 |
Главная |


Намотка изделий из ПКМ
|
из
5.00
|
ФОРМИРОВАНИЕ СТРУКТУРЫ
И ГЕОМЕТРИИ ИЗДЕЛИЙ ИЗ КМ
При изготовлении деталей из ПКМ их конструктивное оформление совмещено с формированием внутренней структуры композиционного материала. Это осуществляется следующими технологическими способами:
- выкладка,
- намотка,
- пултрузия и роллтрузия,
- напыление,
- плетение.
Выкладка
Наиболее простым способом по аппаратурно-техническому оформлению является выкладка, которая применяется для изготовления малонагруженных изделий различных габаритов и конфигураций. Процесс выкладки в большинстве случаев осуществляется вручную, особенно при получении деталей со сложной поверхностью. Он состоит из следующих основных операций (рис.3.1):
а) подготовка формы для выкладки 1 - удаление загрязнений, остатков отвержденного связующего, ремонт поверхностных дефектов;

Рис.3.1. Структура технологического пакета при выкладке:
1 - форма; 2 - ограничитель; 3 - антиадгезионный слой; 4 - формуемое
изделие; 5 - разделительная перфорированная пленка; 6 - впитывающий
слой; 7 - цулага; 8 - дренажный слой; 9 - вакуумный мешок; 10 - клапан
вакуумной системы; 11 - герметизирующий жгут
б) нанесение на поверхность формы разделительного антиадгезионного слоя 3;
в) послойная упорядоченная укладка заранее раскроенного и расшлихтованного наполнителя в виде тканей, лент или ровинга на поверхность формы с нанесением и пропиткой связующим каждого слоя 4 и прикаткой нежестким валиком с целью уплотнения пакета и удаления воздушных включений;
г) формирование технологического пакета, заключающееся в последовательной укладке следующих слоев:
- перфорированная разделительная пленка 5,
- впитывающий слой из ткани объемного плетения 6,
- перфорированная цулага 7,
- дренажный слой 8;
д) на последнем этапе на технологический пакет устанавливается вакуумный мешок 9 (если последующее формование предполагает создание избыточного давления на формуемое изделие) и герметизируется жгутом 11 [39].
В качестве антиадгезионного слоя используются полимерные пленки и специальные смазки.
Нанесенные напылением или полированием парафиновые покрытия являются превосходными антиадгезионными смазками для композитов, отверждающихся при температурах ниже 121°С. При более высоких температурах парафин вызывает разрушение и обесцвечивание слоистого пластика. В этих случаях рекомендуется применять фторированные углеводороды [36].
Сополимер тетрафторэтилена и гексафторпропилена, используемый в качестве антиадгезионной смазки, образует на поверхности формы сплошную пленку. Условием эксплуатации такого покрытия является поддержание температуры отверждения не выше 177°С; при более сильном нагреве оно разрушается, выделяя высокотоксичный корродирующий фтор.
Политетрафторэтилен ("тефлон") - стабильное полимерное вещество, которое часто вводят в состав антиадгезионных смазок, работающих при температуре выше 260°С. Такая смазка не образует на поверхности формы сплошной пленки, но частички "тефлона" обеспечивают надежное сухое смазывание, гарантирующее отделение от нее отвержденного изделия.
Силиконовые смазки используются до 204°С, однако следует избегать их применения, поскольку они способствуют отслаиванию от КМ вторичных покрытий и слоев, являясь при этом устойчивыми загрязнителями.
За рубежом выпускается антиадгезионная смазка на базе силановой смолы, которая стабильна до 482°С.
Из полимерных пленок для этих целей применяются пленки из целлофана, лавсана, ПВС, полиэтилена, полиэтилентетрофталата"Майлар", найлона и фторопласта. Использование этих пленок в качестве антиадгезионных и разделительных слоев допускается только на поверхностях одинарной кривизны, с одним изгибом или плоских.
Раскрой наполнителя производится согласно карте раскроя, обеспечивающей максимальный КИМ.
Послойная укладка выкроек должна производиться в строгом соответствии со схемой выкладки, определяющей расположение каждой выкройки на поверхности формы и направление армирования в каждом слое. При укладке с перекрытием его величина определяется из условия равной прочности однослойного ПКМ и соединительного шва на сдвиг.
При выборе материала для изготовления формы одним из основных критериев является соответствие температурных коэффициентов линейного расширения этого материала и ПКМ. Значения этих коэффициентов для материалов, используемых при изготовлении форм, и распространенных слоистых пластиков приведены в табл.3.1.
Таблица 3.1
| Материал | Значения коэффициента при 24...204°С, % |
| Слоистые пластики, армированные волокном: | |
| арамидным или углеродным | 0,016...0,033 |
| борным | 0,081...0,162 |
| стеклянным | 0,12 |
| Керамика (обоженное шликерное литье) | 0,015 |
| Инструментальная сталь | 0,2 |
| Железо, получаемое гальванопластикой | 0,21 |
| Никель, получаемый гальванопластикой | 0,23 |
| Сталистый чугун | 0,24 |
| Термообработанный литой гипс | 0,25 |
| Теплостойкая эпоксидная смола | 0,35 |
| Алюминий | 0,42 |
По значению этого коэффициента ближе всех к композитам стоит сталь. Она обладает и другими ценными свойствами: превосходной износостойкостью, способностью работать при повышенных температурах и хорошей теплопроводностью.
Наиболее благоприятными для изготовления форм свойствами характеризуется керамика. Она имеет самый низкий коэффициент теплового расширения, а по теплостойкости почти не отличается от закаленной инструментальной стали. Однако при температуре окружающей среды керамика хрупкая. Она должна быть защищена от повреждений в процессе обработки - например, стальным кожухом.
Стальные формы с керамическими вставками и без них наиболее широко применяются в производстве высококачественных композиционных материалов. Благодаря низкому коэффициенту теплового расширения керамические вставки обеспечивают высокую точность укладки в форме компонентов слоистого пластика. Такие формы очень удобны для производства больших партий соотверждаемых конструкций, в которых клеевой шов отверждается одновременно с пластиком. Однако дороговизна этой оснастки требует достаточного объема производства изделий, при котором амортизация ее стоимости сохранит конкурентоспособной цену на выпускаемую продукцию. В противном случае для изготовления форм желательно использовать менее дорогие материалы.
Алюминиевые формы относятся к наименее дорогой оснастке, изготовляемой из литых и ковких металлов. Несмотря на то, что алюминий имеет лучшую теплопроводность, чем сталь, полученные из него формы менее долговечны и, кроме того, обладают слишком большим температурным линейным расширением.
Получаемые гальванопластикой никелевые формы, используемые более 20 лет, представляют собой плотную конструкцию без пор, с хорошо отполированной формующей поверхностью. Температурный коэффициент линейного расширения никеля того же порядка, что и у стеклопластиков. Такие формы успешно применяются для формования различных деталей самолетов.
Для успешного применения форм из сталистого чугуна требуется, чтобы толщина всех стенок была почти одинаковой, иначе при термообработке форм, конфигурация и поперечное сечение которых резко изменяются, литой металл может растрескаться или покоробиться. Теплопроводность сталистого чугуна сравнительно низка. В местах изменения толщины стенок формы температура может колебаться в широких пределах, что затрудняет контроль процесса отверждения формуемого композита.
Легкоплавкие сплавы, фазовые изменения которых происходят выше температур отверждения ПКМ, обычно отливают в заранее подготовленные корковые формы или гальваноформы.
Для изготовления оснастки из слоистых пластиков может быть использован любой из описанных материалов.
Намотка изделий из ПКМ
Одним из самых распространенных и совершенных процессов изготовления высокопрочных армированных изделий, форма которых определяется вращением произвольных образующих, является процесс непрерывной намотки.
При этом способе нить, лента, жгут или ткань укладываются по заданной траектории на вращающуюся оправку, которая несет внутреннюю геометрию изделия.
Способы намотки классифицируются по следующим признакам:
- способ совмещения связующего и наполнителя,
- рисунок укладки арматуры,
- кинематика намоточного оборудования.
Намотка из препрегов, или "сухая" намотка, обеспечивает равномерное содержание связующего, задаваемое при изготовлении препрегов, и, вследствие этого, стабильность прочностных свойств по изделию. При использовании "сухого" метода повышается культура производства, в 1,5...2 раза увеличивается производительность. Однако при этом методе необходимо обеспечивать значительное натяжение арматуры.
Способ "мокрой" намотки отличается тем, что пропитка армирующего волокнистого материала связующим и намотка на оправку совмещены (рис.3.2). Способ реализуется при более низком усилии натяжения арматуры, что позволяет применять оборудование с меньшей мощностью привода и оправки меньшей
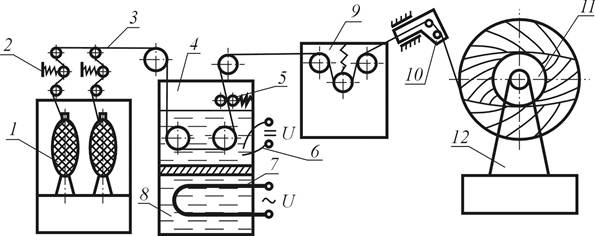
Рис.3.2. Схема "мокрой" намотки: 1 - шпулярник; 2 - индивидуальные
натяжители нитей; 3 - арматура; 4 - пропиточная ванна со связующим;
5 - отжимные ролики; 6 - система подогрева и контроля температуры
связующего; 7 - ТЭН; 8 - масло; 9 - натяжитель сформированной ленты;
10 - раскладчик; 11 - вращающая оправка; 12 - намоточный станок
жесткости [20]. "Мокрая" намотка обеспечивает лучшую формуемость изделий при высокой герметичности, поэтому преимущественно применяется для изготовления крупногабаритных оболочек сложной конфигурации и сосудов высокого давления [39].
По рисунку укладки арматуры способы намотки подразделяют на следующие разновидности.
Поперечная намотка. При этом способе препрег в виде лент укладывается в плоскости, перпендикулярной оси вращения оправки (рис.3.3).

Рис.3.3. Схема поперечной намотки: 1 - оправка; 2 - рулоны с препрегом;
3 - ленты препрега; 4 - прикатной подогреваемый ролик; 5 - приводные ролики
Продольная (осевая) намотка. Арматура укладывается вдоль оси изделия (рис.3.4), при этом раскладчик 2 двигается по направляющей 3 от полюса к полюсу и при смене направления движения оправки 1 проворачивается на угол 180°+D, где D - шаг намотки.

Рис.3.4. Схема осевой намотки: 1 - оправка; 2 - раскладчик; 3 - направляющая
Продольно-поперечная намотка является комбинацией поперечной и осевой (рис.3.5). Вертлюг 2, на котором по периметру установлены шпули 3 с ленточной арматурой, вращаясь синхронно с оправкой 1, перемещается при этом вдоль оси оправки, укладывая продольные ленты 4. Одновременно поперечные раскладчики 5, перемещаясь вдоль оси оправки, укладывают ленточную арматуру 6, фиксирующую ленты продольной укладки. Метод, как правило, применяется при "сухом" режиме изготовления изделия.

Рис.3.5. Схема продольно-поперечной намотки: 1 - оправка;
2 - вертлюг; 3 - шпули; 4 - ленты продольной укладки;
5 - поперечные раскладчики; 6 - ленты поперечной намотки
Спиральная намотка заключается в том, что сформированная лента волокнистого материала, пропитанная полимерным связующим, укладывается на поверхность вращающейся оправки по винтовой линии (рис.3.6). Скорости перемещения раскладчика и вращения оправки 1 задаются такими, чтобы обеспечить требуемый угол намотки j. Витки, образованные непрерывной укладкой ленты, плотно уложены друг к другу или имеют постоянный нахлест, величина которого определяется числом одновременно формуемых слоев. Угол намотки определяется как угол между касательными, проведенными к образующей наматываемой оболочки и к линии укладки арматуры через точку их пересечения.
 Рис.3.6. Схема спиральной намотки:
1 - оправка; 2 - раскладчик; 3 - направ-
ляющая; 4 - арматура
Рис.3.6. Схема спиральной намотки:
1 - оправка; 2 - раскладчик; 3 - направ-
ляющая; 4 - арматура
| Главной разновидностью спиральной намотки является геодезическая намотка, при которой армирующий материал ложится на поверхность оправки по геодезическим линиям. Из всех возможных линий, лежащих на поверхности оправки, геодезическая - та, которая кратчайшим образом соединяет две произвольные точки, принадлежащие этой поверхности. На плоскости - это прямая, на цилиндре - винтовая линия, на сфере - окружность большого диаметра. |
Геодезическая линия на поверхности вращения (рис.3.7) определяется уравнением Клеро [16]:
r sinj = R sinjo = const,
где r - текущий радиус вращения оболочки; j = f(r) - текущий угол армирования или угол намотки.
Практическая реализация схем намотки оболочек проводится с некоторым отклонением от геодезических линий, хотя бы потому, что при строго геодезической намотке нить образует замкнутый контур. Отклонение от геодезического принципа определяется углом трения, максимальное значение которого может быть рассчитано из условия (рис.3.8):
| tg q | £ f ,
где f - коэффициент трения между нитью и поверхностью оправки. Связь коэффициента трения с допустимыми отклонениями от геодезических линий может быть выражена через радиусы кривизны соответствующих поверхностей:
tg q = R/Rr ,
где R - радиус кривизны поверхности при реальной намотке, Rr - радиус кривизны поверхности, соответствующий геодезической намотке.
Возможности "сухой" намотки сложных форм более значительны, так как коэффициент трения при этом практически в 2 раза выше, чем при "мокрой" намотке. Однако использование этого преимущества имеет ограничения, связанные с изменением прочности и жесткости формуемых изделий. Так, при от-

| Рис.3.7. Положение наматываемой нити на поверхности вращения общего вида | Рис.3.8. Положение наматываемой нити 1 относительно геодезической линии 2 |
клонении от геодезии на 3...5° прочность и жесткость конструкции снижаются почти в 2 раза. Отклонение на 7...8° делает это изменение еще более резким.
Это связано с тем, что в структурах, сформированных негеодезической намоткой, усилия натяжения нитей при нагружении стремятся сместить нити в сторону равновесного геодезического положения, поскольку при геодезической наметке нет никаких относительных перемещений волокон, а имеет место нагружение вдоль волокна. Этому смещению препятствуют упругопластические и прочностные свойства связующего, которые невелики. Поэтому, если при геодезической намотке влиянием связующего на несущую способность изделия пренебрегают, то при негеодезической оно должно быть учтено и тем более строго, чем больше отклонение от геодезической. Благодаря повышенным упругоэластическим и пластическим свойствам связующего часть сдвиговой нагрузки перераспределяется на волокна арматуры и критический угол отклонения может быть увеличен до 12°, если силы трения позволяют произвести такую намотку.
Значительное контактное давление наматываемой арматуры, определяемое силой натяжения, является обязательным условием качественной намотки. Однако сила натяжения зависит от радиуса, который изменяется в процессе намотки:
N =  sin2 j,
sin2 j,
где N - контактное давление ленты, T - сила натяжения ленты, R - текущий радиус наматываемого изделия, j - угол намотки. Поэтому намоточные станки оснащены натяжителями с дистанционным управлением, в которых сила натяжения задается от ЧПУ или вручную с помощью потенциометра.
При намотке сферических оболочек получила наибольшее распространение схема многократной спиральной намотки шаровых поясов дискретно уменьшающейся ширины. Полная картина намотки сферы состоит из совокупности узоров каждого пояса, начиная с начального, перекрывающего всю поверхность от полюса до полюса, и кончая последним на экваторе оболочки. Схема намотки сферического пояса показана на рис.3.9. Такая схема получена комбинированием трех движений оправки, два из которых - главное и полярное вращения - являются равномерными, а третье - зональное возвратно-поступательное перемещение - происходит с амплитудой, зависящей от ширины пояса. Скорости зонального и полярного вращений, осуществляющих раскладку волокна по ширине шарового пояса, выбираются таким образом, чтобы отклонение от большого круга сферы не превышало допустимого, определяемого силами трения. При условии плотной намотки (без просветов), связь числа витков в зоне с амплитудой ее поворота определяется выражением
NB ³ 2p R cos ao ,
где N - число витков, B - ширина нити, R - радиус формы.

Рис.3.9. Принципиальная схема
спральной намотки сферического
пояса: А - зона намотки при
aoi = сonst
Другой разновидностью спиральной намотки является кровельная (рис.3.10), при которой витки армирующей ленты 5 укладываются на оправку 1 вплотную друг к другу без перекрытия.
С точки зрения кинематики намоточного оборудования выделяют токарную, шлифовальную, планетарную схемы и псевдонамотку.

Рис.3.10. Схема кровельной намотки: 1 - оправка; 2 - раскладчик;
3 - направляющая; 4 - ориентирующие ролики; 5 - лента
В намоточных станках, выполненных по токарной схеме (рис.3.11,а), оправка непрерывно вращается, в то время, как раскладчик 2, подающий арматуру, перемещается возвратно-поступательно по направляющей 4.
При реализации шлифовальной схемы (рис.3.11,б) имеем обратную картину - вращающая оправка совершает возвратно-поступательные движения, а раскладчик неподвижен.

Рис.3.11. Токарная и шлифовальная схемы намотки: 1 - оправка;
2 - раскладчик; 3 - арматура; 4 - направляющая; 5 - платформа
Планетарная схема намотки (рис.3.12,а) реализуется посредством использования вертлюга 2, по периметру которого установлены шпули 3 с ленточным наполнителем 4. Вертлюг, вращаясь вокруг оси и перемещаясь по направляющей 5 вдоль оправки 1, обеспечивает спиральную намотку изделия.
Сущность псевдонамотки (рис.3.12,б) заключается в том, что слой продольно-поперечного армирования формируется не на всей длине, а в пределах технологической ленты 6, укладываемой на оправку 1 спиральным методом с малой продольной подачей.
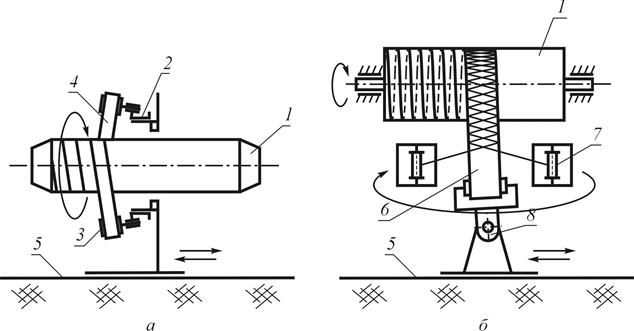
Рис.3.12. Схемы планетарной (а) и псевдонамотки (б): 1 - оправка;
2 - вертлюг; 3 - шпули; 4 - препрег; 5 - направляющая; 6 - тех-
нологическая лента; 7 - раскладчики псевдонамотки; 8 - раскладчик
Технологически более сложной является намотка изделий двойной кривизны [16]. На рис.3.13 приведены наиболее распространенные кинематические схемы спиральной намотки подобных оболочек.
При необходимости получения намоткой изделий с вогнутыми поверхностями применяют следующие технологические приемы.
1. Использование технологических вкладышей
К оправке 1, определяющей форму изделия, в зоне вогнутого участка поверхности крепится вкладыш 2, превращающий наружный контур в выпуклый по всей оправке (рис.3.14). Вкладыш изготавливается таким образом, чтобы длина его наружного контура была равна длине контура вогнутого участка поверхности Lвкл = L0. После намотки технологический вкладыш удаляют и вогнутый участок изделия доформовывают.

Рис.3.13. Кинематические схемы спиральной намотки оболочек двойной
кривизны: 1 - оправка, 2 - раскладчик, 3 - планшайба, 4 - направляющая;
а - вращательное движение раскладчика, б - неподвижный раскладчик
и вращательное движение оправки в двух плоскостях, в - неподвижный
раскладчик и вращательное движение оправки в трех плоскостях,
г - движение раскладчика по замкнутой криволинейной направляющей,
д - вращение раскладчика на планшайбе вокруг оси оправки
и движение планшайбы по системе направляющих вдоль оси оправки,
е - вращение раскладчика на планшайбе вокруг кольцевой оси торовой
оправки

Рис.3.14. Схема получения изделия с вогнутой поверхностью
с применением технологического вкладыша: а - намотка, б - формование
2. Дополнение формы изделия до симметричной
Для получения намоткой деталей типа балки коробчатого сечения изготовляют оправку (рис.3.15,а), форма которой соответствует форме детали, дополненной до симметричной. После намотки (рис.3.15,б) и полимеризации оправка удаляется, и изделие разрезается по плоскости симметрии (рис.3.15,в). Однако при использовании этого метода форма оправки должна быть скорректирована с учетом величины пружинения детали, неизбежного после разрезания намоточного контура.
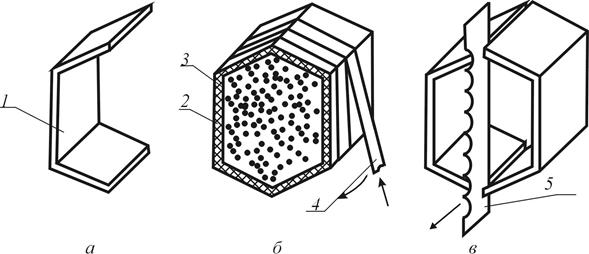
Рис.3.15. Схема получения изделий методом дополнения контура
до симметричного: 1 - деталь; 2 - намотанное симметричное изделие;
3 - симметричная оправка; 4 - препрег; 5 - ленточная пила
К изделиям, изготавливаемым намоткой, предъявляется ряд требований по технологичности [21]:
при конструировании изделий следует избегать острых кромок и острых углов, резких переходов от одной части детали к другой;
следует упрощать поднутрения и выступы на внутренней поверхности изделий, а по возможности их избегать, так как они усложняют проектирование и изготовление оснастки для намотки, а также затрудняют снятие отформованного изделия с оправки;
для намотки целесообразнее использовать разборные оправки, которые хотя и сложны в изготовлении, но их использование позволяет упростить процесс намотки, а главное - демонтаж намотанных заготовок;
при проектировании изделий нужно стремиться избегать отверстий, которые ослабляют конструкции; при оформлении отверстий предпочтение отдается ромбической форме, задаваемой углами намотки;
при оформлении круглых отверстий необходима усиливающая окантовка их краев; для увеличения прочности при срезе допускается применение фольги из коррозионно-стойкой стали или титана.
Намотка изделий производится на технологических оправках. Форма и размеры оправок должны с заданной точностью соответствовать форме и размерам внутренней поверхности наматываемых изделий и, кроме того, быть стабильными под действием силовых и температурных воздействий при намотке и отверждении. Они также должны быть технологичными, т.е. обеспечивать минимум затрат труда и времени на их изготовление и извлечение из готового изделия, иметь возможно меньшую массу достаточной жесткости и себестоимость при заданном количестве циклов использования.
Выбор конкретного материала для изготовления оправки кроме технологических аспектов получения и извлечения ее из изделия связан с удовлетворением целого ряда требований:
1) материал оправки должен сохранять свои исходные свойства в процессе отверждения ПКМ (минимальное снижение прочности и жесткости, отсутствие плавления, разложения, возгорания);
2) материал оправки должен быть химически нейтральным к материалу изделия, закладных деталей, а также к герметизирующим, теплозащитным и другим специальным покрытиям изделия, причем химическая нейтральность должна сохраняться не только на этапах изготовления оправки, намотки и отверждения изделия, но и во время удаления технологической оправки из готового изделия;
3) коэффициент термического расширения материала оправки должен быть больше или, по крайней мере, равен коэффициенту термического расширения ПКМ, чтобы обеспечить формирование качественной структуры материала в процессе намотки и отверждения;
4) материал оправки должен быть по возможности дешев, доступен, прост и безопасен при переработке;
5) материал должен проявлять антиадгезионные свойства по отношению к структуре наматываемого ПКМ или, по крайней мере, допускать применение простых и надежных средств снижения адгезии (таких, как обкладка разделительной пленкой, нанесение смазок и др.) и не препятствовать снятию готового изделия с оправки.
Оправки многократного использования выполняют из металла (обычно из алюминиевого сплава) и применяют в крупносерийном и массовом производстве. Эти оправки лучше других приспособлены для создания внутреннего обогрева, без которого часто не обойтись при намотке толстостенных изделий. Их конструкции весьма разнообразны - от простых стержней и труб до чрезвычайно сложных разборных приспособлений, предназначенных для намотки изделий сложной формы и больших габаритов.
Оправки одноразового применения позволяют получать конструкции с весьма малыми полюсными отверстиями, через которые материал оправки удаляется в жидкотекучем состоянии.
Наиболее часто материалом для таких оправок служат спиртопесчаная смесь, гипс и соли с высокой температурой плавления. Также применяются:
- пескоклеевые смеси (песок + поливинилацетатный латекс; песок + поваренная соль + столярный клей);
- гипсопесчаные смеси;
- сплав Вуда;
- воскопарафиновая смесь;
- пенопласт и др.
Дерево, несмотря на доступность и простоту обработки, имеет ограниченное применение в качестве материала оправок, что обусловлено значительным влиянием температуры и влажности воздуха на стабильность размеров и формы.
Полимерные композиционные материалы на основе полиэфирных и эпоксидных смол также могут быть использованы для изготовления технологической оснастки. При этом в состав связующего обычно вводят значительное количество мелкодисперсного наполнителя (кварц, каолин, асбест, опилки и т.д.). Металлический наполнитель позволяет в 10...12 раз увеличить теплопроводность оправки из ПКМ.
По конструктивно-технологическим особенностям оправки для намотки подразделяют на следующие виды:
1) неудаляемые,
2) удаляемые, причем удаляемые оправки могут быть: а) неразборными, б) разборными, в) разрушаемыми.
Неудаляемые оправки остаются после намотки в изделии в качестве его конструкционных элементов. Такими конструкционными элементами могут быть тонкостенные оболочки из металлов, термопластов, резин и т.д., упрочняемые последующей обмоткой каким-либо ПКМ. Однако намотка на упругие оправки может потребовать принятия некоторых технологических мер, например, поэтапная намотка и отверждение, придание жесткости оправкам посредством засыпания в них песка, заполнения водой или газом под давлением.
Неразборные удаляемые оправки изготавливаются, как правило, из одной заготовки материала (чаще металла) с вмонтированной трубчатой осью. Оправки такого вида используются для изготовления цилиндрических и конических деталей средних размеров. Для демонтажа деталей с этих оправок применяются специальные устройства - кабестаны (рис.3.16).
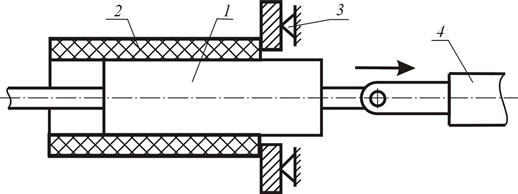
Рис.3.16. Схема устройства для снятия намотанного изделия с оправки:
1 - оправка; 2 - намотанное изделие; 3 - упор; 4 - гидроцилиндр
Разборные удаляемые оправки изготовляются, как правило, из металла. Они представляют собой ряд отдельных секций, собранных на продольной оси - основании - с использованием регулируемых стоек и расчалок. Разборка таких оправок и снятие отдельных секций обеспечивает простой демонтаж намотанной детали, а последующая их сборка - быструю их подготовку к намотке следующей детали.
На рис.3.17 показана разборная металлическая оправка для намотки носовой части гондолы. Она состоит из оси и четырех секторов, которые подкрепляются стойками, опирающимися на ось. Для обеспечения намотки предусмотрены сферические передняя и задняя законцовки.
Разборные оправки широко применяются для намотки конических деталей (рис.3.18).

Рис.3.17. Разборная металлическая оправка: 1 - ось оправки; 2 - секции
оправки; 3 - стойка опорная; 4 - узел соединения секций оправок;
5 - зона стыка секций; 6 - ось разъема; 7 - шпангоут; 8 - законцовки

Рис.3.18. Разборная коническая оправка: 1 - ось; 2 - наборные секции
оправки; 3 - калибровочные шайбы; 4 - стопорное кольцо
К удаляемым оправкам относятся также резиновые пневмооправки (рис.3.19), применяемые для намотки деталей диаметром до 500 мм. Оправка этого вида представляет собой резиновую оболочку, в которой для создания наматываемого изделия создается повышенное давление. После намотки и отверждения воздух стравливается и оправка удаляется через горловину изделия. Иногда используют комбинированные - металлорезиновые или гипсорезиновые оправки, обладающие более высокой жесткостью [21].

Рис.319. Резиновая пневмооправка: 1 - полая ось; 2 - резиновая оболочка;
3 - воздушные каналы
Разрушаемые оправки полностью или частично выполняются из материалов одноразового использования. Удаление их из готового изделия производят путем растворения, вымывания, выплавления, разрушения. В качестве материала для оправок этого типа могут быть использованы пескоклеевые смеси, смесь спирта с песком, гипс, смесь песка с гипсом, сплав Вуда (висмут 50%, свинец 25%, олово 12,5%, кадмий 12,5%), пенопласт, смесь воска, парафина и стеарина (5:3:2), а также другие легкоплавкие или легкорастворяемые материалы. В табл.2.2 приведены основные свойства таких материалов.
Таблица 2.2
| Материал | Температура плавления, К | Разрушающее напряжение при сжатии, МПа |
| Смесь воска, парафина, стеарина | 363...383 | |
| Сплав Вуда | ||
| Ксилит | 363...366 | |
| Парапласт | 427...560* | |
| Гипс | 3,5...17,5 | |
| Песчаная смесь | 473...503* | 8...20 |
| Соли | 80...110 |
Примечание: *- температура разложения.
Температура плавления и прочность на сжатие являются основными критериями при выборе материала оправки для конкретного ПКМ при известных величинах технологических параметров - температуры отверждения и усилий натяжения арматуры в процессе намотки.
Для крупногабаритных конструкций наибольший интерес представляют оправки из спиртопесчаной смеси и гипса, а для малогабаритных изделий - солевые технологические оправки.
Связующим материалом в спиртопесчаных оправках обычно является поливиниловый спирт (ПВС), который в твердом состоянии хорошо растворяется в воде. Оптимальное содержание ПВС обеспечивает достаточную прочность и технологичность, а также приемлемую гигроскопичность оправок в производстве изделий из ПКМ.
Необходимые свойства смесь песка со спиртом приобретает в процессе термической обработки, направленной на удаление воды из раствора спирта. Температура сушки регулируется в пределах 373...423 К, продолжительность - 5...12 ч (в зависимости от размеров оправки). Оправка, обработанная по этому режиму, вымывается потом за 20...30 мин. Если превысить указанные температурно-временные параметры, то на удаление оправки вымыванием потребуется значительно большее время. Это следует иметь в виду, выбирая режимы сушки оправки и последующего отверждения изделия.
Наилучшими технологическими свойствами обладает смесь следующего состава: поливиниловый спирт - 1 масс.ч., песок - 55...57 масс.ч., вода - 6,5...7,5 масс.ч. Визуальным признаком хорошей вязкотекучести смеси является появление мелких пузырьков воздуха во всем перемешиваемом объеме. Жизнеспособность приготовленной таким образом смеси достигает 3 ч, затем смесь загустевает.
Техпроцесс изготовления оправок из спиртопесчаной смеси включает следующие этапы.
1. Подготовка компонентов смеси: очистка речного песка от примесей глины, просеивание (размеры частиц песка не должны превышать 0,5 мм), сушка при 323 К в течение 2 ч или при 443 К в течение 15...20 мин с последующим охлаждением до 353 К; набухание и растворение в воде порошкового ПВС при 293 К в течение 1...2 суток или при 308...318 К в течение 12...16 ч.
2. Подготовка поверхностей разборной пресс-формы из алюминиевых сплавов: очистка от загрязнений, обезжиривание, нанесение слоев антиадгезионной смазки типа К-21 или СКТ (каучук в бензине с соотношением 1:9 масс.ч) с обязательной сушкой каждого слоя при 291...308 К в течение 15...30 мин и нанесение затем защитной смазки ЦИАТИМ-221.
3. Приготовление смеси и формование оправки: перемешивание заданных количеств компонентов смеси в смесителе с подогревом до 333...343 К в течение 20...35 мин, введение смеси в замкнутую полость пресс-формы, подпрессовка и контроль полноты заполнения формы по появлению смеси из выпорных отверстий пресс-формы. Давление подпрессовки составляет до 0,1 МПа.
Количество заливаемой смеси выбирается с учетом припуска на усадку и механическую обработку.
4. Термообработка смеси в пресс-форме с последующим охлаждением.
5. Извлечение оправки из пресс-формы: осуществляется при повышенной температуре, т.к. остывшая оправка трудно извлекается.
Изготовленная оправка имеет твердую гладкую поверхность, исходный цвет песка в ней сохраняется (рис.3.20).
При использовании оправок из гипса с металлическим каркасом последний покрывают марлевыми заготовками, пропитанными жидким раствором гипса (0,5...0,6 л воды на 1 кг гипса) с добавкой 0,1...0,4 г замедлителя отверждения (триполифосфатный натрий). Затем густым раствором гипса (0,3...0,35 л воды на 1 кг гипса) с добавкой 0,2...0,25 г замедлителя замазывают все дефектные места.
Подготовленную таким образом оправку помещают в форму, внутреннюю поверхность которой предварительно смазывают стеарино-керосиновой смазкой (3:7) при 368...373 К и охлаждают до 293 К. В полость между наружной поверхностью оправки и внутренней поверхностью формы заливают потребное количество гипса при включенном вибраторе. Отливку выдерживают в форме 1,5 ч, а после извлечения из формы - 12 ч на открытом воздухе.
После этого проводится предварительная механическая обработка.
Термообработка гипсовой формы проводится по режиму: нагрев до 323 К в течение 2 ч с выдержкой при этой температуре в течение 3 ч; нагрев до 363 К в течение 3 ч с выдержкой 10 ч; охлаждение до 303 К в течение 8 ч.
Далее проводится окончательная механическая обработка оправки.
Отдельные дефекты оправки допускается устранять при по
|
из
5.00
|
Обсуждение в статье: Намотка изделий из ПКМ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы