 |
Главная |


Конвертерная статистика
|
из
5.00
|
Введение
Монтаж и наладка автоматизации производственных процессов – один из наиболее важных видов монтажных работ, от правильного и качественного выполнения которых во многом зависит безотказная работа приборов и систем автоматизации на технологических установках и сдаваемых объектах в целом.
Под автоматизацией понимается осуществление производственных процессов без непосредственного участия человека.
Автоматизация управления производственными процессами может быть частичной, если автоматизированы только отдельные операции, отдельные машины и агрегаты, участвующие в производственном процессе. Основным вопросом, рассматриваемым в этом случае, является задача автоматического регулирования производственным процессом.
Более высокой степенью автоматизации является комплексная автоматизация. При этом виде автоматизации технологическими процессами участок, цех, завод выполняют свои функции без непосредственного участия человека в процессе управления ими. При комплексной автоматизации производства автоматами выполняются как простые, так и сложные функции управления, связанные с необходимостью принятия тех или иных самостоятельных решений. Кроме двух ранее перечисленных видов автоматизации существует еще и третий - полная автоматизация.
Современная теория автоматического регулирования является основной частью теории управления. Система автоматического регулирования состоит из регулируемого объекта и элементов управления, которые воздействуют на объект при изменении одной или нескольких регулируемых переменных. Под влиянием входных сигналов (управления или возмущения), изменяются регулируемые переменные. Цель же регулирования заключается в формировании таких законов, при которых выходные регулируемые переменные мало отличались бы от требуемых значений.
Технологический процесс - это процесс, в результате которого из сырья и материалов получают продукт или изделие с наперед заданными свойствами, определяемыми нормативной документацией.
Автоматизация производства выполняет следующие функции:
-функция управления техническими аппаратами и установками;
-функция контроля и измерения технических параметров;
-функция автоматического регулирования;
-функция защитной сигнализации блокировки технических устройств, технических аппаратов и т. д.;
-функция управления технологическими процессами. Системы, обеспечивающие управление технологическими процессами, называются автоматизированными системами управления технологическими процессами (АСУТП). АСУТП реализует функции, как сбора информации, так и принятия самостоятельных решений в измерении технологических процессов;
-функция автоматического управления производством, которую реализует автоматическая система управления производством (АСУП).
Электронные средства монтируют как самостоятельные системы, а также в комплексах с пневматическими, гидравлическими, механическими, комбинированными приборами и устройствами.
Главную роль в системах контроля и автоматизации при передаче различных команд, сигналов, информации, источников энергии на расстояние, от датчика к вторичному прибору регулирующему органу, исполнительному механизму и т.д. выполняют ПЛС и ЭЛС. Они являются связывающим звеном в системах автоматизации технологических процессов. С каждым годом монтируют все больше систем автоматизации с применением электронно-вычислительных машин и микропроцессорной техники и большим количеством различных линий связи.
Производство стали в конвертерах – основная технологическая схема производства стали в мире. Первые в мире сталеплавильные цеха, оснащенные конвертерами с кислородным дутьем через погружаемую сверху фурму, были введены в эксплуатацию в австрийских городах Линце (1952 год) и Донавице (1953 й). Собственно, функционирование этих цехов и подтвердило окончательно тот факт, что использование кислорода для переработки чугуна обеспечивает высокую эффективность и производительность сталеплавильного процесса и исключает применение дорогостоящих энергоносителей для нагрева металла.
Теоритическая часть
Конвертерная статистика
Одна из отличительных особенностей конвертерного процесса заключается в его высокой интенсивности: периодичность плавки обычно составляет менее 40…45 мин. при массе продукции 100…350 т. Наряду с высокой удельной производительностью широкому и быстрому распространению кислородно-конвертерного процесса способствовала его высокая степень совместимости со способом непрерывной разливки стали. Первый кислородно-конвертерный цех с разливкой всей выплавляемой стали на МНЛЗ 
Рисунок – 1. МНЛЗ — машина непрерывного литья заготовок
был сдан в эксплуатацию на Новолипецком металлургическом комбинате в 1966 году. Видимо, эти конкурентные преимущества и обеспечили весьма быстрое распространение кислородно-конвертерного процесса во всем мире, позволив ему занять доминирующее положение в мировой системе выплавки стали.
В настоящее время в мире эксплуатируется около 280 кислородно-конвертерных цехов, имеющих в своем составе до 700 конвертеров, производящих 65,5 % от суммарного мирового объема металла (811 млн. т в 2006 году). При этом, только 18 цехов в мире имеют в своем составе сверхкрупные конвертеры емкостью 290…300 т и более. Четыре из них находятся в России (Череповецкий, Магнитогорский, Новолипецкий и Западносибирский меткомбинаты), четыре – в Японии (JFE Steel, заводы Mizushima и Keihin; Nippon Steel, заводы Yawata и Kimitsu), два – в Германии (TKS Thyssen Krupp Stahl и Arcelor Mittal,завод Stahlwerke Bremen), по одному – в Украине("Азовсталь"), США (Weirton Steel), Южной Корее (Posco), Польше (Arcelor Mittal, завод Huta Katowice), Великобритании (Corus/Tata Steel, завод Scunthorpe), Франции (Arcelor, Fos sur Mer), Индии (компания SAIL, завод Bokaro) и Нидерландах (Corus/Tata Steel, завод Hoogovens Ijmuiden BV). При этом, как показывает практика, конвертерный цех в составе трех 400 тонных конвертеров может обеспечить годовой объем производства на уровне 10 млн. т.
В числе основных производителей стали в кислородных конвертерах следует назвать КНР, Японию, США, Россию, Южную Корею, Бразилию, Украину, Индию и пр. (табл. 1). Обращает на себя внимание тот факт, что 5 ведущих производителей "конвертерщиков" обеспечивают две трети, а 10 ведущих производителей – четыре пятых ее мирового производства. При этом в 2006 году КНР произвела 45 % всей конвертерной стали в мире. Это свидетельствует о том, что для конвертерного способа производства характерна высокая концентрация в небольшом количестве промышленно развитых стран. Причем, доля полученной по такой технологии стали в общем объеме производства в этих странах колеблется весьма существенно: от 43,1 % (США) и 56,4 % (Украина) до 87 % (КНР) и 74 % (Япония).
Таблица 1. Основные показатели производства конвертерной стали в мире в 1996 и 2006 годах.
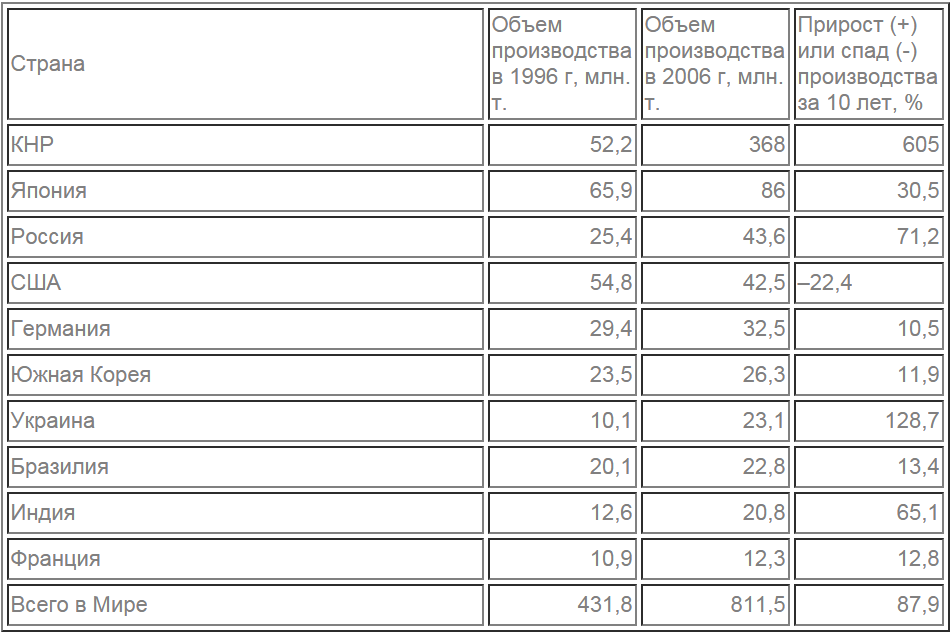
Между тем, наблюдаемый в последнее десятилетие рост объемов производства конвертерной стали в мире достигнут, главным образом, за счет КНР, в меньшей степени – России, Украины, Японии и Индии. В то же время, годовые объемы ее производства снизились в США (более чем на 10 млн. т) и странах ЕС 15 (на 5,5 млн. т). Исходя из того факта, что Япония, Россия и Украина известны как ведущие экспортеры металлопродукции на мировом рынке, ситуация на котором весьма сложная, можно предположить, что серьезного прироста объемов такой продукции в США и Европе не будет. Возможно, что в РФ и Украине определенный приток конвертерной стали реален в случае реструктуризации цехов с мартеновскими печами.
Так, в последние два года наиболее значимым инновационным проектом в Украине является реконструкция сталеплавильного производства Алчевского меткомбината. При этом соответствующей программой предполагалось строительство нового кислородно-конвертерного цеха с массой плавки 300 т (генподрядчик – Siemens VAI). Длительность плавки от выпуска до выпуска – 40 минут. Среднесуточная производительность (с учетом общего количества плавок в год и полного рабочеговремени): один конвертер (первая очередь) – 29 плавок; два конвертера (полное развитие) – два конвертера (полное развитие) – 58 плавок. Максимально возможная годовая проектная производительность конвертерного цеха составляет 5,5 млн. т. Кроме того, в состав конвертерного цеха входят двухпозиционный агрегат печь-ковш, вакууматор камерного типа и две двухручьевые слябовые МНЛЗ номинальной мощностью 2,5 млн. т в год каждая, запущенные в 2005 и 2006 годах соответственно. В проекте конвертерного цеха предусмотрен участок десульфурации чугуна. Пуск первого конвертера планируется осуществить до конца 2007 года. Следовательно, основной прогресс в кислородноконвертерном процессе будет достигаться в части его технологического совершенствования и автоматизации, которые будут обеспечивать дополнительный энерго- и ресурсосберегающий эффект, большую экологическую безопасность при повышении удельной производительности, а также обеспечивать оптимальные экономические показатели.
Расчетная часть
|
из
5.00
|
Обсуждение в статье: Конвертерная статистика |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы