 |
Главная |


Оборудование, применяемое при обработке черновых заготовок. Расчёт производительности и схемы организации рабочих мест около станков
|
из
5.00
|
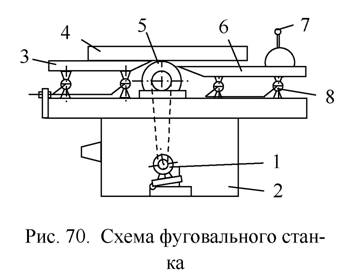 Фуговальный станок
Фуговальный станок
1- двигатель
2- станина станка
3- задний стол
4- направляющая линейка
5- ножевой вал
6- передний стол
7- рукоятка для поднятия/опускания переднего стола
8- система переднего стола
П=(60*U*Kp*Km)/l*m
С2Ф3-3

Рейсмусовый станок
1 – станина
2 – нижние подающие вальцы
3 – стол
4 – верхний принимающий валец
5 – упор
6, 8, 9 – система стружколомания и отсоса стружки
7 – ножевая головка
10 – рифлёный верхний подающий валец
11 – когтевая защита
П=(60*U*Kp*Kck*Km*n)\l*m
см схаму рейсмусового станка
36Интенсификация процесса склеивания. Виды склеивания. В зависимости от вида клеев и применяемого оборудования различают холодное склеивание древесины и горячее склеивание древесины.Склеивание древесины холодным способом исключает нагревание, поэтому отверждение клея и выравнивание влажности является длительным процессом. Сжатие склеиваемых поверхностей осуществляется за счет струбцин, специальных зажимов и вайм. Ваймы относятся к холодному прессовому оборудованию и представляют собой раму с верхним и боковым прижимом. Они используются для склеивания рамочных, щитовых и брусовых конструкций. Несмотря на высокое качество клеевого шва, данный способ имеет низкую производительность и требует значительных производственных площадей, поэтому в условиях массового производства не нашел широкого применения. Интенсификация холодного склеивания древесины может быть осуществлена за счет использования клеев быстрого отверждения – клеев на основе ПВАД. Водная основа таких клеев позволяет им быстро впитываться в древесину, образуя прочные клеевые соединения за счет специальных добавок. Время отверждения таких клеев составляет 15...25 мин, а послепрессовая выдержка — менее 1 ч.С целью увеличения производительности при холодном склеивании древесины используют многовеерные ваймы с конвейерной подачей, которые загружаются несколько щитов. В настоящее время выпускают ваймы, в которых одновременно можно склеивать до 36 щитов. В некоторых случаях для быстрого отверждения клеевого шва к ваймам осуществляется подвод тепла контактным или конвективным способом. При горячем способе склеивания древесины скорость процесса склеивания увеличивается за счет нагревания древесины или клеевого шва. Нагрев древесины для отверждения клея может быть поверхностным и сквозным — для склеивания тонких листовых материалов. Он осуществляется контактным способом при помощи плит пресса, тепло к которым подводится при помощи пара или электричества. В данном случае используются тепловые свойства древесины.Склеивание древесины также возможно за счет предварительно нагретой древесины, на которую наносится слой клея и запрессовывается.Непосредственный нагрев клеевого шва осуществляют в поле токов высокой частоты после сжатия склеиваемых поверхностей. Время отверждения клея составляет 30...40 с. Отверждение клеев — это процесс поликонденсации смол, который можно ускорить за счет увеличения температуры и давления. В зависимости от рецептуры клея температура склеивания может составлять 90...140°С, а время склеивания при горячем прессовании 2...5 мин, при холодном — от 15 мин до 2 ч.В прессах для склеивания заготовок по ширине различают горизонтальное и вертикальное давление, которое обеспечивает получение правильной геометрической формы щита. Вертикальное давление является основным для процесса прессования и может вменяться от 0,6 до 0,8 МПа. Горизонтальное давление является компенсирующим и составляет 0,4 МПа.Влажность при склеивании включает в себя три составляющие, которые необходимо учитывать при выборе режимов: начальная влажность древесины (8±2)%, содержание влаги в клеевых материалах и относительная влажность окружающей среды.Полученные щиты подвергают выдержке с целью выравнивания внутренних напряжений, затем обрезают на форматно-раскроечных станках и при необходимости шлифуют на широколенточных станках. В ряде случаев перед шлифованием реечные щиты для мебели могут направляться на операцию починки для вырезки недопускаемых сучков и удаления смоляных кармашков. Места вырезки сучков заделывают пробками из здоровой древесины, (высверленными поперек волокон, а кармашки заполняют замазкой приготовленной на основе смеси карбамидной смолы с древесной мукой.Виды склеивания:
-склеивание заготовок и деталей их массивной древесины
-склеивание деталей из измельченной древесины
-склеивание с одновременным гнутьем заготовок из шпона и массивной древесины.
-облицовывание пластей и кромок щитовых деталей.
-склеивание при сборочных работах.
38. Технология каширования. Применяемое оборудование, материалы, основные режимы обработки.Каширование – это облицовывание (покрытие) древесностружечной плиты пленкой при помощи дополнительного слоя клея, наносимого на плиту или на пленку.То есть каширование — всего лишь один из конкретных видов технологий облицовывания, для которого характерны два главных отличительных признака: использование для облицовывания рулонных облицовочных материалов и их накатывание на облицовочную поверхность в вальцах. Каширование бывает:1)холодное.2)теплое(в теплом есть камера нагрева).3)горячее(с применением технологии квик-степ).Температура нагрева валов-около 200С.Одним из недостатков процесса каширования явл-ся то,что пленка придавливается валами,появляется волна.Чтобы избежать этого,исп-ся система квик-степ.
39. Технология ламинирования . Схемы сборки пакетов. Применяемое оборудование, материалы, режимы обработки.
Ламинирование – это процесс облицовывания древесных мат-лов бумажно-смоляными пленками, кот. пропитаны смолами с неполной степенью отверждения. Под действием давления и t смола, кот.содержится в пленке, расплавляется, частично выходит на поверхность пленки, и непосредственно контактирует с древ.мат-лом. По истечении опр.времени переходит в твердое состояние.
Ламин-е мож. производиться в однопорлетных и многопролетных прессах (применяются ламинирующин станки)
Схемы формирования пакетов при ламинировании:

1-плиты пресса
2-бумажно-смоляная пленка
3-древесный мат-л (ДСтП или ДВП)
4-гладкий или матовый стальной лист
5 – компенсирующий слой
Режимы ламинирования: способ крепления пленки бывает горячий и холодный. Холодное ламинирование это процесс покрытия без нагрева. Ламинатор при этом процессе выступает в роли пресса. При горячем ламинировании клеевая основа пленки активизируется за счет нагрева и давления прижимных валов ламинатора. Меламиновая смола, содержащаяся в пористой поверхности бумаги, полимеризуется и проникает в структуру ДСП на капиллярном уровне. Образуется однородный поверхностный слой, обладающий высокими технологическими идекоративными свойствами: прочность, водонепроницаемость, долговечность, устойчивость к высоким температурам, износостойкость, гладкость и яркость цветов.
41.В склеенных или облиц-ных заготовках могут быть сдвиги составляющих заготовку элементов,свесы облицовочного материала,кот-е необх-мо удалить,чтобы получить окончательный размер,а в уже сформированных по размеру заготовках необх-мо нарезать шипы,выбрать отверстия,пазы,проушины,подготовить поверхности к отделке.
Комплекс технологич. операций по механич. обработке заготовок после склеивания и облиц-ния,а также заготовок ,прошедших предварительную обработку по сечению и длине,наз-ют вторичной или окончательной обработкой.
Состав и последоват-сть этих операций след-щая:
Формир-ние шипов…………………………………………………………………………………………………………………………………………………………………………………………………………………………………………………….
Станки шипорезные:
-односторонние ШО16-4,ШО15Г-5,ШОТ
-двухсторонние ШД10-8,ШД10-10,ШД16-8
Схема орг-ции рабочего места у одностороннего рамного шипорезного станка ШО16-4:
……………………………………………..
П=(60* Kp*Kм*n) / 2 lk * а
А-кол-во торцов, Kм=0.5
Схема орг-ции рабочего места у двухстороннего рамного шипорезного станка:
…………………………………………..
П=(60* Kp*Kм*n) / 2 lyn
Kм=0.6-0.7
42.Место операций по выборке пазов и сверление отверстий в заготовках на стадии вторичной механической обработке. Применяемое оборудование, схемы организации рабочих мест,расчет производительности.Выборка продолговатых гнезд. Продолговатые гнезда предназначаются для шиповых соединений деталей. Их выполняют на горизонтальных сверлильно-пазовальных станках СВПГ-2,СВПГ-2А,СВПГ-3(шпиндель располагается горизонтально), вертикальных сверлильно-пазовальных СВП-2,СВА-2,СВА-2М и цепнодолбежных ДЦЛ,ДЦА-4. Схема организации рабочего места у цепнодолбежного станка ДЦА-3:
Сверление отверстий. Для сверления отверстий используют одно- и многошпиндельных вертикально-(СВА-2 и СВП-2) и горизонтально-сверлильные(СВПГ-2) станки,многошпиндельные комбинированные вертикально-горизонтально-сверлильные(СГВП-1) станки серийного произв-ва.32мм-расстояние между сверлами. Черные сверла вращаются по часовой стрелке,красные-против. Схема организации рабочего места у сверлильного станка СГВП-1А:
П=  – для расчета одношпиндельных станков. t0-время для высверливания одного отверстия; Z-кол-во отверстий.
– для расчета одношпиндельных станков. t0-время для высверливания одного отверстия; Z-кол-во отверстий.
П=  - для многошпиндельных. а-кол-во проходов заготовки через станок; tц- время цикла.
- для многошпиндельных. а-кол-во проходов заготовки через станок; tц- время цикла.
Схема организации рабочего места одношпиндельного вертикально-сверлильного станка СВА,СВП:
Шлифование
Назначение операции – подготовка операции др-ны и древесных мат-лов к отделке,яв-ся завершающим этапом вторичной механич. обработки.
Шлифование выполняют на различном шлифовальном оборудовании:ленточных шлифовальных станках со свободной лентой(ШлСЛ-3),с неподвижным (ШлСН)и подвижным столом (ШлПС-7),шлифовальных барабанных(ШлЗЦ) и щеточных станках,станках с диском и бобиной(ШлДБ),широколенточных проходного шипа,лепестковом и др.
Показ-ль шероховатости поверхности др-ны ,подготовленной к отделке не должен превышать 16 мкм.В связи с высокими требованиями к кач-ву поверхности производят трехразовое шлифование шлифованными шкурками различной зернистости (№25-16,№12-10,№8)
Схема с неподвижным столом:
………………………………….
П=(60* U*Kp*Kм) / l* а
Схема с подвижным столом:
………………………………….
П =(60* Kp*Kм*n) / tц *m*z
Сборка изделий
-предварительная сборка (собираются сборочные ед-цы – дверцы,ящики и др.)
-общая сборка(формир-ется корпус и к нему крепятся основные детали и сборочные ед-цы)
Процесс общей сборки можно разделить на 4 этапа:
1)форм-ние корпуса изделия (шкафа,тумбы,дверной или оконной коробки и др.)
2)крепление к корпусу неподвижно соединяемых с ним узлов и деталей,кот-е придают изделию устойчивость (задняя стенка,направляющие ходовые бруски и др.)
3)крепление к корпусу подвижно соединяемых с ним частей (дверок,ящиков и др.)
4)внешнее оформление изделия (крепление деталей декоративного назначения и фурнитуры)
При сборке корпусов исп-ется устройство СТАПЕЛЬ.
Конвейерную сборку выполняют на последовательно размещенных специализированных рабочих местах.
Сборочным конвейером наз-ют транспортное устройство,кот-е служит для перемещения деталей,сборочных ед-ц и изделий от одного рабочего места к другому.
Наиболее эф-тивно объединять конвейерную сборку со сборкой на стапелях.
№49 Характеристика основных лакокрасочных материалов применяемые в производстве мебели.
Виды защитно-декоративных покрытий
Эксплуатационные свойства покрытий определяются в основном свойствами применяемых материалов. В зависимости от вида материалов и технологии отделки различают покрытия лакокрасочные, пленочные и комбинированные, т. е. с использованием пленки и лакокрасочного материала.
По декоративным свойствам различают покрытия прозрачные и непрозрачные, т. е. скрывающие цвет и строение отделываемой поверхности. Формируют покрытия методом последовательного нанесения на поверхность различных материалов.
В зависимости от рода основного пленкообразующего материала лакокрасочные покрытия делятся на семь групп: полиэфирные (ПЭ), полиуретановые (УР), меламинные (МЛ), полиакриловые (АК), мочевинные (МЧ), нитроцеллюлозные (НЦ), пентафталевые (ПФ). В зависимости от показателей внешнего вида группы лакокрасочных покрытий подразделяются на две подгруппы: А - покрытия с открытыми порами и Б - покрытия с закрытыми порами, в том числе непрозрачные. Группа покрытий, образованная материалами на основе пропитанных бумаг, в зависимости от применяемого пропиточного материала и покровного лака делится на три подгруппы: А
-меламиноформальдегидные и мелами-нокарбамидоформальдегидные, карбамидоформальдегидные и их модификации, полиэфирные; Б и В - карбамидоформальдегидные модифицированные с лаковым покрытием.
Лакокрасочный материал – продукт обладающий способностью при нанесении тонким слоем на изделие образовывать на поверхности защитную или декоративную пленку.
Лакокрасочное покрытие - покрытие, сформировавшееся на поверхности изделия после нанесения одного или нескольких слоев ЛКМ и обладающее достаточной адгезией к подложке.
Лак - раствор пленкообразующих веществ в органических растворителях, или воде, образующий после отверждения(высыхания) прозрачную (кроме битумного лака), твердую, однородную пленку.
Эмали и краски предназначаются для получения верхних слоев покрытия, к которым предъявляются высокие и разнообразные требования по декоративности и стойкости к воздействию внешних факторов.
Употребляемые термины "краска" и "эмаль" достаточно близки, но не тождественны.
Эмаль – суспензия пигментов, наполнителей и целевых добавок в лаке, образующая после высыхания непрозрачную твердую пленку с различным блеском и фактурой поверхности.
По физико-механическим характеристикам пленок (твердости, эластичности) и защитным свойствам эмали превосходят масляные и воднодисперсионные краски. Эмали, содержащие, как правило, большое количество пленкообразующего и малое количество наполнителя, обладают повышенной декоративностью.
Наиболее распространенные лакокрасочные составы (лаки и краски) имеютследующие обозначения: глифталевые — ГФ, пентафталевые — ПФ, полиэфирныененасыщенные — ПЭ, фенольные — ФЛ, мочевинные — МЧ, кремнийорганические —КО, эпоксидные — ЭП, поливинилхлоридные и перхлорвиниловые — ХВ,полиакриловые — АК, поливинилацетатные — В А, алкидно- и масляностирольные— МС, нитроцеллюлозные — НЦ и др.Третья группазнаков определяет назначение лакокрасочного состава и обозначается однойцифрой: 1 — для наружных работ, 2 — для внутренних работ, а также Четвертая группа знаков определяет порядковыйномер, присвоенный данному материалу, пятая группа знаков — цвет краски(обозначается словами). Сокращенные обозначения для различных лаков и красок, таким образом,имеют следующий вид: краска масленая коричневая для наружных работ краска МА-11 коричневая эмаль голубая нитроцеллюлозная для внутренних работ эмаль НЦ-25 голубая эмульсионная краска поливинилацетатная серая для внутренних работ краска эмульсионная ВА-2450. Нанесение лакокрасочных материалов(ЛКМ) вальцами
Нанесение выполняют за один или несколько проходов в зависимости от
требуемой толщины покрытия, с одной или с двух сторон. ЛКМ наносится на
поверхность с помощью вращающегося вальца. Материал попадает на наносящий
валец из ванны с помощью питательного и дозирующего вальцов или из
промежутка между дозирующим и наносящим вальцами.
Схема вальцового лаконаносящего станка:
1 - лаконаносящий валец; 2 -ракель; 3 - дозирующий валец; 4 - прижимной
ролик; 5 - ленточный конвейер;
6 - приводной валец; 7 - слой лакокрасочного материала на поверхности
отделываемой детали
По конструкции станки бывают разными. Вальцовым методом можно наносить
красители, грунтовки, шпатлевки, лаки, печатные рисунки. Для крашения щитов
применяют станки марок КЩ, КЩ-9, для нанесения грунтовок, шпатлевок и лаков
— отечественные станки МЛН1.03, ВЩ9-1, ОД-58, ШПЩ-9, а также импортные.
Применяют валики разных конструкций и размеров, с коротким или длинным ворсом (иногда вместо меха используют поролон или губчатую резину).
Нанесение лакокрасочных материалов валиками ограничивается плоскими поверхностями; в случае более сложных поверхностей его сочетают с окраской кистями.
Характеризуются средней производительностью , незначительные потери материала, возможность нанесения материалов различной вязкости, очень тонких слоев, а также легкая встраиваемость станков в автоматические линии.
Нанесение лакокрасочных материалов методом плоского налива
Плоский налив получил широкое распространение, так как он
обеспечивает высокую производительность. За одну операцию можно нанести
большое количество материала при сравнительно высокой вязкости, т. е. с
малым расходом растворителей. Метод налива имеет небольшие потери ЛКМ,
правда, он не обеспечивает нанесение малых расходов лака за один проход
(менее 90 г/м2), а при встраивании лаконаливных машин в линии требуется
применение специальных систем для разгона и торможения деталей, поскольку
скорость в машине выше, чем в линии.
Сущность нанесения ЛКМ методом налива состоит в том, что уложенные
на движущийся конвейер плоские детали проходят через завесу жидкого
материала, который вытекает из наливной головки. Завеса отделочного
материала может быть образована различными способами, в зависимости от
схемы головок лаконаливных машин (рис. 6).
Рис. 6.его нету
Схема образования завес отделочного материала: а - вытекание из донной
щели; б - переливание через сливную плотину; в — переливание со сливной
плотины со стенанием с экрана; 1 - деталь; 2 - экран; 3 - лакоподающая
труба; 4 - покрытие; 5 - конвейер; 6 - лоток; 1 - корпус головки; 8 -
сливная плотина; 9 - перегородка; 10 –фильтр
Головка помещается в передней части машины и может подниматься или опускаться на определенную высоту в зависимости от толщины отделываемых деталей. В головку при помощи насоса подается лакокрасочный материал определенной вязкости, прошедший предварительно несколько фильтров. В нижней части резервуара имеется щель для вытекания лака. Ширина щели регулируется в зависимости от заданной толщины лакокрасочлого слоя. Для нанесения покрытия деталь на ленточном транспортере подается со скоростью от 40 до 120 м/мин под щель разливочной головки и обливается лаком. Излишний лак стекает в канавки, расположенные под транспортером, и собирается в лакокрасочном баке, откуда вновь подается насосом в разливочную головку.
Наливочные машины выпускаются с одной и двумя разливочными головками и лакоподающими системами. Машины двухголовочные удобны для нанесения двухкомпонентных, в частности полиэфирных парафинсодержащих лаков. Достоинствами нанесения лакокрасочных материалов методом налива являются высокая производительность, отсутствие потерь лака или краски, возможность использования лаков с высоким содержанием сухого остатка и повышенной вязкости, а также полной автоматизации отделочных операций.
51.Нанесение лакокрасочных материалов методом протягивания.Сущность метода заключается в протягивании отделываемых деталей через отверстия в закрытой ванне, форма и размеры которых соответствуют сечению деталей.Для исключения утечки лака детали должны подаваться торец в торец.Такой способ применим для длинномерных изделий с постоянным поперечным сечением(карандаши,плинтусы,карнизы,круглые палки,расклады по стеклу и др.) Способ протягивания производителен, достаточно экономичен, позволяет механизировать и автоматизировать отделочные работы ,однако имеют большие ограничения по форме покрываемых изделий.
Методом струйного облива.Особенностью способа является нанесение краски с избытком, который должен стечь с изделия под влиянием силы тяжести. Так как стекание происходит медленно и сопровождается испарением из краски растворителей, то вязкость стекающего слоя непрерывно повышается , что приводит к образованию неравномерных по толщине покрытий.Они всегда толще в нижней части изделия а на нижней ее кромке образуются натеки в виде капель Продолжительность стекания в основном определяется вязкостью лакокрасочного материала и скоростью испарения входящих в ее состав растворителей. Поэтому этот способ можно применить для создания медленносохнущих покрытий и только в тех случаях когда к качесву покрытий не предъявляется высоких требований Способом струйного облива грунтуют и окрашивают изделия узлы или детали из древесины и древесных материалов, к которым не предъявляют высоких требований по качеству отделки: оконные и дверные блоки детали комбайнов тракторов. Недостатки: громоздкость установок и повышенный расход расворителей достигающий в некоторых случаях 150 -200% от количества применяемых лакокрасочных материалов.
Нанесение лакокрасочных материалов во вращающихся барабанах Метод заключается в том ,что детали округлой формы( рукоятки, для инструментов, биллиардные шары, шахматные фигуры и др) первоначально окунают в лак или краску в металлической корзине, а затем высыпают в барабан снабженный мелкими отверстями на боковых стенках.Для нанесения лакок-х мат-ов этим способом лучше использовать быстровысыхающие лаки и краски (нитроцеллюлозные,спиртовые) . Нанесение покрытий в барабанах экономичный и высокопроизводительный метод.Однако его можно применять только для мелких и простых по форме деталей
|
из
5.00
|
Обсуждение в статье: Оборудование, применяемое при обработке черновых заготовок. Расчёт производительности и схемы организации рабочих мест около станков |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы