 |
Главная |


Задача 2. Расчёт исполнительных размеров гладких предельных калибров
|
из
5.00
|
Для одного из заданных сопряжений (Задача 1): Ø10F7/h7 построим схему расположения полей допусков рабочих и контрольных калибров для отверстия и вала по ГОСТ 24853 «Калибры гладкие для размеров до 500 мм. Допуски».
2.1 Произведем расчет размеров калибра-скобы для контроля вала Ø10-0,015.
Предельные отклонения вала Æ 10h7 (ГОСТ 25347-82)
Допуск 0,015 мм в интервале размеров до 180мм, является нестандартным, поскольку согласно ГОСТ 24853-81 рекомендуемый квалитет для изготовления калибра-скобы - 6
При нестандартном допуске изделия допуски на калибры назначаются, исходя из ближайшего квалитета. В данном примере это квалитет 6.
ei=-0,015 мм, es=0 мм.
Определяем предельные размеры вала:
dmax =  ;
;
dmin =  .
.
d – номинальный размер изделия;
dmin – наименьший предельный размер изделия;
dmax – наибольший предельный размер изделия;
Определим размеры проходной (ПР) и непроходной (НЕ) стороны калибра-скобы, служащие для отсчета отклонений:
ПР=dmax=10,000мм;
НЕ=dmin=9,960мм.
Данные для расчета калибра-скобы выписываем из таблицы[1]
Z1=2 мкм, Y1=1,5 мкм, a1=0 мкм, H1=2,5 мкм, Hp=1 мкм.
Ниже приведены обозначения размеров допусков на схемах [1]:
Т – допуск изделия;
H1 — допуск на изготовление калибров для вала;
Нр — допуск на изготовление контрольного калибра для скобы;
Z — отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия;
Z1 — отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
Y1 —допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия;
a1 — величина для компенсации погрешности контроля калибрами валов с размерами свыше 180 мм.
Размеры калибров и допуски на изготовление зависят от допуска поверхности детали, для которой они предназначены. Отклонения размеров всех калибров задаются от предельных размеров изделий, т.е. от контролируемых границ, а не от номинальных размеров.
Рассчитаем предельные размеры проходной стороны калибра-скобы[1]:
ПРmax =  ;
;
ПРmin =  .
.
Исполнительный размер проходной стороны калибра по формуле: [1]
ПРисп.=  .
.
Изношенный размер проходной стороны калибра по формуле[1]:
ПРизнош.=  .
.
Предельные размеры непроходной стороны калибра-скобы по формулам[1]:
НЕmin=  ;
;
НЕmax=  .
.
Исполнительный размер непроходной стороны калибра по формуле:
НЕисп.= 
Расчет размеров контрольного калибра для скобы (контркалибра) [1].
Рассчитаем предельные размеры проходной стороны калибра по формулам:
К-ПРmin=  ;
;
К-ПРmax=  .
.
Исполнительный размер проходной стороны контркалибра по формуле:
К-ПРисп.=  .
.
Предельные размеры контркалибра для контроля износа по формулам:
К-Иmax=  ;
;
K-Иmin=  .
.
К-Иисп.=  .
.
Предельные размеры непроходной стороны контркалибра:
К-НЕmax=  ;
;
К-НЕmin=  .
.
Исполнительный размер непроходной стороны контркалибра:
К-НЕисп.= 
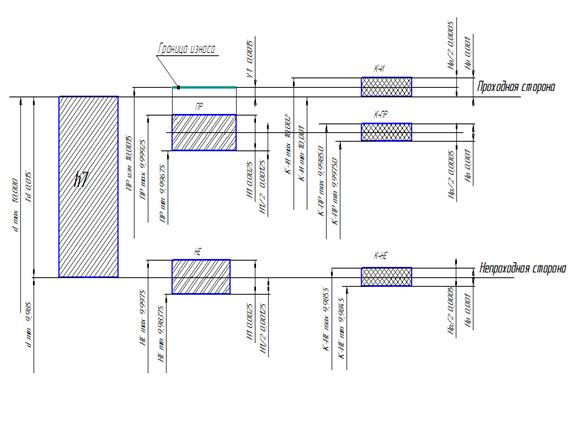 Рис.2.1 Схема расположения поля допуска калибра-скобы для контроля вала размером Ø10-0,015
Рис.2.1 Схема расположения поля допуска калибра-скобы для контроля вала размером Ø10-0,015
2.2 Произведем расчет размеров калибра-пробки для контроля отверстия Ø10+0.028 +0.013
Предельные отклонения отверстия Æ 10F7 (ГОСТ 25347-82)
Максимальный диаметр рассчитываем по формуле:

где  - номинальный диаметр, мм;
- номинальный диаметр, мм;
 - верхнее предельное отклонение размера, мм.
- верхнее предельное отклонение размера, мм.
 (мм),
(мм),
Минимальный диаметр рассчитываем по формуле

где - номинальный диаметр, мм;
 - нижнее предельное отклонение размера, мм.
- нижнее предельное отклонение размера, мм.
 (мм)
(мм)
Определяем исполнительные размеры калибров-пробок

где Dmin –минимальный предельный размер отверстия, мм;
z – отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера, мм;
H – допуск на изготовление калибра для отверстия, мм.
Величины z, H, принимаются по ГОСТ 24853-81 (СТ СЭВ 157-88).
z = 2 мкм=0,002мм H = 2,5мкм=0,0025мм.
 ,
,
где Dmax – максимальный предельный размер отверстия, мм.

Предел износа калибра-пробки рассчитываем по формуле:

где y – допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия, мм.

Величину y принимаем по ГОСТ 24853-81
y =1,5 мкм
Строим схема расположения полей допусков детали и калибров пробок в соответствии с размерами (рисунок 3.1).

По ГОСТ 14820-69 и ГОСТ 14821-69 подбираются конструкция и размеры калибра-пробки и вычерчиваются в масштабе ее чертеж.
|
из
5.00
|
Обсуждение в статье: Задача 2. Расчёт исполнительных размеров гладких предельных калибров |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы