 |
Главная |


Расчет объема, массы, размеров исходной заготовки
|
из
5.00
|
Исходными заготовками для поковок являются слитки и прокат. Слитки используются для ковки, а для горячей штамповки в основном применяют горячекатанный или специальный сортовой прокат. Масса заготовок для горячей штамповки обычно не превышает 250 кг.
В общем случае объем исходной заготовки из проката
Vзаг=К(Vn+Vпер+Vз+Vкл), (6)
где К-коэффициент, учитывающий угар металла (при пламенном нагреве К= 1,02... 1,03, при индукционном электронагреве К=1,005...1,01);
VKJ] - объем клещевого конца (при штамповке на молотах);
Vкл=Lкл*Fз
где Lкл- расчетная длина клещевины, принимаемая 0,75... 1 от
диаметра или квадрата заготовки;
F3 - сечение заготовки;
Vn - объем поковки определяется по суммарному объему ее
простых элементарных частей;
Vnep - объем перемычки поковки;
Vзг - объем заусенечной канавки.
При штамповке в открытых штампах наиболее широко применяются заусенечные канавки с сечением, приведенным на рис.9.
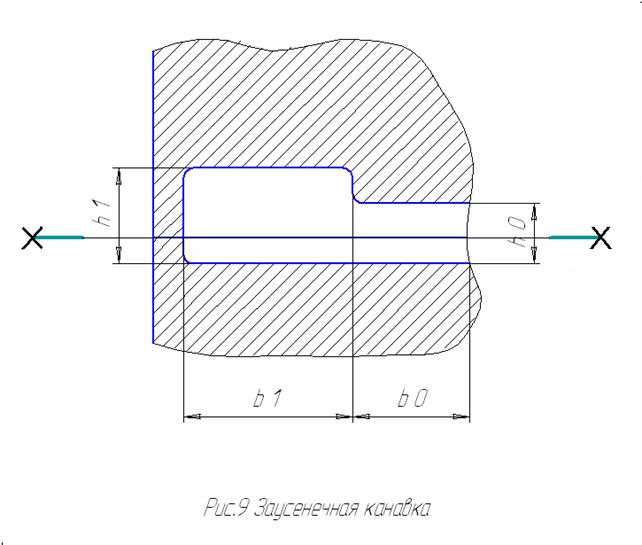
Для установления различных параметров канавки сначала определяется толщина перемычки канавки
H  =0.015
=0.015  (8)
(8)
где Fn - площадь поковки в плане, мм  .
.
Остальные размеры и площадь заусенчной канавки принимаются по табл.П.4.
Объем заусенечной канавки
Vз=KзФnSn, (9)
где К3 - коэффициент заполнения канавки, принимаемый от 0,5 до 0,8;
Фn - периметр заусенца по линии разъема штампа; Sn - площадь сечения заусенечной канавки. Масса исходной заготовки
M=Vзj/1000, (10)
где j- удельный вес материала заготовки.
По расчетному объему исходной заготовки определяют ее диаметргде
Dзаг=1,08  (11)
(11)
Где m- коэффициент, обозначающий отношение длины заготовки к ее диаметру. Коэффициент принимается в пределах от 1,5 до 2,5 (при m >2,5 при осадке заготовок может произойти ее изгиб и образование складок).
Расчетный диаметр заготовки округляется до ближайшего размера из сортамента горячекатанного проката по ГОСТ 2590-88, приведенного в табл.П.2.
Длина заготовки определяется:
 (12)
(12)
Допуски на длину нарезанных заготовок зависят как от размеров заготовки, так и от способа резки, а величина их может составлять от 0,5 до 1% от номинальной длины заготовки.
Выбор оборудования
Выбор кузнечно-прессового оборудования производится по массе падающих частей молота или усилию штамповки, необходимым для выполнения заключительного чистового перехода технологического процесса. Вес падающих частей молота определяется в зависимости от массы поковки по таблицам, приведенным в литературе [1,5]. Усилие штамповки на кривошипно-горячештамповочных, фрикционных, гидравлических прессах, горизонтально-ковочной машине подсчитывают по упрощенным формулам, приведенным в справочнике [1,21]. По данным расчета выбирают ближайший по номинальному усилию тип оборудования.
|
из
5.00
|
Обсуждение в статье: Расчет объема, массы, размеров исходной заготовки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы