 |
Главная |


Или скорость сварки можно определить по формуле
|
из
5.00
|
Uсв=A/Iсв ,(5.9)
где А-коэффициент, назначается по табл. 6.
Диаметр электродной проволоки назначается в зависимости от толщины свариваемого металла, согласно табл.5.
Таблица 5
| S, мм | |||||||
| dэл , мм | 3 – 4 | 4 – 5 | 4 – 5 |
Значение коэффициента А при сварке под флюсом выбирают по табл.6.
Таблица 6
| dэл ,мм | ||||
| А, Ам/ч | (11 – 13)103 | (13 – 16)103 | (18 – 22)103 | (22 – 30)103 |
|
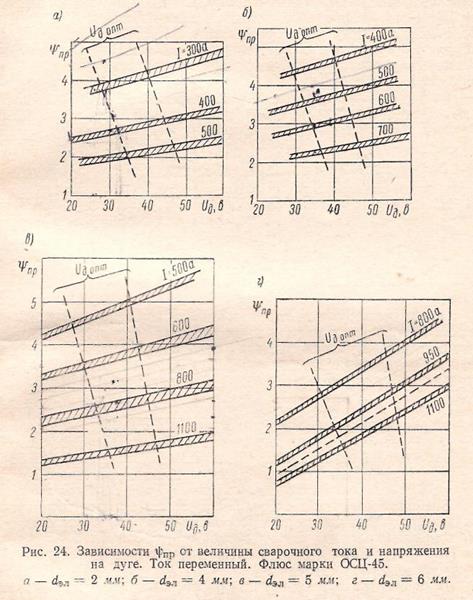
Зная величину сварочного тока и диаметр электродной проволоки, по кривым рис. 24 устанавливают оптимальное напряжение на дуге Uд и определяют коэффициент формы провара  при данном режиме сварки или
при данном режиме сварки или
Uд=20+0,05Iсв/ dэл0,5; (5.10)
Погонная энергия сварки
qn=8,64Iсв·Uд·hи /Vсв(5.11)
где hи-эффективный к.п.д. процесса сварки под флюсом, принимается 0,9.
Скорость подачи сварочной проволоки
Vnn=4·αн·Iсв/π dэл2 ρ, (5.12)
где αн – коэффициент наплавки, г/Ач;(приложение 5)
После этого рассчитывают фактическую глубину провара по формуле (5.13) для малоуглеродистой стали при сварке стыкового бесскосного соединения и нулевом зазоре в стыке.
h =0,0156√g/ ψпрVсв (5.13)
Определив глубину провара h, по формуле  , находят ширину шва b.
, находят ширину шва b.
Теперь надо рассчитать коэффициент формы валика 
Для этого определяют площадь наплавки Fнпо формуле
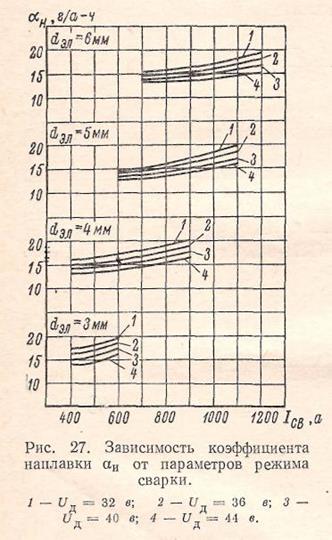
Fн= αн Iсв/100pVсв (5.14)
при этом αн выбирается по рис.27,
а p - удельный вес - для низкоуглеродистой стали 7,8 г/см3
|
Высота валика определяется по формуле
с = (1,35÷1,40) Fн/b (5.15)
После этого находят коэффициент формы валика 
Значение коэффициента формы валика ψв должно быть в пределах от 7 до 10. Значение ψв<6 даст высокие и узкие швы с резким переходом от основного металла к металлу шва. При этом концентрация напряжений в месте перехода от основного металла к шву может вызвать при знакопеременных нагрузках появление усталостных трещин. При ψв>12 швы получаются слишком широкие и низкие. В этом случае излишне расплавляется основной металл. Кроме того, вследствие колебаний уровня жидкого металла ванны могут возникать местные уменьшения сечения шва и на отдельных участках сечение шва может оказаться меньше сечения основного металла.
Если в результате расчета оказывается, что ψв<7, то необходимо делать разделку, чтобы убрать в нее излишнее количество наплавленного металла.
Одновременно следует иметь в виду, что при разделке глубина провара, определенная по формуле 5.13, изменится. Это следует учитывать при дальнейшем ходе расчета.

|
Как известно, согласно экспериментальным данным С.А. Островской, профиль провара при одном режиме сварки остается практически неизменным независимо от типа шва. То есть - тип шва, зазоры или разделка влияют главным образом на соотношение долей основного и наплавленного металла, а контур провара во всех случаях практически одинаков (рис. 31).
Во всех случаях при неизменном режиме общая высота шва остается постоянной как при наплавке, так и при сварке в стык без разделки и с разделкой кромок, а также при сварке угловых швов: Н =h +с =const (5.16)
Поэтому соотношения между основными размерами шва, определенные для сварки в стык без зазора, могут быть пересчитаны, если на этом же режиме сваривается соединение в стык с разделкой кромок или при наличии зазора.
Этот пересчет производится следующим образом. Зная h, b, с и Fн при сварке на данном режиме cтыкового шва без зазора и размеры разделки (глубину f и угол разделки α0 – см. рис. 17), находят площадь разделки по формуле
F= f2tg a/2
Тогда площадь валика при разделке будет
Fв= Fн – Fр
Зная площадь валика Fв, можно найти высоту валика при разделке согласно формуле с/ = (1.35 ÷ 1,4) F/b
Имея в виду, что Н = const [см. формулу (5.16)], можно определить и фактическую глубину провара при разделке:
h/ = Н - с/ (5.17)
Если размеры разделки не заданы, а при сварке в стык без разделки ψв<7, то производится расчет размеров разделки в следующем порядке:
Задаются желаемой величиной коэффициента формы валика ψв' (в пределах 7-10) и, полагая, что ширина шва при разделке остается практически неизменной, определяют площадь валика Fв по формуле
Fв =(1/1,35 ÷ 1/1,4) b с/ = (0,74 ÷ 0,715) b2 с/ /b = (0,74÷0,715) b2/ψв (5.18)
Тогда необходимая площадь и глубина разделки определятся как:
Fр= Fн – Fв (5.19)
f =√ Fр/ tg a/2
где α — угол разделки, который обычно принимают равным 50 - 60°.
Определив таким образом режим сварки с первой стороны и основные размеры получающейся при этом части шва, в соответствии с формулой (5.3) назначают глубину провара для сварки со второй стороны.
Затем производят расчет режима сварки и основных размеров сечения шва, как было показано выше.

|
С целью расширения диапазона толщин, свариваемых в стык без скоса кромок, сборку под сварку в некоторых случаях производят с заранее заданным зазором в стыке (рис. 32).
При этом часть наплавленного металла размещается в зазоре, высота валика уменьшается, а глубина провара увеличивается.
При определении глубины провара при сварке стыковых соединений с заранее заданным зазором сначала находят глубину провара, ширину шва, высоту валика и общую высоту шва, которые имели бы место при сварке на этом режиме стыкового соединения без зазора.
Затем определяют высоту валика с' с учетом размещения части наплавленного металла в зазоре (рис. 32).
В этом случае общая площадь наплавленного металла
Fн = Н·а ÷ 0,73 с/ b - с/а
Отсюда с/= (Fн - Н·а)/ ( 0,73 b – а) (5.20)
Определив с', в соответствии с формулой (5.21) находят h'.
h/ = Н - с/ (5.21)
Расчет режима сварки завершен.
Выполняется эскиз подготовки кромок, эскиз выполненного шва и таблица полученных результатов.
|
из
5.00
|
Обсуждение в статье: Или скорость сварки можно определить по формуле |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы