 |
Главная |


Исследование надежности отделения прессования мусороперегрузочной станции
|
из
5.00
|
Также был проведен анализ отказов прессов неутилизируемых остатков 3 линий цеха прессования ТБО. Наиболее критичными были отказы вязального устройства (износ втулок, поломка игл) и камеры прессования (выход их строя роликов плиты прессования).
Для перехода к технологическим характеристикам было использовано следующее соотношение:
 , (49)
, (49)
где t – наработка на отказ, ч; m – масса одного тюка, кг; G – производительность одной линии, кг/ч.
N показывает количество брикетов за период времени t, равный наработке на отказ. [ ]
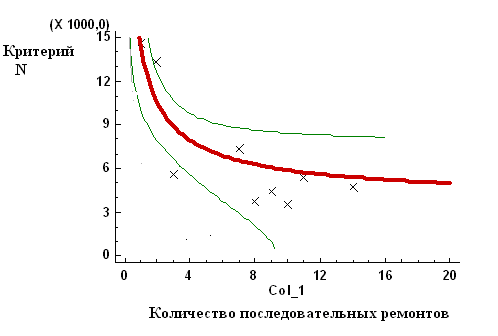
Рис. 9 - Тренд для камеры прессования №3
Наиболее эффективной для описания временного ряда наработок является модель вида Y=√(-a+b/X),
где а - 0,0064, b - 0,104, X- количество последовательных отказов, Y – критерий H.
Коэффициент корреляции r=0,556031
Коэффициент детерминации r2=30,9171 %
Стандартная ошибка оценки Δ=314,03. [14]
Таблица 11 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 330,939 | 803,26 |
| Стандартная ошибка | 116,296 | 346,618 |
| t-статистика | 2,84566 | 2,31742 |
| P-значение | 0,0147 | 0,0389 |
Таблица 12 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 529605,0 | 529605,0 | 5,37 | 0,0389 | |
| Остаток | 1,18338E6 | 98615,0 | |||
| Итого | 1,71299E6 |
Вязальное устройство пресса № 1.
Наиболее эффективной для описания временного ряда является модель вида Y=1/(a+b/X).
Коэффициент корреляции 0,686579
Коэффициент детерминации 47,1391 %
Стандартная ошибка оценки 0,00162175

Рис. 10 -Тренд для вязального устройства пресса № 1
Таблица 13 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 0,000563658 | 0,004088 |
| Стандартная ошибка | 0,00135248 | 0,00249978 |
| t-статистика | 0,41676 | 1,63563 |
| P-значение | 0,7049 | 0,2004 |
Таблица 14 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 0,00000703621 | 0,00000703621 | 2,68 | 0,2004 | |
| Остаток | 0,00000789027 | 0,00000263009 | |||
| Итого | 0,0000149265 |
Вязальное устройство пресса № 2.
Наиболее эффективной для описания временного ряда является модель вида Y=(a+b*X)2.
Коэффициент корреляции 0,394606
Коэффициент детерминации 15,5714 %
Стандартная ошибка оценки 11,7193.

Рис. 11 -Тренд для вязального устройства пресса № 2
Таблица 15 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 8,16144 | 1,02128 |
| Стандартная ошибка | 6,14563 | 0,635566 |
| t-статистика | 1,32801 | 1,60688 |
| P-значение | 0,2054 | 0,1304 |
Таблица 16 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 354,622 | 354,622 | 2,58 | 0,1304 | |
| Остаток | 1922,77 | 137,341 | |||
| Итого | 2277,4 |
Вязальное устройство пресса № 3.
Наиболее эффективной для описания временного ряда является модель видаY=a+b/X.
Коэффициент корреляции 0,309943
Коэффициент детерминации 9,60645 %
Стандартная ошибка оценки 612,567.
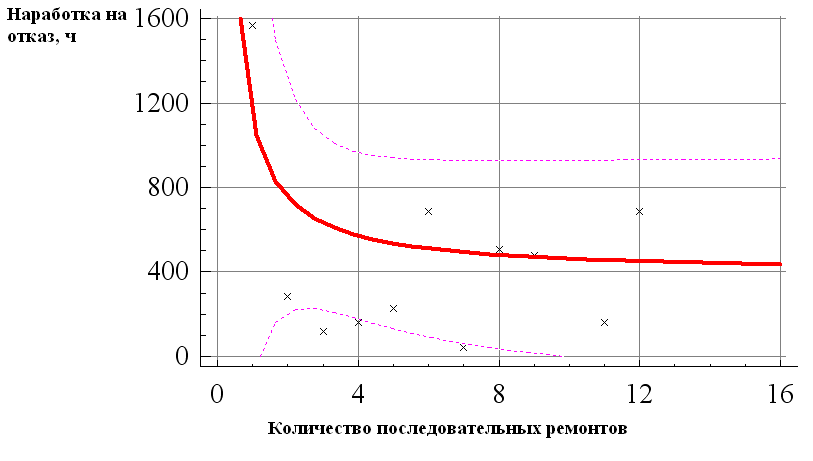
Рис.12 -Тренд для вязального устройства пресса № 3
Таблица 17 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 390,916 | 723,183 |
| Стандартная ошибка | 253,339 | 701,5176 |
| t-статистика | 1,54266 | 1,03089 |
| P-значение | 0,1539 | 0,3269 |
Таблица 19 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 398779,0 | 398779,0 | 1,06 | 0,3269 | |
| Остаток | 3,75238E6 | 375238,0 | |||
| Итого | 4,15116E6 |
В основном для рассматриваемого оборудования тренды возрастающие, но некоторые значения наработок на отказ ниже реально достижимых (например, сравнение работы вязального устройства пресса №1 и №2), что может говорить о нарушениях в условиях эксплуатации и некачественно проводимых ремонтных работах. Убывающие тренды (конвейер №4 и камера прессования №3) свидетельствуют о неполном восстановлении работоспособности оборудования, что, в свою очередь, говорит о необходимости повышения качества ремонтных работ, а то и замене некоторых деталей. Но при этом стоит учесть, что для обозначенного оборудования тренды, несмотря на общий убывающий характер, во второй половине выходят на квазистационарный уровень, то есть значения последующих наработок несильно отличаются от предыдущих.
Как правило, на производстве применяется принцип резервирования: наличие резервной линии или запас по мощности на технологической линии (оборудование может краткосрочно работать с большей производительностью или принят некоторый коэффициент загрузки оборудования). На рассматриваемом МПК одна линия сортировки и одна линия прессования являются резервными. На основании проведенного анализа можно рекомендовать перевести в «горячий резерв» конвейер №4 и пресс №3.
Как показал анализ, среднее время наработки на отказ значительно меньше запланированного межремонтного периода. Поэтому вклад внеплановых ремонтов в затраты на поддержание работоспособности оборудования может оказаться существенным. В связи с этим видится логичным внесение корректировок в план ППР, поскольку своевременно проведенные профилактические работы и замена износившихся деталей может помочь избежать появления отказов. [9]
Количественные и качественные результаты анализа надежности
Таблица 20 - Прогноз показаний значений надежности
| Вязальное устройство | Камера прессования | |||||
| Пресс №1 | Пресс №2 | Пресс №3 | Пресс №1 | Пресс №2 | Пресс №3 | |
| Суммарное значение наработки, ч | ||||||
| Среднее значение за период наблюдений, ч | ||||||
| Прогнозное значение, ч |
Таблица 21 - Качественные результаты анализа надежности
| Наименование оборудования | Изменение наработки на отказ в период наблюдения | Изменение времени восстановления в период наблюдения | Вывод | |
| Пресс №1 | Вязальное устройство | Возрастающий тренд | Считаем, что квазистационарно | Качество ремонтных работ соответствует всем необходимым требования. |
| Камера прессования | Возрастающий тренд | Считаем, что квазистационарно | ||
| Пресс №2 | Вязальное устройство | Возрастающий тренд, однако значения наработки в 1,2-1,5 раза ниже реально достижимых | Считаем, что квазистационарно | Значения наработки достаточные для экономически эффективной эксплуатации линии |
| Камера прессования | Квазистационарно, однако значения наработки в 1,5-2 раза ниже реально достижимых | Считаем, что квазистационарно | Необходимо повысить требования к качеству ремонтных работ и привести реальные условия эксплуатации оборудования в соответствии с номинальными | |
| Пресс №3 | Вязальное устройство | Возрастающий тренд, однако значения наработки в 1,5-2 раза ниже реально достижимых | Считаем, что квазистационарно | Целесообразно перевести в «горячий резерв», более интенсивно эксплуатируя конвейер №2. Необходимо повысить требования к качеству ремонтных работ и привести реальные условия эксплуатации оборудования в соответствии с номинальными. |
|
из
5.00
|
Обсуждение в статье: Исследование надежности отделения прессования мусороперегрузочной станции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы