 |
Главная |


РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОЛЛОНЫ КОРОБЧАТОГО СЕЧЕНИЯ
|
из
5.00
|
МДК 02.01 «Основы расчета и проектирования сварных конструкций»
150415 Сварочное производство
КП 150415.04 ПЗ
Студент И.С Киров
00.00.2015 г.
Оценка выполнения и защиты курсового проекта ___________
Руководитель С.В. Зайцева
00.00.2015 г.
Кировград, 2015
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
| Разраб. |
| Киров |
| Провер. |
| Зайцева |
| Реценз. |
| Н. Контр. |
| Утверд. |
| Разработать технологию изготовления колонны коробчатого сечения |
| Лит. |
| Листов |
| ГАПОУ СО "Кировградский техникум ПТС" гр.313-3 |
| Специальная часть | ||
| 1.1 | Назначение и описание колонны коробчатого сечения и условия на ее приемку и изготовления | |
| 1.2 | Выбор и описание основного материала и применяемых сварочных материалов их физических, химических, и специальных свойств | |
| 1.3 | Выбор способа сборки и сварки, технико-экономические обоснования | |
| 1.4 | Выбор и обоснование оборудования и инструментов и приспособлений для сборки и сварки | |
| Расчетная часть | ||
| 2.1 | Расчет режима сварки | |
| 2.2 | Разработка технологического процесса изготовления колонны коробчатого сечения | |
| 2.3 | Оформление технологической документации на изготовление колонны коробчатого сечения | |
| 2.4 | Расчеты подтверждающие работоспособность и надежность колонны коробчатого сечения | |
| Контроль качества сборки и сварки колонны коробчатого сечения | ||
| 3.1 | Выбор метода контроля качества сварных соединений колонны коробчатого сечения | |
| 3.2 | Выбор оборудования для контроля качества колонны коробчатого сечения | |
| Техника безопасности при изготовлении колонны коробчатого сечения | ||
| 4.1 | Требования к персоналу (Сварочные работы) | |
| 4.2 | Требования безопасности сварочных работ колонны коробчатого сечения | |
| Заключение | ||
| Библиографический список |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
В настоящее время из всех способов неразъемного соединения материалов преимущественное применение имеет сварка. Она менее трудоемка и позволяет значительно экономить металл. В частности, замена клепаных соединений сварными позволяет уменьшить массу конструкции из низкоуглеродистых сталей на 10-25% за счет уменьшения площадей поперечного сечения в месте соединения. Важно, что сварочное оборудование для многих массовых способов сварки отличается простотой устройства и обслуживания, а дефекты сварных швов в большинстве случаев исправимы. Поэтому заклепочные соединения вытесняются сваркой в транспортном машиностроении, автостроении, в производстве котлов и др.
Балки коробчатого сечения сложнее в изготовлении, чем двутавровые, но они имеют большую жесткость на кручение и поэтому находят широкое применение в конструкциях крановых мостов. При большой длине таких балок полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Целью курсового проекта является разработать технологию изготовления колонны коробчатого сечения.
Для достижения целей поставленные в курсовом проекте были определены следующие задачи:
Выявить пути выбора оборудования, инструментов, и приспособлений, параметров режима и технологии изготовления колонны коробчатого сечения.
Провести расчеты, утверждающие работоспособность и надежность технологии изготовления колонны коробчатого сечения.
Разработать и обосновать работу технологического процесса и технологию изготовления колонны коробчатого сечения.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
1.1 Назначение и описание колонны коробчатого сечения и технические условия на ее приемку и изготовления
В данном курсовом проекте рассчитывается и проектируется колонна коробчатого сечения.
Колонной называется вертикальный стержень, работающий на сжатие и передающий давление на фундамент (или на нижележащие части сооружения, если колонна многоярусная).
Колонны широко применяются во всех видах сооружений: в промышленном строительстве - в качестве элементов каркаса цехов и опор рабочих площадок, в гражданском строительстве - в качестве вертикальных элементов каркасов многоэтажных зданий и опор большепролетных покрытий, в мостостроении - для опор эстакад и т. д.
Металлические колонны, как правило, выполняют из стали. В качестве соединений для колонн применяют сварку.
Существует три типа колонн применяющихся в каркасах зданий:
1 колонны постоянного сечения;
2 колонны переменного сечения (ступенчатые);
3 колонны раздельного типа.
Колонны постоянного сечения используются в бескрановых зданиях и в зданиях с возможностью применения подвесных и мостовых электрических грузоподъемных механизмов грузоподъемностью до 20т, как правило с полезной высотой от уровня пола до низа стропильных ферм не более 12м.
Стержни колонн выполняют из одиночных широкополочных двутавров или составляют из нескольких прокатных профилей, составные стержни подразделяются на сквозные и сплошные. Сквозные в свою очередь делятся на безраскосные, решетчатые и перфорированные.
По сечению колонны делятся на: сплошные колонны наиболее часто представляют собой сварной или прокатный широкополочный двутавр, где
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Прямоугольные коробчатые профили применяют при больших продольных усилиях и изгибе в обоих направлениях или при большой свободной длине колонны, имеющей ограниченное поперечное сечение. Площадь поперечного сечения в этих профилях можно регулировать путем изменения толщины листа. Благодаря ровным наружным плоскостям возможно использование таких колонн без облицовки. При больших нагрузках иногда рационально применять сплошной квадратный профиль (сляб), который обладает высокой степенью огнестойкости при небольших габаритных размерах. Сечение из двух спаренных швеллеров пригодно только при относительно небольших нагрузках.
Технические условия на изготовление и приемку колонны коробчатого сечения
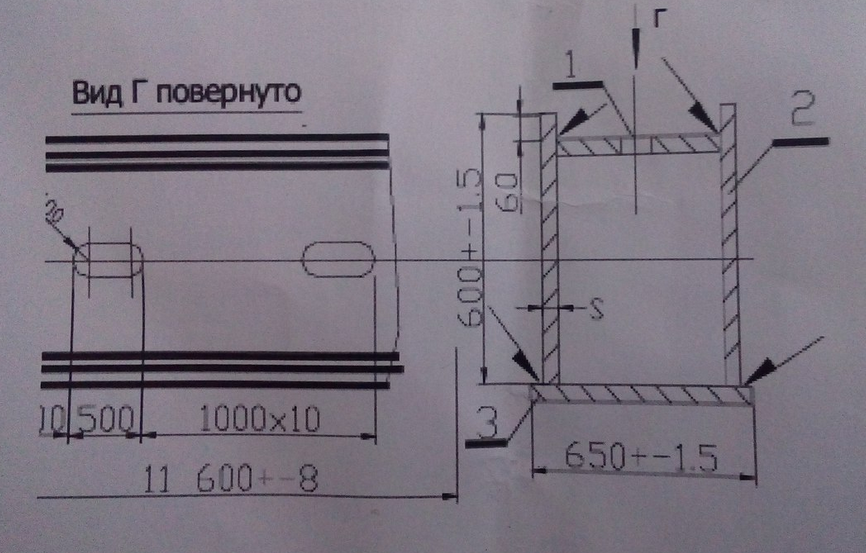
Рисунок 1 - Колонна коробчатого сечения
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Таблица 1 - Технические условия
| Поз. | Наименование | Кол. шт. | Материал | Толщина стенки |
| Верхний пояс | 10ХСНД | |||
| Вертикальный пояс | 10ХСНД | |||
| Нижний пояс | 10ХСНД |
1 Колонна работает в условиях статических нагрузок
2 Допускаемые дефекты согласно РД 34.15.132-96 (Приложения П14)
3 Швы должны иметь сквозное проплавление с хорошим формированием корня. Катеты швов равны половине толщины осивого металла с допуском ±1 мм.
1.2 Выбор и описание основного материала и применяемых сварочных материалов их физических, химических, и специальных свойств
Основные характеристики стали 10ХСНД указаны в таблице 2
Таблица 2 - Основные характеристики стали 10ХСНД
| Марка | 10ХСНД ( другое обозначение 10ХСНД-Ш ) |
| Заменитель | 16Г2АФ |
| Классификация | Сталь конструкционная низколегированная для сварных конструкций |
| Дополнение | Сталь хромокремненикелевая с медью |
| Применение | Элементы сварных металлоконструкций и различные детали, к которым предъявляются требования повышенной прочности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до 450 °С, |
| Аналоги | Известны |
Химический состав стали 10ХСНД указан в таблице 3
Таблица 3 - Химический состав стали 10ХСНД
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| до 0.12 | 0.8-1.1 | 0.5-0.8 | 0.5-0.8 | до 0.04 | до 0.35 | 0.6-0.9 | до 0.08 | 0.4-0.6 | до 0.08 |
Технологические свойства стали 10ХСНД указаны в таблице 4
Таблица 4 - Технологические свойства стали 10ХСНД
| Свариваемость | Без ограничений |
| Флокеночувствительность | Не чувствительна |
| Склонность к отпускной хрупкости | Малосклонна |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Таблица 5 - Механические свойства при Т=20 °С стали 10ХСНД
| Сортамент | Размер | Напр. | sB | sT | d5 | y | KCU | Термообр. |
| - | Мм | - | МПа | МПа | % | % | кДж м2 | - |
| Лист, ГОСТ 19282-73 | 5-9 | - | - | - | - | |||
| Прокат, ГОСТ 6713-91 | - | - | 510-685 | - | - |
Физические свойства стали 10ХСНД указаны в таблице 6
Таблица 6 - Физические свойства стали 10ХСНД
| Т | Е 10-5 | А 10 | λ | P | C | R 10 |
| Град | МПа | 1/Град | lВт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| - | - | - | - | - | ||
| 1.97 | - | - | - | - | ||
| 2.01 | - | - | - | - | ||
| 1.95 | - | - | - | - | ||
| 1.88 | - | - | - | - | ||
| 1.8 | - | - | - | - | ||
| 1.69 | - | - | - | - | ||
| 1.56 | - | - | - | - | - | |
| 1.35 | - | - | - | - | - | |
| 1.25 | - | - | - | - | - | |
| Т | Е 10-5 | А 10 | λ | P | C | R 10 |
Сварочная проволока
Для сварки своей стали я использую проволоку марки СВ08Г2С. Проволока должна быть хорошо очищена от ржавчины, жиров, грязи и не иметь резких перегибов, затрудняющих ее подачу.
Данная проволока предназначена для сварки низколегированных сталей, относящихся к группе 1 с классом прочности до К54. Использование данной проволоки снижает риск «залипания» электрода и уменьшает интенсивность разбрызгивания металла. Обеспечивается возможность работы с различными видами сварочного оборудования.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Рисунок 2 - Сварочная проволока
Характеристика сварочной проволоки СВ08Г2С указана в таблице 7
Таблица 7 - Характеристика сварочной проволоки СВ08Г2С
| Сопротивление разрыву временное | от 500 МПа |
| Текучесть предельная | 400 МПа |
| Удлинение (относительное) | От 18% |
| Вязкость (ударная) | От 50 Дж/См2 при t° = 20 °С |
Сварочный флюс
Сварочный флюс - один из важнейших элементов, определяющих качество металла шва и условия протекания процесса сварки. Материал, используемый при сварке для защиты зоны сварки от атмосферного воздуха, обеспечения устойчивости горения дуги, формирования поверхности сварного шва и получения заданных свойств наплавленного материала.
Для изготовления колонны коробчатого сечения я выбрал сварочный флюс марки АН-60 / АН-60М.
Назначение сварочного флюса АН-60:
Сварочно-технологические свойства: Устойчивость дуги хорошая, разрывная длина дуги до 11 мм, формирование шва хорошее, склонность к образованию пор и трещин низкая, отделимость шлаковой корки хорошая, при сварке корневых швов в разделке удовлетворительная.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Устойчивость дуги хорошая, разрывная длина дуги до 11 мм, формирование шва хорошее, склонность к образованию пор и трещин низкая, отделимость шлаковой корки хорошая, при сварке корневых швов в разделке удовлетворительная.
Технологические свойства флюса указаны в таблице 8
Таблица 8 - Технологические свойства флюса
| Цвет зерен | Серый с оттенками желтого или коричневого цвета |
| Размер зерен | 0.35-4 мм |
| Строение зерен | Пемзовидное |
| Объемная масса зерен | 0.8-1.1 кг/дм 3 |
Химический состав флюса АН-60 указан в таблице 9
Таблица 9 - Химический состав флюса АН-60
| SiO2 | MnO | MgO | CaF2 | CaO | Fe2O3 | S | P |
| 42,5-46,5 | 37-41 | 0,5-3 | 5-8 | 3-11 | <0,9 | <0,09 | <0,1 |
Металлургические свойства АН-60: Высококремнистый высокомарганцовистый оксидный флюс с химической активностью Аф = 0,75-0,8.
При сварке на повышенных скоростях кремне-и марганце-восстановительные процессы протекают сравнительно медленно. В результате наплавленный металл в значительной степени обогащен мелкодисперсными оксидными включениями. Содержание кислорода в металле шва в составляет 0,05%.
Данные для применения АН-60: Постоянный или переменный ток до 1800А, Vсвmax до 220 м/ч; Uхх источника питания 70 В; сушка при Т= 400 0С, 2 ч.
Рекомендуемые проволоки для сварки под флюсом АН-60: СВ08Г2С , Св- 08А, Св-08ГА, Св- 08ХМ, Св-10НМА.
Технология изготовления флюса АН-60: Плавлением в дуговых печах, грануляцией мокрым способом.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Таблица 10 - Химический состав наплавленного металла
| C | Si | Mn | Cr | Mo | S | P |
| 0,06-0,10 | 0,12-0,30 | 0,35-0,60 | 0,90-1,20 | 0,50-0,70 | ≤0,025 | ≤0,03 |
Механические свойства наплавленного металла: Временное сопротивление разрыву, МПа - 580-600; Относительное удлинение не более - ≥23
1.3 Выбор способа сборки и сварки, технико-экономические обоснования
Для изготовления колонны коробчатого сечения я выбрал способ сборки при помощи кондуктора для сборки стержней коробчатого сечения.
При большой длине таких колонн, полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.

Рисунок 3 - Изготовление колонны коробчатого сечения: а - сечение колонны; б - установка боковых стенок; в - сварка внутренних швов.
Сначала на стеллаж укладывают верхний пояс (полку), расставляют и приваривают к нему диафрагмы. Такая последовательность определяется необходимостью создания жесткой основы для дальнейшей установки и обеспечения прямолинейности боковых стенок, а также их симметрии относительно верхнего пояса. После приварки диафрагм устанавливают, прижимают (рис. 3, б) и прихватывают боковые стенки. Затем собранный П - образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам (рис. 3, в). Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют после завершения сборки и ведут
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Для изготовления колонны коробчатого сечения я использовал автоматическую сварку под флюсом.
Автоматическая сварка под слоем флюса это высокопроизводительный способ сварки, который применяется для быстрой и качественной сварки за один проход продолжительных швов, длиной от нескольких метров и толщиной свариваемых кромок до 30 мм.
При автоматической сварке под флюсом автоматизированы все операции:
A. возбуждение и поддержание горения дуги;
B. подача сварочной проволоки;
C. перемещение проволоки вдоль свариваемых кромок с заданной скоростью;
D. защита дуги и сварочной ванны от действия воздуха (дуга горит под слоем флюса);
E. прекращение сварки и заварка кратера в конце шва.
Данный способ сварки обеспечивает высочайшее качество сварного шва при правильно настроенном режиме. Шов получается идеально гладкий и ровный, это обеспечивает автоматическая равномерная подача проволоки и непрерывная скорость сварки. Использование больших сварочных токов до 1250 А обеспечивает сплошной и глубокий провар. Зона сварки надежно защищена от воздействия воздуха слоем расплавленного флюса, что гарантирует отсутствие пор, включений и других внутренних дефектов.
Производительность автоматической сварки в 5 - 10 раз выше по сравнению с ручной. Коэффициент полезного использования тепла дуги для
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Технико-экономические показатели способа
Максимальная скорость сварки однофазной дугой под флюсом при удовлетворительном формировании шва - 75 м/ч. Производительность механизированной сварки под флюсом 6.50-21 кг/ч. Коэффициент наплавки 15-19 г./(А.ч). Потери на угар и разбрызгивание составляют 1-2%. При точном соблюдении технологического процесса сварки на выбранном оборудовании мы изготавливаем конструкции, отвечающие всем нормам и требованиям чертежа на данное изделие. Применение механизированных сборочно-сварочных приспособлений облегчает труд сварщика, повышает производительность.
1.4 Выбор сварочного оборудования, инструментов, и приспособлений

Рисунок 4 - Кондуктор для сборки колонн коробчатого сечения: а - сечение стержня; б - схема кондуктора.
Сварочный инвертор
Для изготовления своей сварной конструкции я выбрал сварочный источник инверотного типа «БИЗОН 205ПН».
Сварочный инвертор БИЗОН-205ПН - это компактное устройство, которое применяется как профессиональными сварщиками в условиях строительной площадки или цеха. С помощью данного устройства можно осуществить быстрое, а главное качественное сварное соединение металлических деталей ММА методом (ручная дуговая сварка штучным
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |

Рисунок 5 - Сварочный инвертор «БИЗОН 205ПН»
Преимущества
1) Диапазон рабочих температур - от +10 до +40 0С;
2) Возможна работа в сетях с пониженным напряжением (до 160 В);
3) Род тока - переменный;
4) Максимальная потребляемая мощность - 6.3 кВА;
5) Максимальный потребляемый ток - 26 А;
6) Коэффициент мощности - 0.85;
7) КПД - 85%;
8) Толщина свариваемого металла - от 1.5 до 20 мм.
Технические характеристики БИЗОН 205ПН:
1) Max ток - А 200
2) ПВ на максимальном токе - % 30
3) Max мощность - кВт 5.3
4) Напряжение - В 160-230
5) Количество постов - 1
6) Min ток - А 40
7) Диаметр электр/провол - мм 1.6-4.0
8) Степень защиты - IP21S
Для изготовления колонны коробчатого сечения я выбрал сварочный трактор АДФ-1002
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |

Рисунок 6 - Сварочный трактор АДФ-1002
Автомат в процессе работы передвигается по изделию. Сварка осуществляется на постоянном токе плавящимися электродами под слоем флюса прямолинейными швами.
Автомат комплектуется блоком управления и двумя источниками питания – сварочными выпрямителями. Изменение скорости подачи проволоки и скорости сварки производится ступенчато – при помощи сменных шестерён в редукторных приводах. Трактор может поставляться как с полным комплектом сменных шестерён, так и с шестернями, сопрягаемые пары которых рассчитаны на скорости подачи проволоки и скорости перемещения трактора, необходимые конкретному потребителю.
Поставляется с блоком управления для источника питания типа ВДУ-1202 или ТДФЖ-1002
Сварочный трактор состоит из следующих основных частей:
1) тележки, включающей в себя: электродвигатель, подающий механизм с распределительным валом, ходовой механизм с цепными передачами и ведущими колёсами;
2)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
3) набора копирующих устройств;
4) двух бункеров для флюса с флюсоподводами;
5) двух устройств для размещения электродной проволоки;
6) пульта управления.
В тракторе изменены элементы конструкции, которые реализуют следующие его преимущества по сравнению с существующими аналогами:
1) усовершенствована электрическая схема, позволяющая оператору оптимально управлять подачей электродных проволок и работой трактора в целом;
2) модернизирована мотор-редукторная часть, в частности усилены места соединений вала электродвигателя с входными элементами редуктора заднего моста и редуктора подающего механизма;
3) увеличена твёрдость червяков;
4) прошлифованы витки их зубьев для уменьшения потерь, связанных с трением;
5) улучшена регулировка зацепления червячных пар;
6) усилена выходная часть редуктора подающего механизма;
7) в редукторе заднего моста применена торцевая муфта, не допускающая проскальзывания.
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Таблица 11 - Краткие технические характеристики:
| Наименование параметра | Норма |
| Номинальный ток | |
| Номинальное напряжение питающей трехфазной сети (В) | |
| Номинальная частота питающей сети (Гц) | |
| Номинальный режим работы ПВ, не менее | |
| Диаметр сплошной электродной проволоки (мм) | 2-5 |
| Диапазон регулирования скорости подачи электродной проволоки (м/ч) | 60-362 |
| Диапазон регулирования скорости сварки (м/ч) | 12-120 |
| Предельный угол наклона сварочной головки к плоскости перпендикулярной шву | |
| Масса электронной проволоки в кассете (кг) | |
| Масса ленточного электрода в кассете (кг) | |
| Емкость бункера для флюса (дм) | |
| Средний срок службы (лет) | |
| Установленный ресурс до капитального ремонта (ч) | |
| Габаритные размеры (мм): -Длина -Ширина -Высота | - |
| Габаритные размеры АДФ-1002-1 У3 для сварки ленточным электродом (мм): -Длина -Ширина -Высота | - |
| Габаритные размеры блока управления (мм): -Длина -Ширина -Высота | - |
| Масса автомата без электродной проволоки, флюса и источника питания (кг) | |
| Масса блока управления (кг) | |
| Суммарная масса серебра (г) | 25,0114 |
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
2.1 Расчет режима сварки
Режимы сварки под флюсом имеют основные и дополнительные параметры. К основным относят: ток, его род и полярность, напряжение дуги, диаметр электродной проволоки, скорость сварки. Дополнительные параметры режима - вылет электродной проволоки, состав и строение флюса (плотность, размеры частиц), положение изделия и электрода при сварке.
Критерием оптимального выбора режимов служит максимальная производительность процесса сварки при условии получения требуемых геометрических размеров поперечного сечения шва, регламентированных ГОСТ 14771-76 и достаточно низких потерь металла на угар и разбрызгивания.
Выбор режима сварки зависит от толщины свариваемого металла, типа сварного соединения и положения шва в пространстве.
К основным параметрам режима сварки относятся:
1) сила сварочного тока (Iсв, А);
2) напряжение на дуге (Uс,В);
3) диаметр электродной проволоки (d эл, мм);
4) вылет электрода (Lэл, мм);
5) скорость сварки (Vс, м/ч).
Произведем расчет режимов сварки:
Определяем расчетную длину проплавления по формуле:
Hp=(0,4÷1,1)K (1)
где, К-катет шва, мм.
К=4 мм
hp=0,75*4 мм=3 мм.
Площадь поперечного сечения шва за один проход принимаем:
Fн=26 г/см3
Определяем диаметр электродной проволоки по формуле:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
dэл=4√12мм+0,05 * 4 =1,8+0,5мм=2,3 мм
Принимаем среднее значение диаметра электродной проволоки dэл=2,3 мм.
Производим расчет скорости сварки по формуле:
υсв =Кv(hp1.75 / ℓ3.36) (3)
ℓ=К√2
где Кv - коэффициент, учитывающий скорость сварки;
ℓ-ширина шва, мм.
Кv=1120
ℓ=12*√2=16,8 мм;
υсв =1120*(121 /16,83 мм)=33,6 м/ч.
Принимаем скорость сварки 34 м/ч.
Определяем силу сварочного тока по формуле:
Iсв=Ki (hp1.31 /ℓ1.07) (5)
где Ki - коэффициент, учитывающий плотность ток
принятые числовые значения
Ki=460
Iсв=460*(122 /16,81 )=234,6 А
Принимаем силу сварочного тока - 234 А
Определяем напряжение сварочной дуги по формуле:
Uсв=16+0,05*Iсв
Uсв=16+0,05*234А=27,7 В
Принимаем Uсв=27,7 В
Определяем вылет электродной проволоки по формуле:
ℓэл=10*dэл ±2*dэл (6)
ℓэл=10*2,3+2*2,3=41,1мм+3,2мм=44,3 мм
ℓэл=10*2,3 – 2*2,3=32,2мм-3,2мм=29 мм
Определяем скорость подачи электродной проволоки по формуле:
Υэл=0,53*Iсв/dэл+6,94*10-4(Iсв/dэл3) (7)
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
Принимаем υэл =59 м/ч
Определяем оптимальный расход подачи флюсы по формуле:
G=3,3*10-3 *Iсв0,75 (8)
G=3,3*10-3 *2351=0,7 л/мин.
Штучное время определяется по формуле:
Тшт=(Тнш*L+Тви)К1-n (9)
где Тшт – время, связанное со швом, мин
L - длина шва, м.
Тви - время связанное с изделием, мин.
К - коэффициент, учитывающий условия работы
Принятые числовые значения символов
Тви = 0,7 мин.
L = 1,600 мм.
Тнш =11мин.
К1-n = 1,2
Тшт=(11*1,600+0,7)1,2=21,9 мин
Определяем норму времени на сварку изделия по формуле:
Нвр = Тшт +Тпз/n (10)
где Тпз – подготовительно – заключительное время, мин.
n – количество изделий, шт.
Тпз =10200 мин
n = 600 шт
Нвр = 21,9+10200/600=38,9 мин.
Для различных методов сварки норма Нэ(кг) электродов и электродной проволоки определяется произведением удельной норм расхода qэ (кг/м) на длину шва L (м).
Нэ=qэ*ℓ,кг (11)
Нэ=0,46*1,600=0,736 кг
Удельную норму расходов материалов определяем по формуле:
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
где, Кр – коэффициент расхода, учитывающий потери электродной проволоки;
mn – масса наплавленного металла, кг/м.
qэ=1,15*0,4=0,46
Массу наплавленного металла определяем по формуле:
mn = ρ*Fн*10-3, кг/м (13)
где ρ – плотность наплавленного металла шва, г/см3 ;
ρ=7,8
Fн – площадь поперечного сечения, 2 мм
Принятые числовые значения Кр=1,15.
mn = 7,8*51,7*10-3=0,4кг/м
Определяем основное время сварки по формуле:
to = Fн*ρ*60/Iсв*αн (14)
где αн – коэффициент наплавки, г/А*ч.
to = 51,7*7.8*60/235*8=8.4мин = 823,68
Расчет массы наплавленного металла
G = FL (15)
G 8 = 0,9*129,6*7,85 = 915,6 (г);
Gобщ = 2215,6 + 915,6 = 2131,22 (кг) = 130 (г).
| Изм. |
| Лист |
| № докум. |
| Подпись |
| Дата |
| Лист |
| КП.150415.04.ПЗ |
| Наименования и краткое содержание операции | Оборудование и инструменты для сборки и сварки |
| Зачистка металла: основной металл очищают от ржавчины, масла, вл |
|
из
5.00
|
Обсуждение в статье: РАЗРАБОТАТЬ ТЕХНОЛОГИЮ ИЗГОТОВЛЕНИЯ КОЛЛОНЫ КОРОБЧАТОГО СЕЧЕНИЯ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы