.
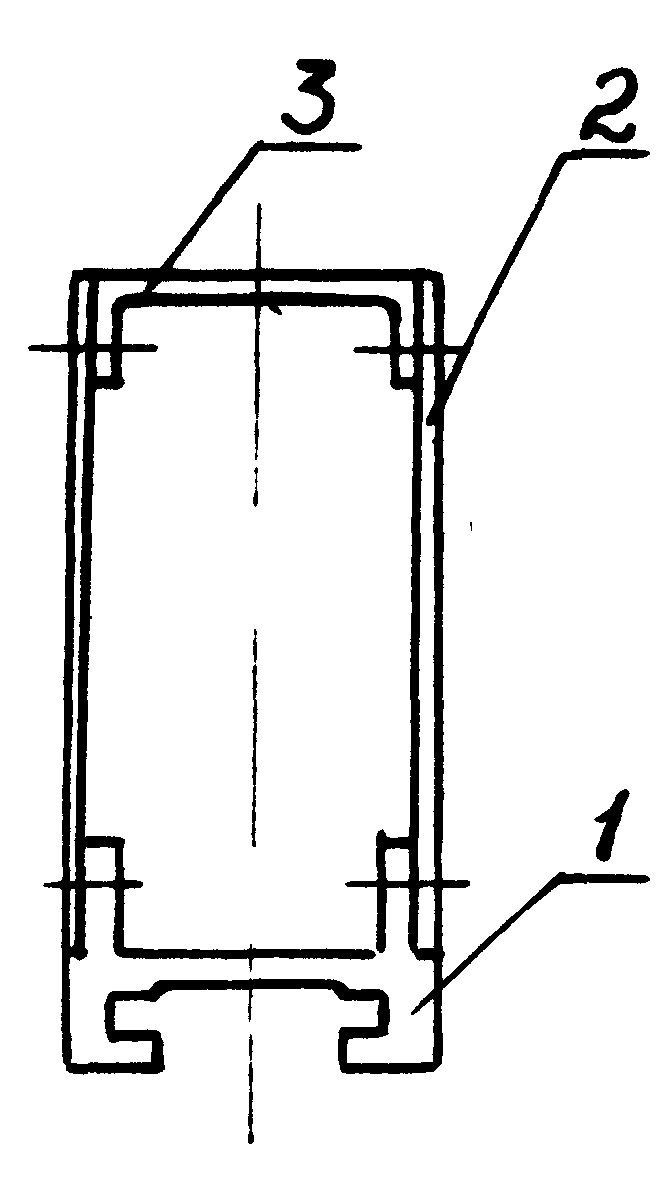 Цикл изготовления корпуса АПУ такой конструкции очень продолжителен. Кроме этого конструкция имеет пониженную жёсткость и . повышенную массу, за счёт винтов, заклёпок, гаек. Наи6олее целесообразным является изготовление корпусов АПУ из специальных профилей Рис.37.
Цикл изготовления корпуса АПУ такой конструкции очень продолжителен. Кроме этого конструкция имеет пониженную жёсткость и . повышенную массу, за счёт винтов, заклёпок, гаек. Наи6олее целесообразным является изготовление корпусов АПУ из специальных профилей Рис.37.
Рис.36
.
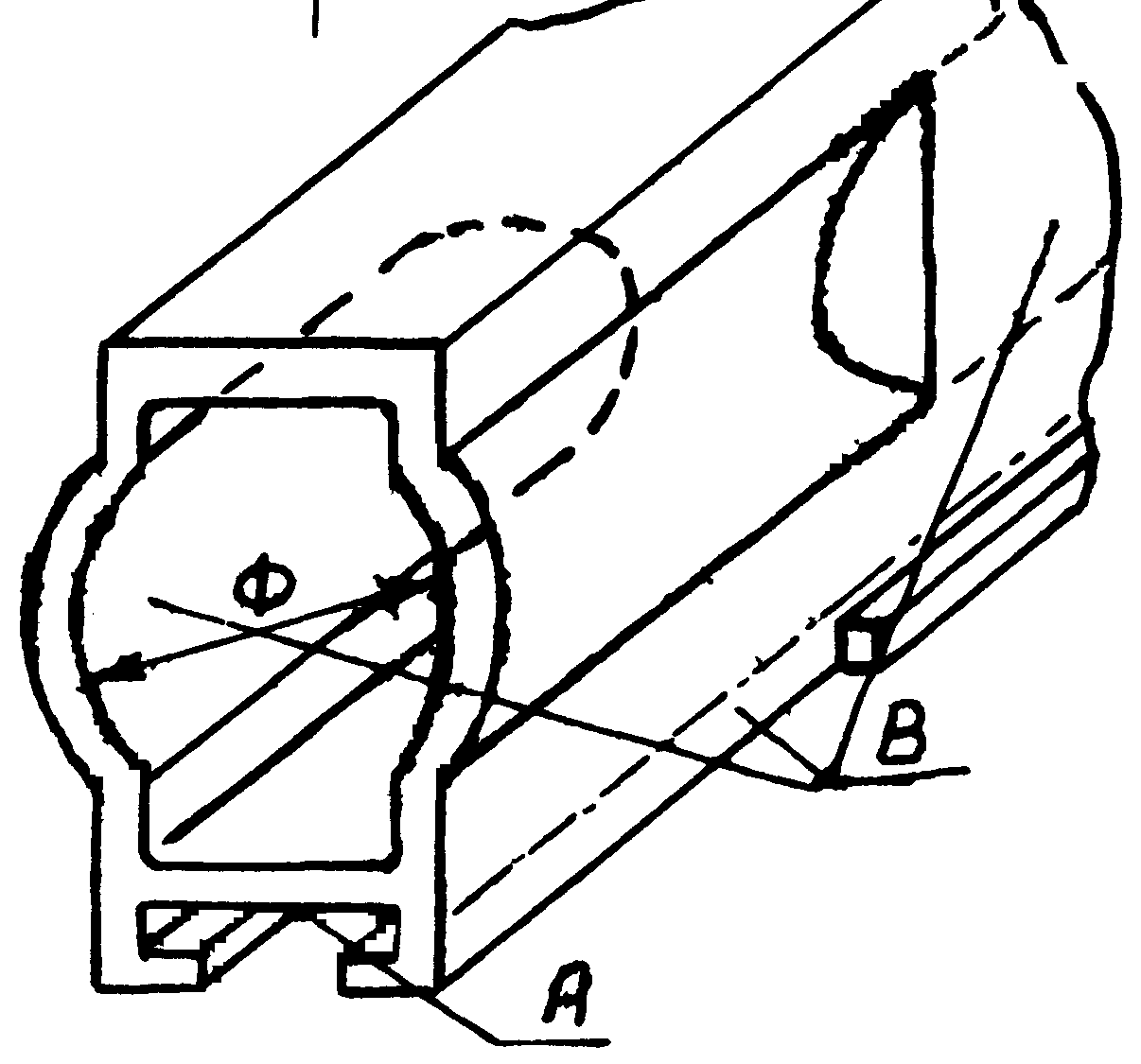
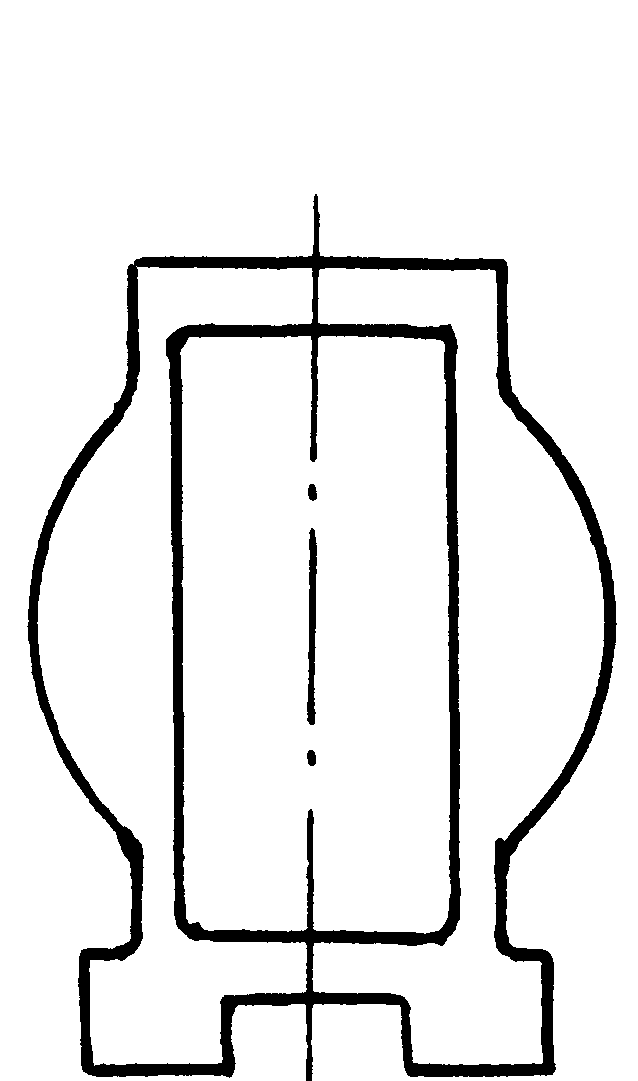
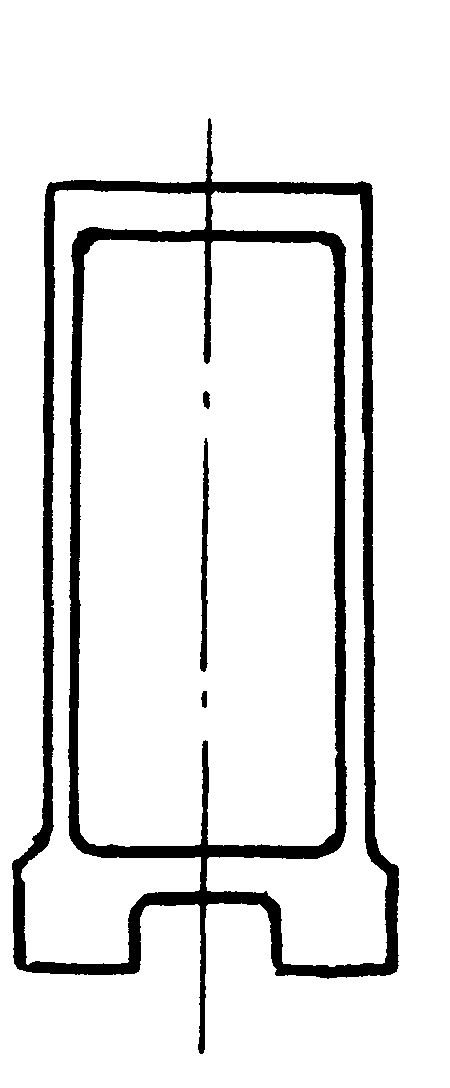
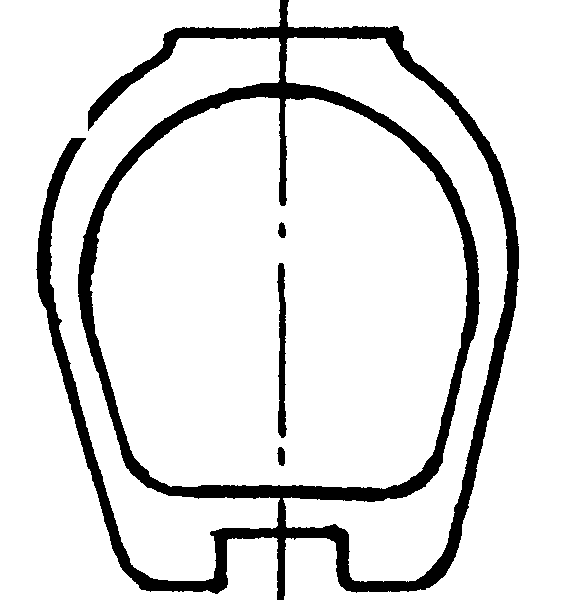
Рис. 37.
Конструктору в ряде случаев удаётся совместить корпус с направляющей АПУ в одном профиле при разумном выборе материала. Профиль является жёстким носителем размеров и подвергается механической обработке только по сопрягаемым поверхностям с наружной и внутренней сторон (А,В,Ф). Необходимую форму профиля и длину получают прессованием из алюминиевых сплавов.. Вместе с достоинством такие профиля имеют и свои недостатки, в частности, угол скручивания на один погонный метр и прогиб могут не отвечать предъявляемым требованиям. В этом случае потребуется дополнительная рихтовка или механическая обработка поверхностей. Однако при всех недостатках значительно сокращается трудоёмкость механической обработки и сборочных работ.
В зависимости от действующих на АПУ внешних нагрузок, в последние годы их корпуса изготавливают из сталей марок 08Х15Н5Д2Т, ВНЛ-3 и др. В качестве заготовок используют листовую сталь, из которой штампуют детали корпуса. Сильно нагруженные детали изготавливают горячей штамповкой , а детали сложной геометрической формы литьём из стали ВНЛ-3. Соединение деталей производят сваркой плавлением встык.
 Направляющую для подвески грузов изготавливают из стального специального профиля рис.38.Профиль получают прессованием из стали ВНС-2М. Корпус с профилем соединяют сваркой плавлением. Профиль поступает на сварку обработанным по сопрягаемым поверхностям. Свариваемые кромки должны быть удалены от поверхностей, на которые подвешивают грузы, чтобы не вызвать деформации направляющей в процессе сварки и этим самым исключить механическую обработку корпуса в сборе.
Направляющую для подвески грузов изготавливают из стального специального профиля рис.38.Профиль получают прессованием из стали ВНС-2М. Корпус с профилем соединяют сваркой плавлением. Профиль поступает на сварку обработанным по сопрягаемым поверхностям. Свариваемые кромки должны быть удалены от поверхностей, на которые подвешивают грузы, чтобы не вызвать деформации направляющей в процессе сварки и этим самым исключить механическую обработку корпуса в сборе.
Рис.38.
Катапультные устройства (АКУ) изготавливают из сталей типа 08Х15Н5Д2Т, ВНЛ-3 и прочных титановых сплавов типа ВТ-20. Корпус АКУ состоит из отдельных частей соединённых сваркой Рис.39.
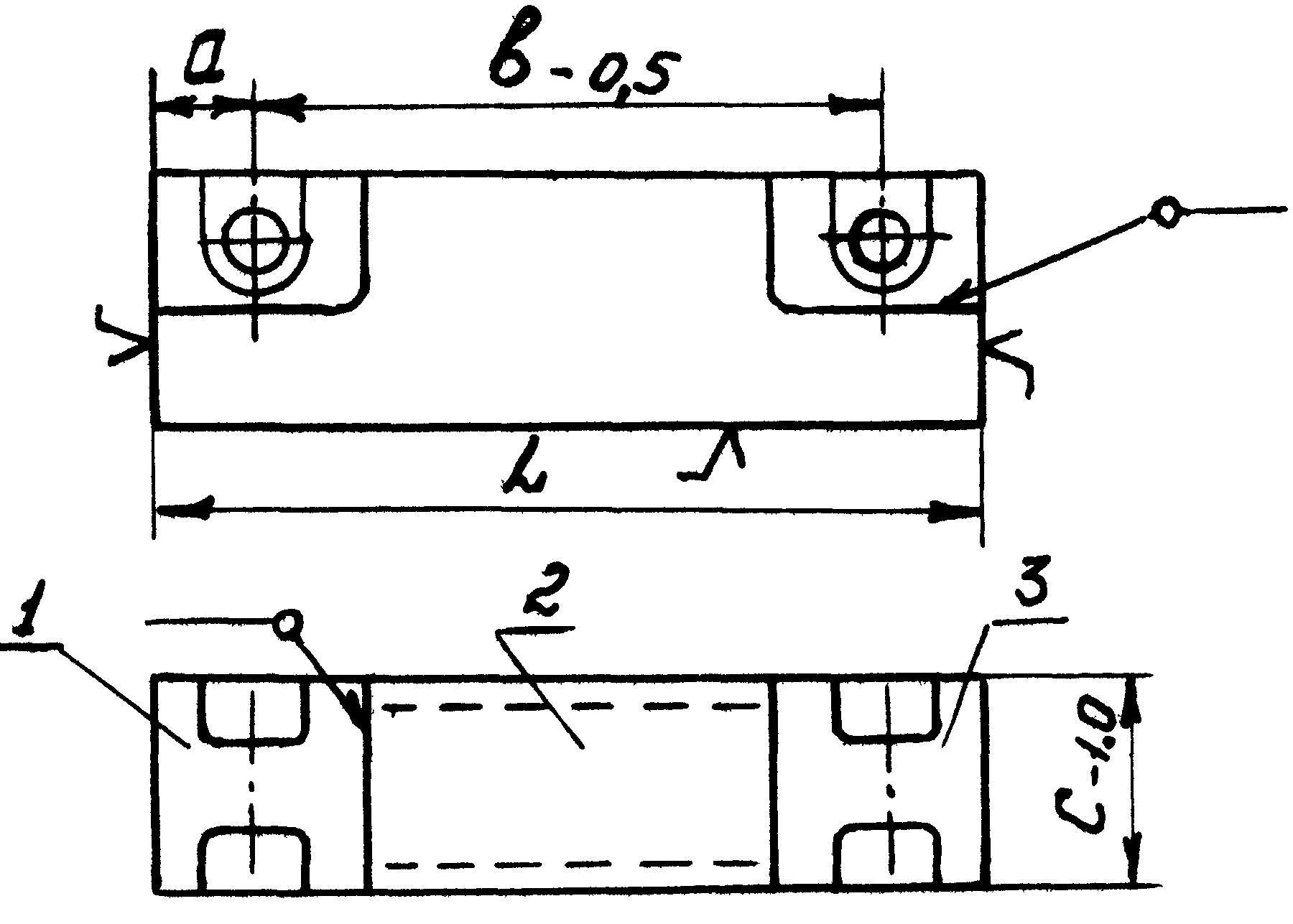
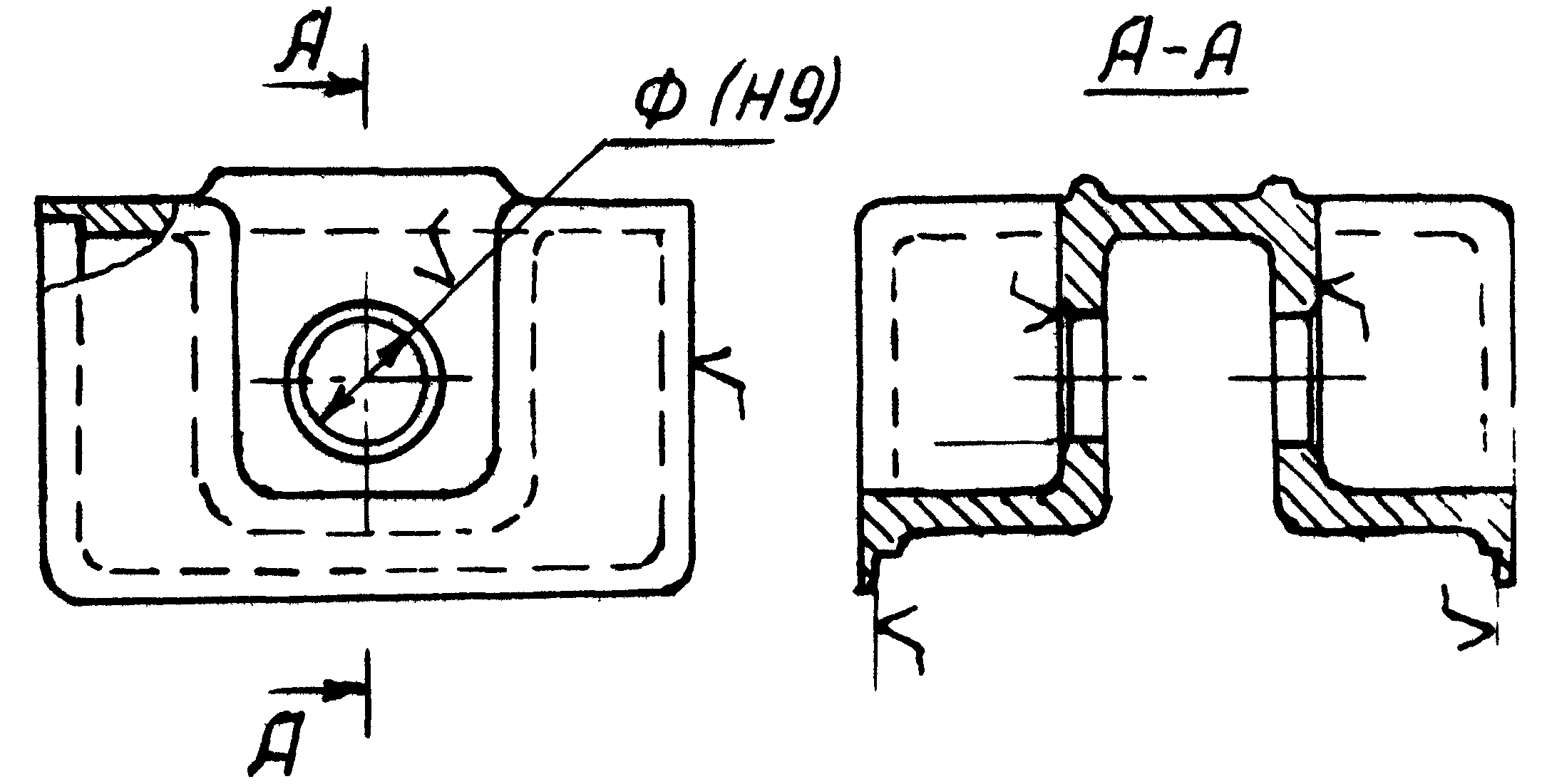
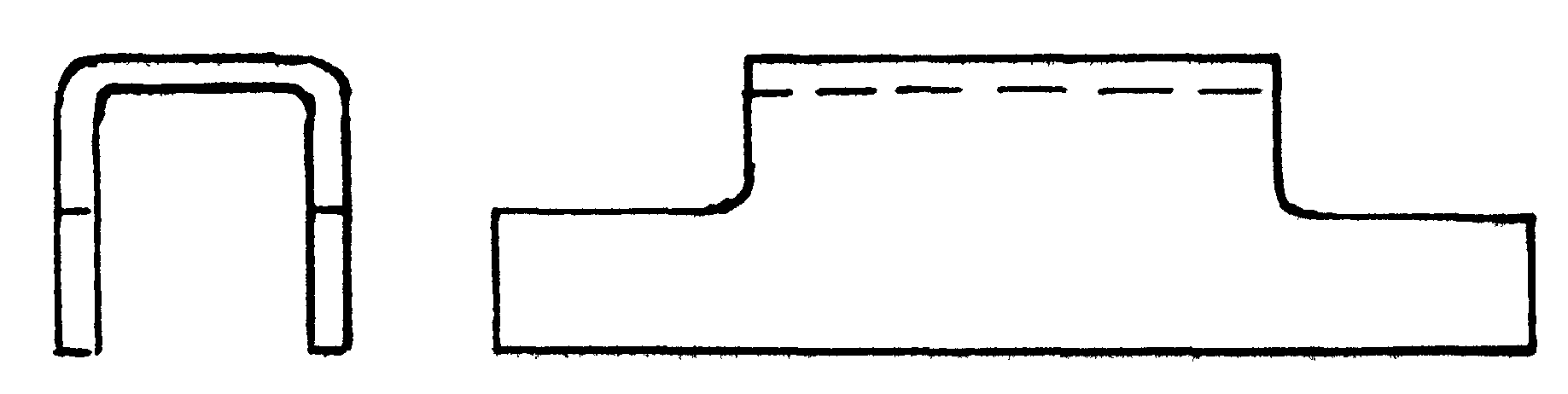
Рис.39.
Детали сложной геометрической формы изготавливают из литых заготовок, детали простой формы – из заготовок получаемых объёмной горячей штамповкой или холодной штамповкой из листа, сопрягаемые поверхности механически обрабатывают. Отверстия под места крепления обрабатывают с припуском под последующую механическую обработку. Детали фиксируют в специальном сварочном приспособлении, выдерживают необходимые сварочные зазоры и соединяют сваркой.
Приспособление позволяет выдержать необходимый размер ( в –0,5) между отверстиями элемента корпуса, а также уменьшить коробление узла после сварки. Узел подвергают промежуточной механической обработке для достижения требуемой геометрической точности корпуса.
Корпус АКУ подвергают механической обработке после окончательной сварки и других операций, стабилизирующих его геометрическую форму. При обработке корпуса растачивают отверстия крепления кинематики, обрабатывают базовые и другие взаимосвязанные поверхности, протягивают отверстия для стыковки АКУ с ЛА .
 Объём механической обработки корпуса достаточно велик и общая трудоёмкость изготовления его больше чем трудоёмкость изготовления АПУ. При соединении деталей сваркой необходимо учитывать усадку материала в зоне сварного шва. Поэтому сварные швы следует располагать поперёк длинномерных конструкций. Рис.40 Рекомендуется применять симметричное вваривание деталей, в крупногабаритные сборочные единицы, для усиления конструкции.
Объём механической обработки корпуса достаточно велик и общая трудоёмкость изготовления его больше чем трудоёмкость изготовления АПУ. При соединении деталей сваркой необходимо учитывать усадку материала в зоне сварного шва. Поэтому сварные швы следует располагать поперёк длинномерных конструкций. Рис.40 Рекомендуется применять симметричное вваривание деталей, в крупногабаритные сборочные единицы, для усиления конструкции.
Рис..40.
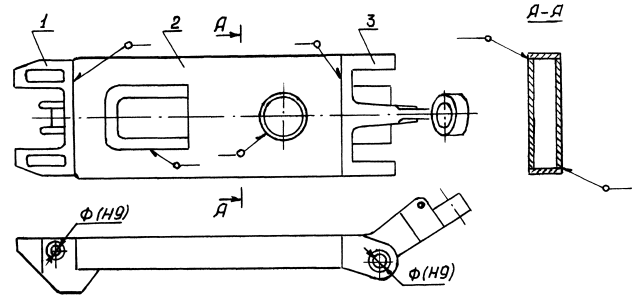
Несущие рычаги и крюки АКУ изготавливают из высокопрочных марок сталей типа 13Х15Н4АМЗ – Ш Рис..41.
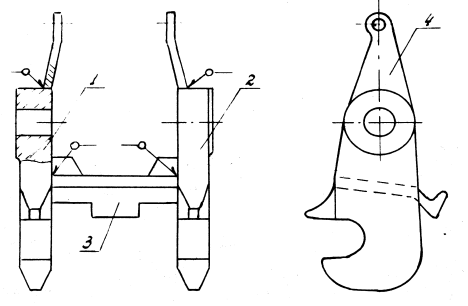 Крюки и несущие рычаги воспринимают основную нагрузку и в ряде случаев имеют достаточно сложную форму. Такая деталь не может быть получена из штампованной заготовки. Из поковки деталь изготавливать экономически не выгодно. Поэтому наиболее рациональным методом является членение детали на несколько деталей, которые соединяют аргонно дуговой сваркой в специальном приспособлении.. Сварной крюк является более технологичным, по сравнению с другими вариантами
Крюки и несущие рычаги воспринимают основную нагрузку и в ряде случаев имеют достаточно сложную форму. Такая деталь не может быть получена из штампованной заготовки. Из поковки деталь изготавливать экономически не выгодно. Поэтому наиболее рациональным методом является членение детали на несколько деталей, которые соединяют аргонно дуговой сваркой в специальном приспособлении.. Сварной крюк является более технологичным, по сравнению с другими вариантами
.изготовления.. Перед сваркой детали предварительно
Рис.41 обрабатывают, оставляя припуск на базовые и рабочие
поверхности.
После сварки производят термообработку, для снятия внутренних напряжений и окончательную обработку сопрягаемых поверхностей крюка. В некоторых случаях, для обеспечения твёрдости поверхности и прочности рычагов осуществляю их закалку. Рычаги и крюки, с последующим упрочнением поверхности, изготавливают из сталей имеющих пониженную прочность, например из сталей типа 06Х14Н6Д2МБТ-Ш или литьём из ВНЛ-3, одной деталью вместо трёх.
В процессе общей сборки АКУ в корпус устанавливают электрические жгуты, представляющие достаточно сложную конструкцию. Жгуты собирают на специальных плазах имитирующих его положение в корпусе АКУ. Устанавливают пневмо и пиросистемы, трубопроводы, пневматические и электрические блоки, баллоны с жатым газом, элементы кинематики и привода, ЭПУ и тд.
|
из
5.00
|
Обсуждение в статье: Особенности технологии изготовления АПУ и АКУ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы