 |
Главная |


Постадийный контроль качества инъекционных лекарственных форм
|
из
5.00
|
I) На стадии изготовления ампул оценивают качество ампульного стекла по следующим параметрам:
· водостойкость;
· щелочестойкость;
· остаточные напряжения;
· термическая стойкость;
· химическая стойкость;
· светозащитные свойства (для марки СНС-1); [11]
· легкоплавкость;
· бесцветность и прозрачность. [8]
Водостойкость.Три пробы из 300 г измельченного стекла с массой по 11,0 г обезжиривают этанолом и ацетоном и сушат при температуре 140°С. Три точные навески по 10,0 г помещают в колбы с 50 мл свежепрокипяченой воды дистиллированной с исходным значением рН 5,5. Колбы закрывают и автоклавируют 30 мин при температуре 121°С (0,10-0,11 мПа). После охлаждения их содержимое титруют 0,02 М раствором кислоты хлористоводородной в присутствии метилового красного до перехода окраски раствора от желтого цвета до оранжевого. Водостойкость стекла Х (мл/г) вычисляют по формуле:
 ,
,
где V1– объем раствора кислоты хлористоводородной, израсходованный на титрование испытуемого раствора, мл; V2– средний объем раствора кислоты хлористоводородной, израсходованный на титрование каждого из двух контрольных опытов, мл; m – масса стекла, г.
Щелочестойкость.Метод основан на воздействии на образцы стекла площадью 0,10-0,15 дм2 смеси равных объемов 0,5 М раствора натрия карбоната и 0,1 М раствора натрия гидрокарбоната при кипячении в течение 3 часов. Перед испытанием и после воздействия щелочных растворов образцы моют, высушивают при температуре 1400°С до постоянной массы и взвешивают. Щелочестойкость стекла Х (мг/дм2) рассчитывают по формуле:
 ,
,
где m – масса образца до обработки, мг; m1 – масса образца после воздействия щелочей, мг; S – площадь поверхности образца, дм2.
Остаточные напряжения. Чем резче охлаждение, тем значительнее температурный перепад внутри стекла, тем больше будут силы растяжения в поверхностных и силы сжатия во внутренних слоях стенок ампул. При быстром нагревании ампул, наоборот, в наружных слоях стенок возникают силы сжатия, а во внутренних – силы растяжения. Сопротивление стекла сжатию во много раз выше сопротивления его растяжению. Поэтому ампулы, как и другие стеклянные изделия, более термостойкие при быстром нагревании, чем при быстром охлаждении. Напряжения, оставшиеся в стекле после охлаждения, называются остаточными; если напряжения исчезают, то их называют временными. Остаточные напряжения, в основном, и определяют термическую устойчивость ампулы. Напряжения образуются при изготовлении ампул за счет неравномерного нагрева различных участков дрота. Остаточные напряжения определяют с помощью поляризационно-оптического метода по разности хода лучей в образце, связанной с наличием остаточных напряжений с помощью полярископа-поляриметра ПКС-125, ПКС-250 и полярископа ПКС-500. Разность хода лучей Δ (нм) вычисляют по формуле:
 ,
,
где l – при зеленом светофильтре (540 нм); j – угол поворота лимба анализатора, град.
Разность хода, отнесенную к 1 см пути луча в стекле, Δ1 млн–1, вычисляют по формуле:
 ,
,
где l – длина пути луча в напряженном стекле, см.
Не допускается остаточное напряжение содержащее удельную разность хода Δ1 более 8 млн–1. Для снятия остаточных напряжений стеклянные изделия подвергают отжигу. [11]
Термическая стойкость. Ампулы заполняют водой очищенной (рН 6,0 +/- 0,2), запаивают и стерилизуют паром под давлением 0,11 МПа и 120 ºС 30 минут. Горячие ампулы помещаются в раствор метиленового синего (20 ºС). Ампулы вынимают, промывают проточной водой, вытирают досуха. Ампулы считаются термически стойкими, если после испытания 98 % остались целыми. Раствор должен быть бесцветным. [10]
Определение химической стойкости.Химическая стойкость стекла в некоторых случаях может быть определена уже по внешнему его виду. При хранении на стекле появляется пленка влаги, постепенно переводящая силикаты в щелочи. Углекислота воздуха вступает во взаимодействие со щелочами, образуя карбонаты щелочноземельных металлов, выветривающиеся после высыхания водной пленки и оставляющие грязный налет. Таким образом, чистота стеклянных трубок является первым признаком их доброкачественности. Загрязнения говорят о низкой химической стойкости стекла.
Отобранные ампулы тщательно промывают горячей водой, дважды ополаскивают дистиллированной водой, наполняют свежеперегнанной дистиллированной водой (рН 5,0-6,8) до номинальной вместимости и запаивают. Ампулы автоклавируют в течение 30 мин при давлении 2 ата, а затем после их охлаждения определяют при помощи рН-метра сдвиг рН воды, извлеченной из ампул, по отношению к рН исходной дистиллированной воды. Сдвиг рН должен быть не выше 2,9 для ампул, изготовленных из стекла марки АБ-1, не более 1,3 для марки НС-1 и 2,0 для марки НС-2.
Ввиду того что растворы различных лекарственных веществ по-разному агрессивны по отношению к стеклу, лучше испытывать ампулы с теми лекарственными веществами, для которых они предназначены.
Из других известных методов простотой отличается фенолфталеиновый метод (предложен Д. И. Поповым и Б. А. Клячкиной). Ампулы заполняют водным раствором индикатора (1 капля 1% спиртового раствора фенолфталеина на 2 мл воды), запаивают и делят на три части: одну часть ампул стерилизуют 30 мин при 100 °С, другую - 20 мин при 120 °С и третью оставляют для контроля. В ампулах из химически стойкого стекла (НС-1) не наблюдается красного окрашивания даже при автоклавировании. Если это окрашивание появилось после автоклавирования, но отсутствовало после стерилизации при 100 °С, такие ампулы рассматриваются как менее стойкие (НС-2). Окраска в обоих случаях стерилизации говорит о малой химической стойкости ампул (АБ-1); они пригодны для наполнения только масляными растворами. [8]
Светозащитные свойства.Эти свойства испытывают у ампул, изготовленных из нейтрального светозащитного стекла измерением светопропускания в области спектра от 290 до 450 нм Из цилиндрической части ампулы вырезают образец, тщательно промывают его, протирают, высушивают и помещают параллельно щели спектрофотометра СФД-2. Определяют максимальный процент светопропускания, который должен составлять при толщине стенки ампулы от 0,4 до 0,5 мм 35%; от 0,5 до 0,6 мм – 30%; от 0,6 до 0,7 мм – 27%; от 0,7 до 0,8 мм – 25% и от 0,8 до 0,9 мм – 20%. [1]
Легкоплавкость стекла.Ампульное стекло должно быть достаточно легкоплавким, чтобы шейку ампулы можно было быстро запаять в пламени горелки. Легкоплавкость устанавливают практическим путем, так как нормы еще не разработаны.
Бесцветность и прозрачность стекла.Эти качества стекла дают возможность заменить в инъекционном растворе механические загрязнения (волоски, осколки стекла, обрывки фильтровального материала), а также признаки порчи растворов (помутнение, появление осадка, изменение цвета раствора и т. д.). Применять оранжевые или другого цвета стекла рекомендуется не всегда, ибо в таких ампулах нельзя заметить изменений окраски растворов (адреналина и некоторых других). Кроме того, по литературным данным, применение ампул из желтого стекла в некоторых случаях (растворы натрия аскорбината) является вредным, так как при стерилизации из стекла выделяется остаточное количество железа. В заключение нужно указать, что ампулы с инъекционными растворами сохраняют уложенными в коробки, куда не проникает свет. [8]
1) Оценка качества дрота производится по следующим характеристикам: конусности; разностенности; прямолинейности; овальности; изогнутости; отмываемости загрязнений. [4]
2) На стадии мойки дрота качество мойки дрота проверяют визуально. Стеклодрот не должен содержать продавливающихся стальной иглой капилляров и пузырей, размер их допускается не более 0,25 мм. Н.В. [7]
3) Стадия изготовления ампул: качество ампул во многом зависит от правильной наладки полуавтоматов. Основными дефектами ампул при их формовании являются: хрупкость капилляров, трещины, разностенность, нестандартность по диаметру и длине и др. хрупкие, легко ломающиеся капилляры получаются, когда скорость вращения верхнего и нижнего патронов полуавтомата неодинаковы. При этом наблюдается «скручивание» капилляров в момент формовки ампул. Чаще всего хрупкие капилляры получаются вследствие неравномерности нагрева, что может явиться результатом неисправности горелок, а также разностенности стеклодрота. Последовательность контроля состоит в следующем. На поверхности и в толще стекла ампул не допускаются:
· продавливаемые капилляры;
· непродавливаемые капилляры шириной более 0,15 мм;
· свиль, ощутимая рукой, и свиль, сопровождаемая внутренними напряжениями;
· посечки, сколы;
· инородные включения.
На внутренней и наружной поверхности ампул не должно быть неотмываемых загрязнений и стеклянной пыли. Неотмываемые загрязнения и стеклянную пыль проверяют следующим образом: отобранные ампулы 3 раза промывают дистиллированной водой, нагретой до 65+/-0,5 ºС, заполняют фильтрованной через фильтр с порами 0,2 мкм дистиллированной водой комнатной температуры. Ампулы считаются чистыми, если при просмотре невооруженным глазом на фоне черно-белого экрана не обнаруживается наличие механических загрязнений. Количество проверяемых ампул должно составлять не менее 100 штук. [4]
II) Стадия подготовки ампул к наполнению включает в себя проведение следующих контрольных мероприятий:
1) Отжиг: для контроля ампул на наличие напряжений в стекле используют прибор – полярископ, на экране которого места, имеющие внутреннее напряжение, окрашены в желто-оранжевый цвет. По интенсивности окраски можно приближенно судить о величине напряжений, имеющихся в стекле.
2) Мойка: контроль качества мойкиампул проводится просмотром ампул, наполненных профильтрованной дистиллированной водой.
3) В конце стадии подготовки ампул к наполнению осуществляется контроль качества ампул (оценка качества ампульного стекла описана выше).
III) Контрольные мероприятия на завершающей стадии - ампулирование:
1) Стадия наполнения ампул растворами: определение норм наполнения.Фактический объем наполнения сосудов должен быть больше номинального, чтобы обеспечить нужную дозу при наполнении шприца. ГФ ХI издания устанавливает нормы налива и количества сосудов для контроля. В сосудах вместимостью до 50 мл наполнение проверяют калиброванным шприцем, в сосудах вместимостью 50 мл и более – калиброванным цилиндром при температуре 20±2°С.
2) Стадия запайки: определение герметичности. Контроль качества укупорки (запайки) проходят все сосуды. Для определения герметичности сосудов используют 3 метода:
· суть первого метода состоит в том, что кассеты с ампулами помещают в вакуум-камеру капиллярами вниз. В капилляре создают разрежение, при этом из негерметичных ампул раствор выливается. Такие ампулы отбраковываются.
· Герметичность ампул можно проверить с помощью окрашенного раствора метиленового синего (0,0005%). Если инъекционный раствор подвергают тепловой стерилизации, то горячие ампулы помещают в ванну с окрашенным растворов. При резком остывании в ампулах создается разрежение и окрашенная жидкость проникает во внутрь негерметичных ампул, которые отбраковываются. Если же инъекционный раствор не подвергают тепловому воздействию, то в аппарате с ампулами погруженными в окрашенный раствор создают давление 100±20 кПа, затем его снимают. Ампулы и флаконы с подкрашенным раствором отбраковывают.
· для определения герметичности ампул с масляными растворами используют воду или водный раствор мыла. При попадании такого раствора внутрь ампулы происходит изменение прозрачности и цвета масляного раствора за счет образования эмульсии и продуктов реакции омыления.
· третий метод основан на визуальном наблюдении за свечением газовой среды внутри ампулы под действием высокочастотного электрического поля 20-50 мГц. В зависимости от величины остаточного давления внутри ампулы наблюдается разный цвет свечения. Определение проводят при 20°С и диапазоне измерений от 10 до 100 кПа.
Контроль качества запайки или укупорки проходят 100% сосудов и для определения герметичности используют 3 метода:
· вакуумирование;
· с помощью растворов индикаторов (для водных растворов) и воды или мыльного раствора (для масляных растворов);
· по свечению газовой среды внутри сосуда под действием высокочастотного электрического поля.
3) Стадия стерилизации: определение стерильности растворов проводится путем посева и инкубации на специальных тест-средах образцов каждой серии продукции. При обнаружении роста микроорганизмов хотя бы в одной пробирке испытание повторяют на таком же количестве сосудов. И только при отсутствии роста при повторном посеве серия считается стерильной. Определению стерильности подвергают ампулы или флаконы каждой серии, одновременно подвергавшиеся стерилизации в одном стерилизующем аппарате.
Метод мембранногофильтрования при определении стерильности рекомендован при выраженном антимикробном действии лекарственного вещества и испытании растворов в больших объемах (более 100 мл). Отбирается 30 ампул, их делят на 3 группы по 10 штук, 20 используют для испытания на стерильность, 10 – для контроля полноты отмывания мембраны от лекарственного вещества. Для фильтрования применяют установку с мембраной диаметром 47 мм и размером пор 0,45±0,02 мкм. Фильтры стерилизуют при температуре 121±1°С 20 мин. Если испытывают порошок, его растворяют в воде для инъекций, фильтруют через стерильную мембрану, которую промывают от раствора 3-5 порциями растворителя по 100 мл, разрезают стерильными ножницами на 2 части, одну из них помещают в колбу с тиогликолевой средой, вторую – в среду Сабуро, 7 дней инкубируют при ежедневном просмотре. Все операции проводят в асептических условиях. При отсутствии роста на двух средах делают заключение о стерильности серии.
Определениепирогенностирастворов проводят биологическим методом согласно ГФ ХI издания. За рубежом широко применяют лимулус-тест (лим-тест), основанный на образовании геля при взаимодействии бактериальных пирогенов с лизатом амебоцитов крови крабов Limulus polyphemus. В России разработан аналогичный метод, основанный на способности грамотрицательных микроорганизмов (основные продуценты пирогенных веществ) образовывать гель в 3% растворе калия гидроксида.
4) Стадия контроля после стерилизации:
1. Контроль на механические включения.Проводят путем просмотра сосудов на черном и белом фоне при освещении 60 Вт. На черном фоне проверяются прозрачность и наличие механических включений – стеклянная пыль, волокна фильтрующих материалов, не растворенные частицы лекарственного вещества и т.д.; на белом – цветность раствора, отсутствие механических включений черного цвета и целостность стеклянного изделия. Метод имеет недостатки: субъективизм контролируемого – острота зрения, опыт работы, усталость контролера и т.д. Допустимая ошибка метода составляет 30%.
Для более объективной оценки качества раствора по этому параметру были разработаны другие методы:
· визуально-оптические, основанные на использовании проекторов, увеличительных линз, поляризационного света и т.д.;
· оптические, с автоматической регистрацией фотоэлементами поглощения или рассеивания проходящего света;
· мембрано-микроскопические;
· проточные методы. (рис. 7, Приложение)
2. Количественное содержание лекарственных веществ, входящих в состав инъекционных растворов, определяют согласно указаниям ФС или другой нормативно-технической документации. Определение количественного состава проводится на каждой серии раствора. [11]
ЗАКЛЮЧЕНИЕ
Необходимость асептического изготовления лекарственных форм связана со следующими обстоятельствами:
· способом введения инъекционных лекарственных форм: нарушение защитных барьеров организма (кожа, слизистые оболочки), нанесение асептических лекарственных форм на поверхности или в полости организма, не содержащие микроорганизмов, или на слизистую оболочку глаза, характеризуемую повышенной чувствительностью к микроорганизмам;
· низкой сопротивляемостью организма детей до 1 года к инфицированию;
· разрушением действующих веществ (антибиотики) ферментами микроорганизмов, попавших в лекарственные формы, и, следовательно, потерей эффективности лекарственных препаратов.
Эти обстоятельства устанавливают достаточно жесткие формы контроля на стадиях производства данных лекарственных форм.
Кроме того, специфическая упаковка для инъекционных лекарственных форм (ампулы) по составу представляет собой ампульное стекло, на которое может различным образом влиять на содержимое ампулы. В связи с этим необходимо устанавливать на стадии изготовления ампул такую важную характеристику как химическая стойкость.
Стадии стерилизации инъекционных лекарственных форм и собственно изготовление ампул подразумевают проверку таких характеристик как: термическая стойкость, легкоплавкость и др.
Список используемой литературы
1. ГОСТ Р 17651-72. Тара стеклянная для лекарственных средств. Метод определения светозащитных свойств. – введ. 01.07.73. – М: Стандартинформ, 2006 – 2с.
2. ГОСТ Р 52249-2009. Правила производства и контроля качества лекарственных средств. - утв. и введ. в действие приказом Федерального агентства по техническому регулированию и метрологии от 20 мая 2009 г. N 159-ст. – М.
3. Гаврилов А.С., Фармацевтическая технология. Изготовление лекарственных препаратов. – М: ГЕОТАР-Медиа, 2010. – 624 с.
4. Георгиевский В. П., Конев Ф. А. Технология и стандартизация лекарств. Харьков, 1996. – 784 с.
5. Иванова Л.А. Технология лекарственных форм. Т.2. – М.: Медицина, 1991. – 544 с.Муравьев И.А. Технология лекарств. 3-е год: в 2-х т. М.: Медицина, 1980.
6. Марченко С. И. Конспект лекций . Технология фармацевтических препаратов. – Одесса, 2002. – 72 с.
7. Меньшутина Н.В. Технологии и оборудование для производства инъекционных лекарственных препаратов // Фармацевтические технологии и упаковка. – 2014. - № 6. – с. 78-79.
8. Муравьев И.А. Технология лекарств. 3-е год: в 2-х т. М.: Медицина, 1980.
9. Розенцвейг П.Э., Сандер Ю.К. Технология лекарств и галеновых препаратов. – М: Медицина, 1967. – 771 с.
10. Хоружая Т.Г., Чучалин В.С. Учебно-методическоепособие. Стерильные и асептически изготовленные лекарственные средства промышленного производства. – Томск: Изд-воСибГМУ, 2005. - 136 с.
11. Чуешов В.И Промышленная технология лекарств. Т. 2. Харьков: МТК-Книга, 2002. 716 с.
ПРИЛОЖЕНИЕ
Аппаратура при производстве инъекционных лекарственных средств
Рис. 1. Схема установки для калибровки дротов по наружному диаметру (объяснения в тексте)
Рис. 2. Принцип работы полуавтомата для выделки ампул:
1 – верхний патрон; 2 – горелка; 3 – ограничительный упор; 4 – нижний патрон;
5 – ролик; 6 – копир; 7 – горелка с острым пламенем; 8 – стеклянная трубка; 9 – готовая ампула

Рис. 3. Автомат Резепина для отрезки капилляров (объяснения в тексте)
Рис. 4. Устройство печи с газовыми горелками для отжига ампул:
1 – корпус; 2 – камера нагрева; 3 – камера выдержки; 4 – камера охлаждения;
5 – стол загрузки; 6 – стол выгрузки; 7 – газовые горелки; 8 – конвейер; 9 – кассета с ампулами

Рис. 5. Схема вакуум-аппарата для мойки ампул (объяснения в тексте)

Рис. 6. Схема полуавтомата для мойки ампул с программой управления во времени (объяснения в тексте)
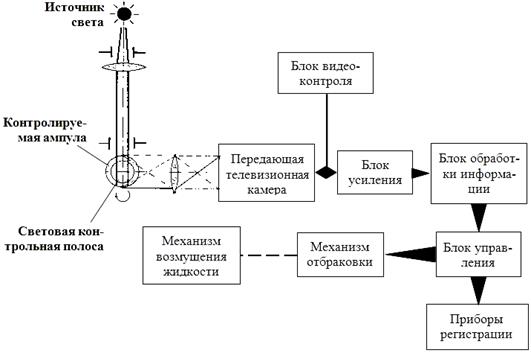
Рис. 7. Устройство установки для объективного контроля чистоты раствора в ампулах (схема)
|
из
5.00
|
Обсуждение в статье: Постадийный контроль качества инъекционных лекарственных форм |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы