 |
Главная |


Исследование надежности оборудования печи кипящего слоя МСЗ
|
из
5.00
|
Рассмотрим МСЗ, на котором сжигание осуществляется в печи кипящего слоя. Подача отходов в кипящий слой осуществляется специальными двухшнековыми питателями. Для разогрева материала кипящего слоя и топки при пуске и для поддержания температуры в слое и топке используются 4 газовые горелки. Температура в слое поддерживается около 650°С. Выгрузка золы осуществляется разгрузочными водоохлаждаемыми шнеками.
Для удобства сравнения качества работы подобных устройств перейдем от часовой наработки на отказ к параметру Z. Для перехода используем следующее соотношение:
| Z=60*G*t, (50) где Z – количество тонн шлака, за период работы, равный времени наработки на отказ; t – наработка на отказ, ч; G – производительность шнека, т/ч |
В таблице 89 приведены средние и прогнозные значения наработки на отказ и параметра Z. Прогнозные значения наработок определялись как интервальные оценки с вероятностью попадания значения наработки на отказ в данный интервал 95 %. [9 ]
Таблица 22- Средние и прогнозные значения наработки на отказ и параметраZ
| Шнек выгрузки печи №1 | Шнек выгрузки печи №2 | Шнек выгрузки печи №3 | |
| Среднее значение в период наблюдений, ч | |||
| Прогнозное значение, ч | 190-890 | 286-905 | 330-1080 |
| Критерий Z, тонн шлака |
Таблица 23 Распределение наработки на отказ для шнековый выгрузки
| Закон распре-деления | Шнек выгрузки №1 | Шнек выгрузки №2 | Шнек выгрузки №3 | |||
| Параметры закона распреде-ления | Уровень значимости | Параметры закона распределе-ния | Уровень значимости | Параметры закона распределе-ния | Уровень значимости | |
| Вейбулла | α-параметр формы 0,7730 β-параметр масштаба 612,859 | 0,9703 | α-параметр формы 0,8748 β-параметр масштаба 705,047 | 0,9230 | α-параметр формы 0,9458 β-параметр масштаба 893,997 | 0,8435 |
В качестве критерия, подтверждающего правильность выбора закона распределения, принимается критерий Колмогорова. Если уровень значимости по статистике Колмогорова больше 0,05, то выборка подчиняется выбранному закону распределения.
Из таблицы 23 видно, что распределение наработки на отказ для шнеков выгрузки подчиняется закону Вейбулла. Это распределение непрерывной случайной величины, которая может принимать только положительные значения с плотностью вероятности:
 (51)
(51)
функция распределения:
 (52)
(52)
и вероятность безотказной работы:
 (53)
(53)
Оно хорошо описывает отказы механических систем в начальный период эксплуатации и отказы из-за усталостных разрушений.
Немаловажным фактом для надежности оборудования является частота технических осмотров и капитального ремонта. Данные по отказам, усталостные разрушения, износ деталей учитываются при составлении графика планово-производственных работ (ППР).
Как правило, для составления графика ППР используют усредненные значения наработок на отказ, не принимая во внимание индивидуальные параметры (качество монтажа и ремонта, условия эксплуатации и т. д.). Поэтому может возникнуть ситуация, когда число внеплановых ремонтов будет велико. Для исследуемого оборудования согласно графику ППР остановка и полный осмотр с заменой износившихся деталей происходит примерно раз в год. С учетом коэффициента загрузки в среднем между циклами данное оборудование работает 6500 часов. На графике распределения плотности вероятности это определяет зону предельных состояний. Это та область, в которой работает оборудование по существующему графику ППР, т.е. ее величина равна времени между двумя последующими плановыми ремонтами. При этом из рис. 13 видно что, вероятность безотказной работы приобретает значения от 0,5 до 0,25, т. е. велика вероятность того, что в течение заданного периода потребуются внеплановые ремонты. Следовательно, более предпочтительным является уменьшение периода между плановыми ремонтами. Например, в случае вероятности безотказной работы, равной 0,5, время цикла будет примерно 2500 часов для ТЛ-1. Так формируется зона приемлемых условий, т.е. та область, которая соответствует выбранной вероятности безотказной работы, удовлетворяющей предъявленным требованиям к надежности оборудования. Таким образом, если зона приемлемых условий работы меньше зоны предельных состояний, необходима корректировка графика ППР. [13]
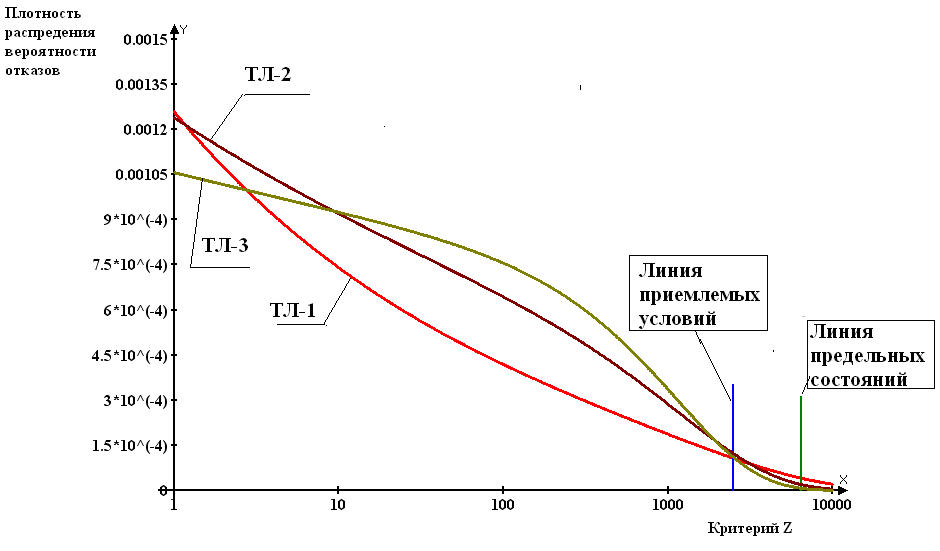
Рис. 13 - Распределение плотности вероятности отказов для шнеков выгрузки золы и шлака
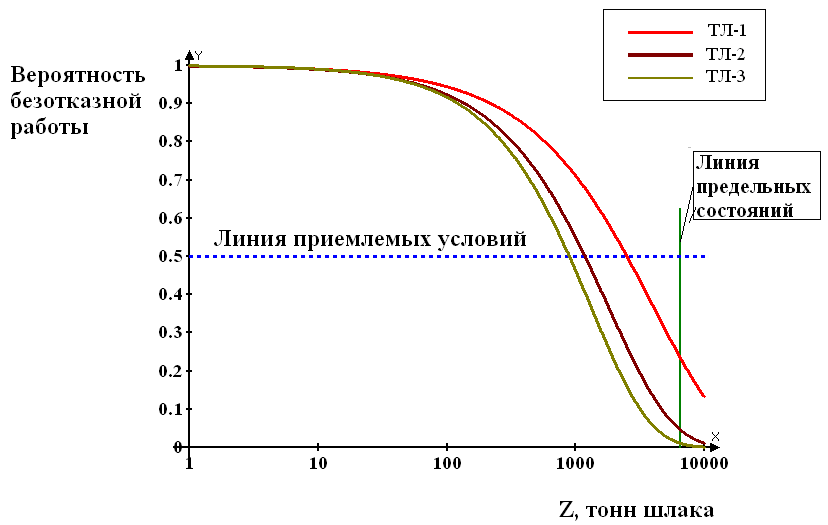
Рис. 14 - График вероятности безотказной работы для шнеков выгрузки золы и шлака
Интересен еще и тот факт, что разброс в средних значениях наработок на отказ для аналогичного оборудования может оказаться значительным. Если на примере устройств выгрузки золы и шлака это не так явно, то для шнека загрузки ТБО в печь это значимо, что проиллюстрировано таблицей 75.
Для анализа отказов шнеков загрузки использовалось следующее предположение: из-за малого количества данных за рассматриваемый период для ТЛ-2 и ТЛ-3, было принято, что закон распределения наработок на отказ – экспоненциальный, так как при установившемся режиме работы технического объекта часто подчиняются экспоненциальному закону распределения. [14 ]
Для экспоненциального закона распределения интенсивность отказов является константой и вычисляется по формуле:
(54)
Для ТЛ-2: Тср = (47+248+4585+2697)/4 = 1894 ч
λ = 1/1894 = 0,000528 ч-1
Для ТЛ-3: Т = 10832 ч
λ = 1/10832 = 0,000092 ч-1
Таблица 24. Вероятность безотказной работы шнековый загрузки ТБО
| Шнек загрузки №1 | Шнек загрузки №2 | Шнек загрузки №3 | |
| Среднее время работы, ч | |||
| Критерий Z, тонн ТБО | 10840,5 |
Соответственно, и корректировку графика ППР необходимо проводить для каждой единицы оборудования индивидуально.
Для анализа отказов шнеков загрузки использовалось следующее предположение: из-за малого количества данных за рассматриваемый период для ТЛ-2 и ТЛ-3 было принято, что закон распределения наработок на отказ – экспоненциальный, так как при установившемся режиме работы технического объекта часто подчиняются экспоненциальному закону распределения.
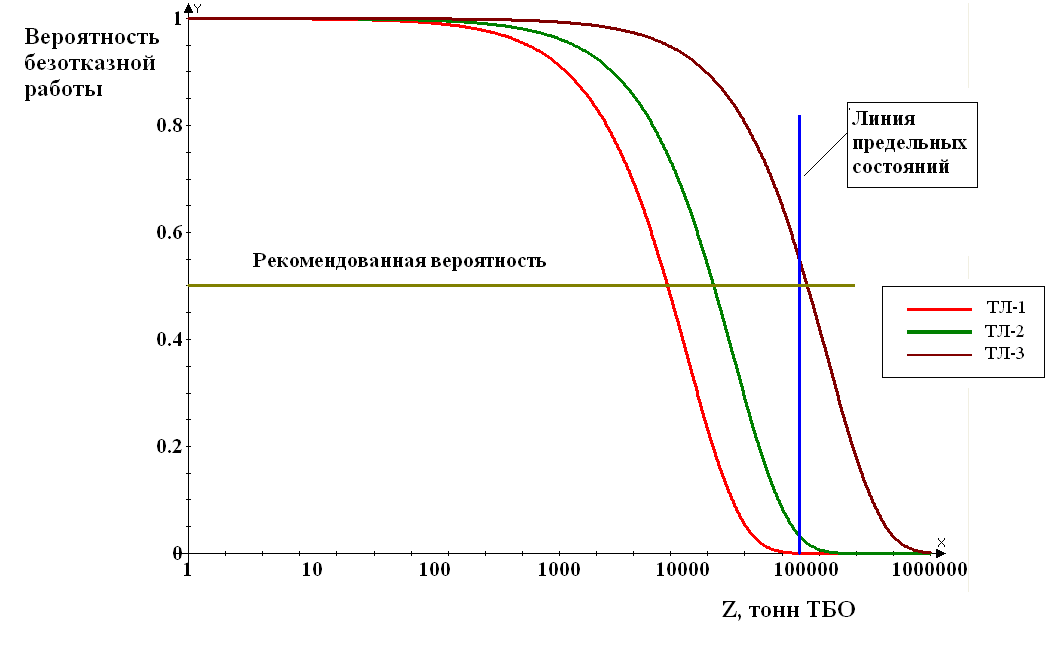
Рис.15 - График вероятности безотказной работы для шнеков загрузки ТБО
На рисунке 15 видно, что для зоны предельных состояний ТЛ-3 предельная вероятность безотказной работы примерно равна 0,55, что больше рекомендованного значения 0,5. Соответственно, для этой технологической линии корректировка плана не требуется. Для ТЛ-1 и ТЛ-2 вероятность безотказной работы значительно ниже рекомендованной, поэтому для этих линий необходима корректировка графика ППР в сторону сокращения времени работы между двумя последовательными плановыми остановками.
Элеватор №1
Наиболее эффективной для описания временного ряда является модель вида Y=exp(a+b*X)
Коэффициент корреляции -0,576263
Коэффициент детерминации 33,2079%
Стандартная ошибка 1,45748.
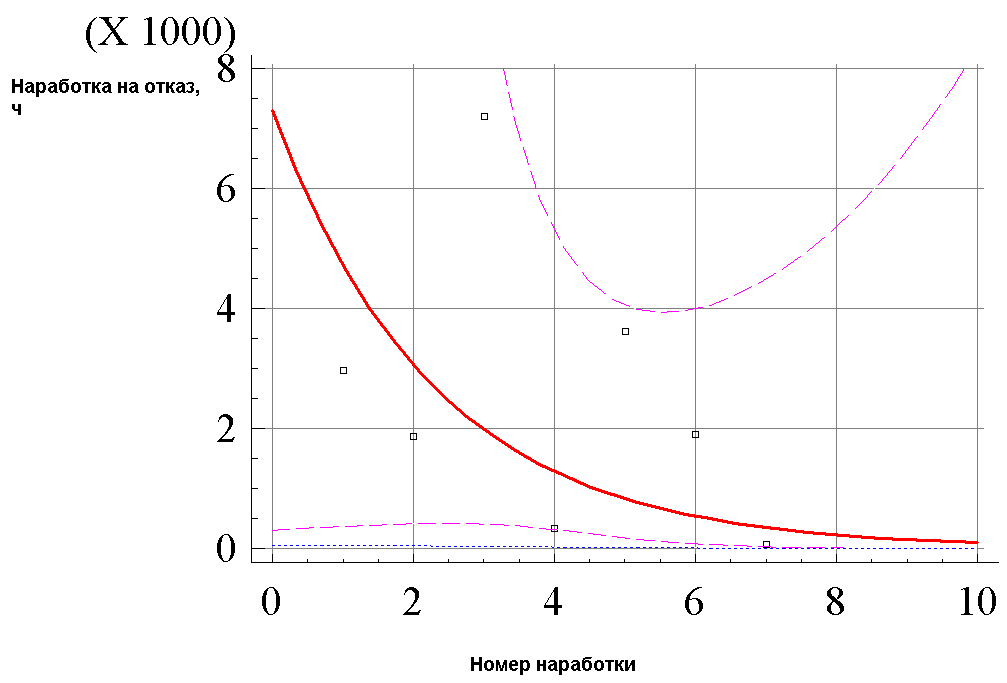
Рис.16 -Тренд для элеватора №1
Таблица 25 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 8,8948 | -0,4343 |
| Стандартная ошибка | 1,2318 | 0,2754 |
| t-статистика | 7,2210 | -1,5767 |
| P-значение | 0,0008 | 0,1757 |
Таблица 26 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 5,28071 | 5,28071 | 2,49 | 0,1757 | |
| Остаток | 10,6213 | 2,1243 | |||
| Итого | 15,902 |
Элеватор № 2.
Наиболее эффективной для описания временного ряда является модель вида Y=a+b/X.
Коэффициент корреляции 0,521004
Коэффициент детерминации 27,1445%
Стандартная ошибка 1539,46.
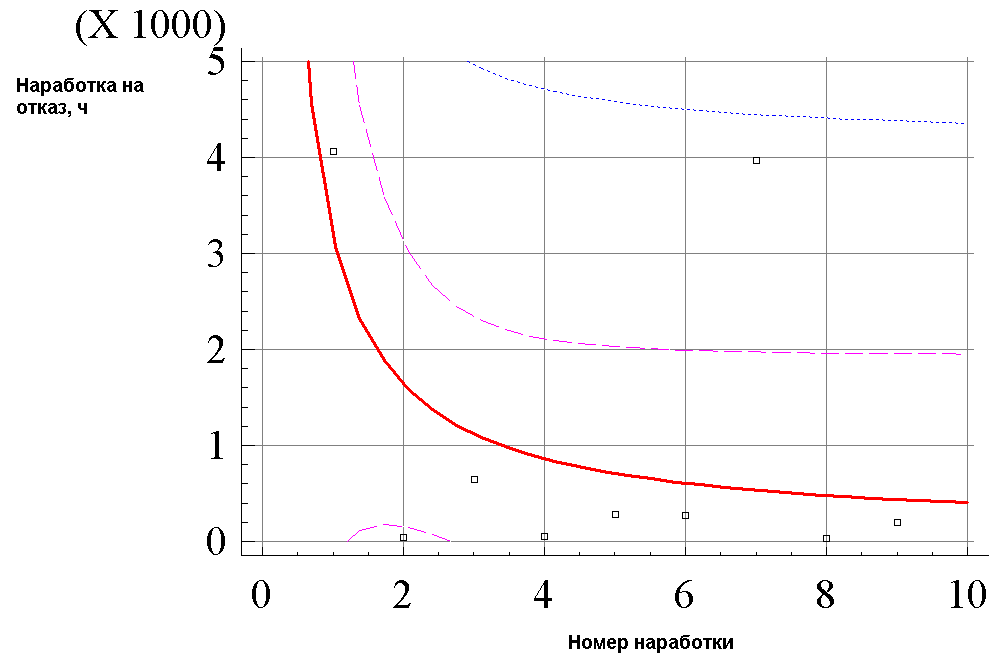
Рис. 17 -Тренд для элеватора №2
Таблица 27 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 92,9934 | 3082,42 |
| Стандартная ошибка | 789,476 | 1908,68 |
| t-статистика | 0,1179 | 1,6150 |
| P-значение | 0,9095 | 0,1504 |
Таблица 28 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 6,18E6 | 6,18E6 | 2,61 | 0,1504 | |
| Остаток | 1,86E7 | 2,37E6 | |||
| Итого | 2,28E7 |
Котел-утилизатор №1
Так как количество данных за рассматриваемый период мало, принимаем, что закон распределения наработок на отказ – экспоненциальный.
Для экспоненциального закона распределения интенсивность отказов вычисляется по формуле:
 (55)
(55)
Тср = (852+5853+3120)/3 = 3275
λ = 1/3275 = 0,000305
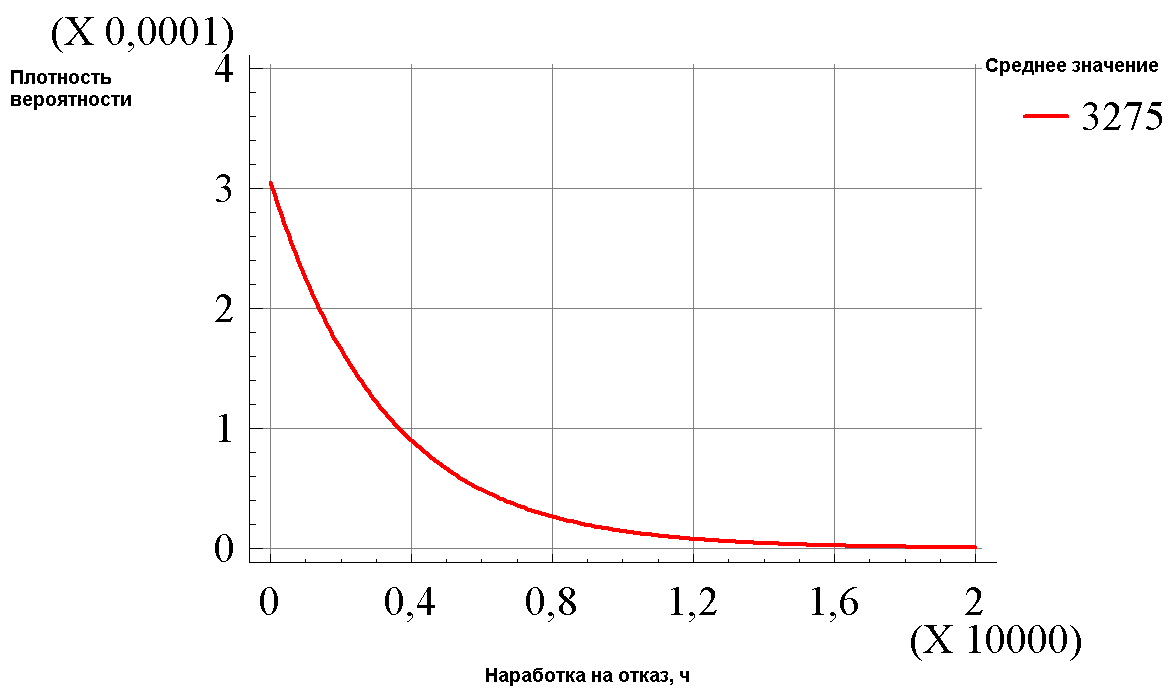
Рис. 18 - Распределение плотности вероятности отказа котла–утилизатора №1
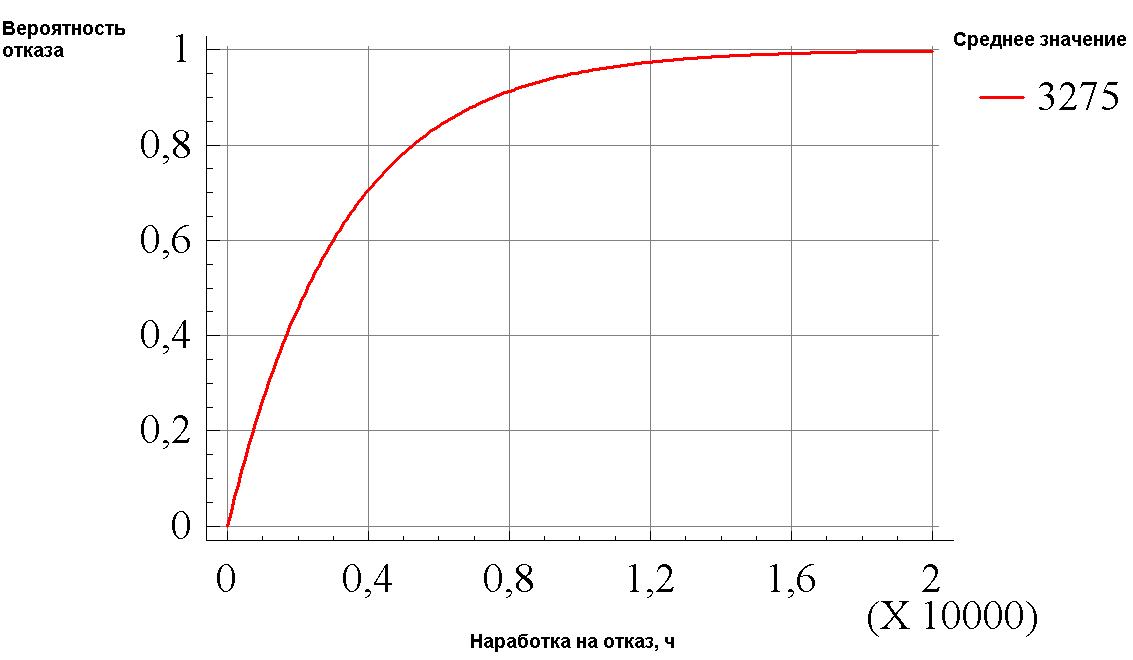
Риc.19 - Вероятность отказа котла-утилизатора №1
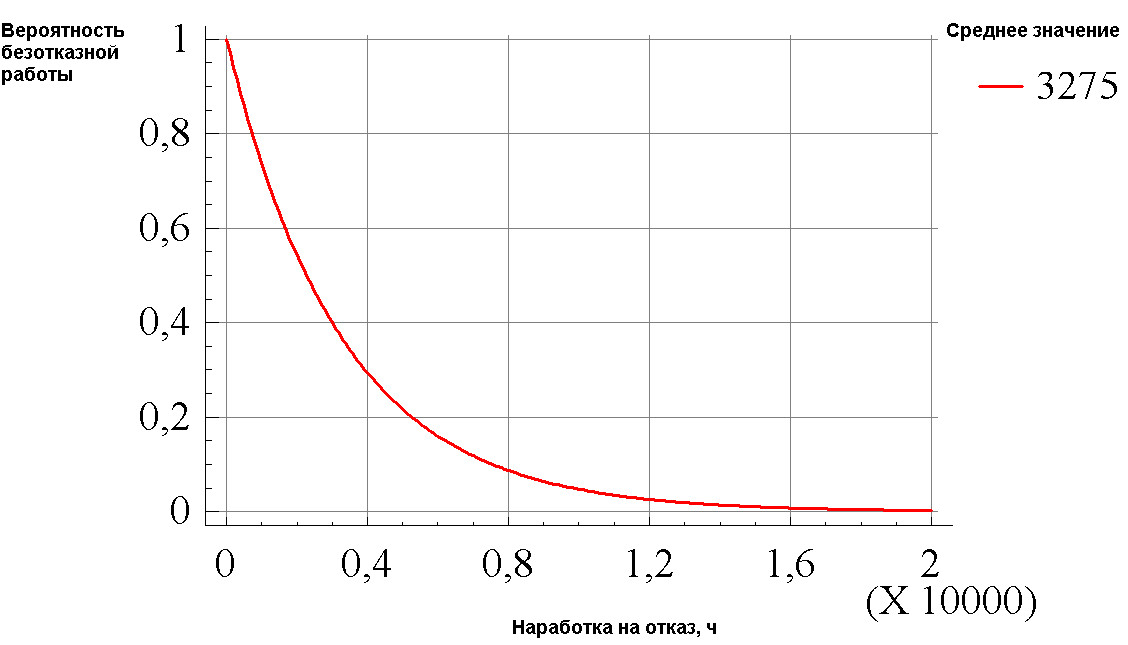
Рис. 20 - Вероятность безотказной работы котла-утилизатора №1
Котел - утилизатор МСЗ № 2.
Так как количество данных за рассматриваемый период мало, принимаем, что закон распределения наработок на отказ –экспоненциальный.
Для экспоненциального закона распределения интенсивность отказов вычисляется по формуле:
, (56)
Тср = (2243+1371)/2 = 1807
λ = 1/1807 = 0,000553.
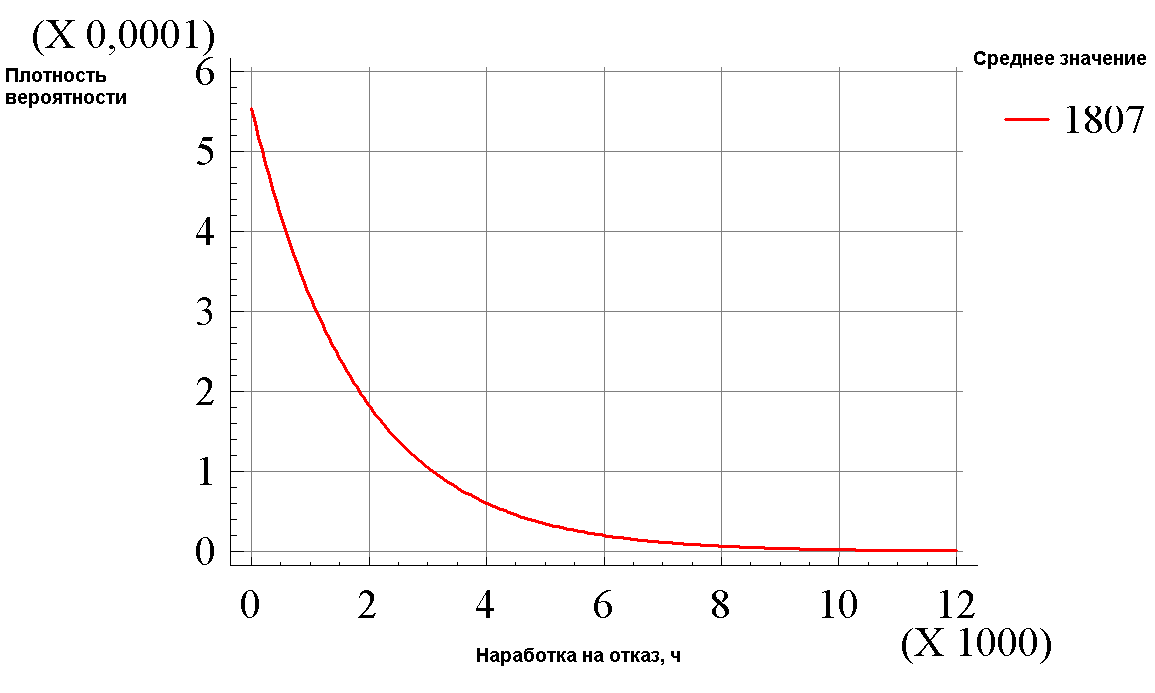
Рис. 21 - Распределение плотности вероятности отказа котла–утилизатора №2
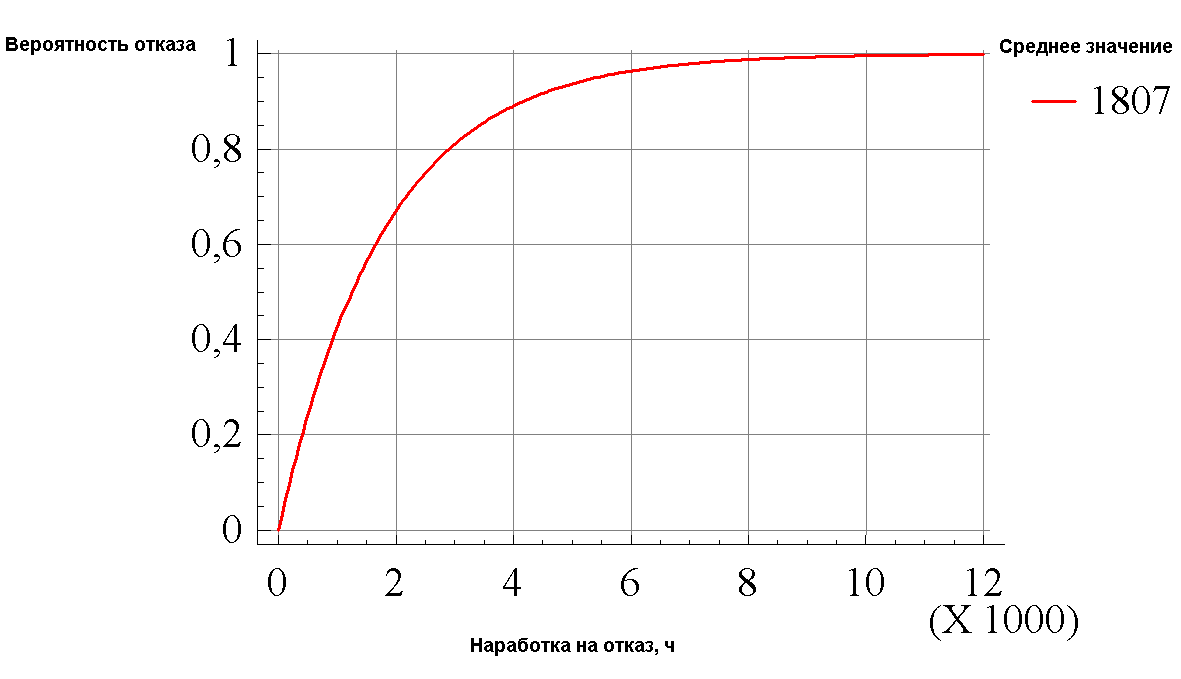
Рис. 22 - Вероятность отказа котла-утилизатора №2
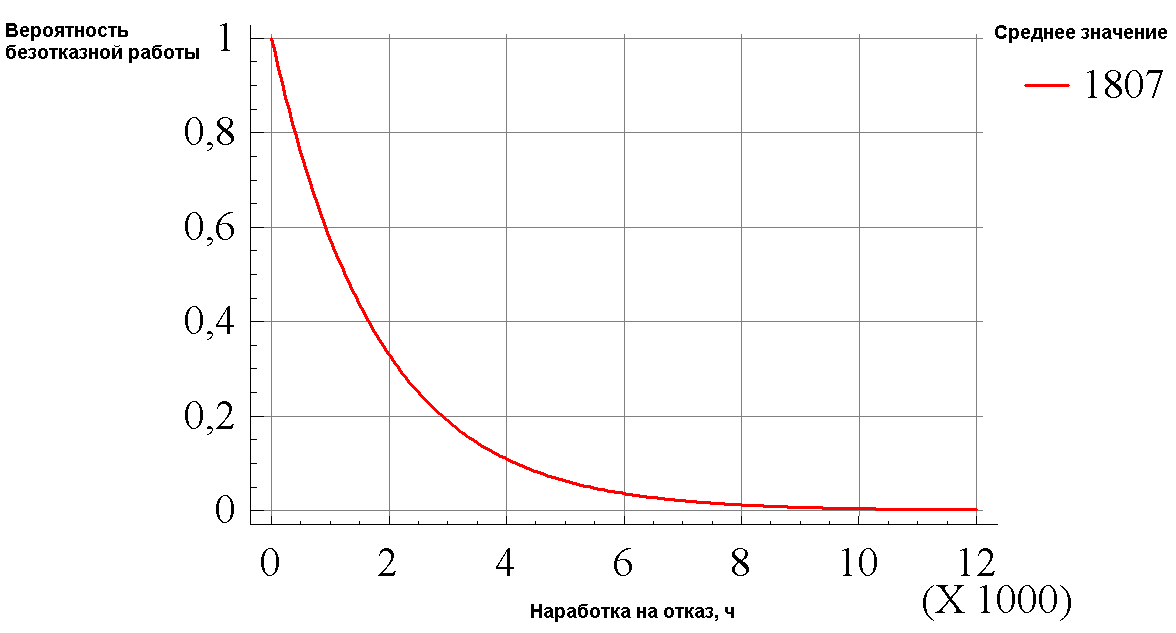
Рис. 23 - Вероятность безотказной работы котла-утилизатора №2
Котел - утилизатор № 3
Наиболее эффективной для описания временного ряда является модель вида Y=1/(a+b*X).
Коэффициент корреляции -0,432948
Коэффициент детерминации 18,7444 %
Стандартная ошибка 0,00106108.
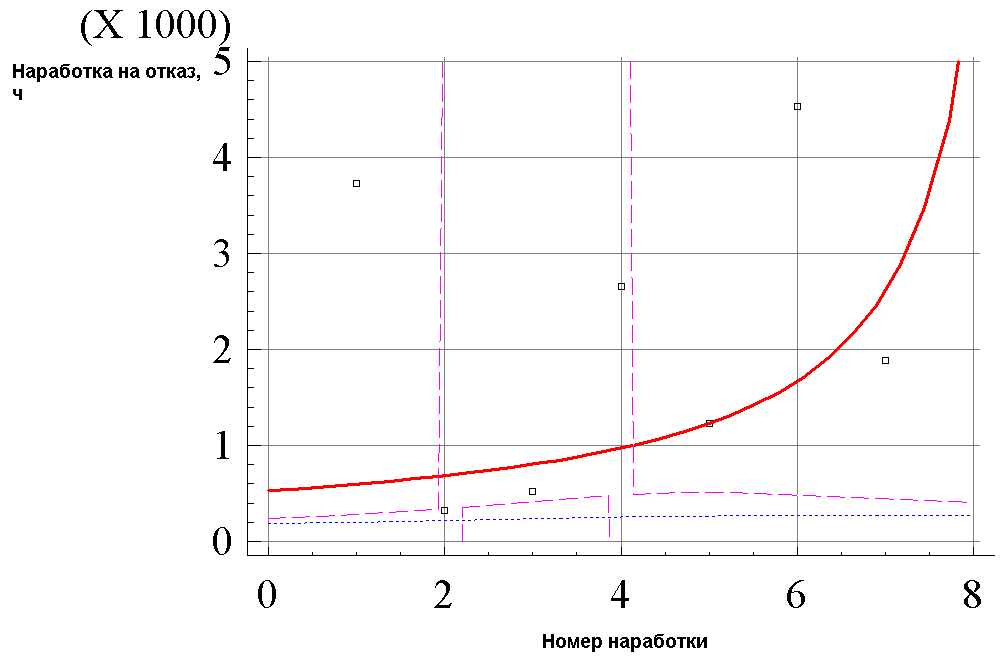
Рис. 24 - Тренд для котла-утилизатора №3
Таблица 29 - Оценка коэффициентов регрессионной модели
| Y-пересечение, a | Переменная X, b | |
| Коэффициенты | 0,001891 | -0,0002154 |
| Стандартная ошибка | 0,0008968 | 0,0002005 |
| t-статистика | 2,1091 | -1,0740 |
| P-значение | 0,0887 | 0,3319 |
Таблица 30 - Дисперсионный анализ
| df | SS | MS | F | P-значение | |
| Регрессия | 0,000001299 | 0,000001299 | 1,15 | 0,3319 | |
| Остаток | 0,000005629 | 0,000001126 | |||
| Итого | 0,000006928 |
В основном для рассматриваемого оборудования тренды возрастающие, но некоторые значения наработок на отказ ниже реально достижимых (например, сравнение работы вязального устройства пресса №1 и №2), что может говорить о нарушениях в условиях эксплуатации и некачественно проводимых ремонтных работах. Убывающие тренды (конвейер №4 и камера прессования №3) свидетельствуют о неполном восстановлении работоспособности оборудования, что, в свою очередь, говорит о необходимости повышения качества ремонтных работ, а то и замене некоторых деталей. Но при этом стоит учесть, что для обозначенного оборудования тренды, несмотря на общий убывающий характер, во второй половине выходят на квазистационарный уровень, то есть значения последующих наработок несильно отличаются от предыдущих.
Как правило, на производстве применяется принцип резервирования: наличие резервной линии или запас по мощности на технологической линии (оборудование может краткосрочно работать с большей производительностью или принят некоторый коэффициент загрузки оборудования). На рассматриваемом МПК одна линия сортировки и одна линия прессования являются резервными. На основании проведенного анализа можно рекомендовать перевести в «горячий резерв» конвейер №4 и пресс №3.
Как показал анализ, среднее время наработки на отказ значительно меньше запланированного межремонтного периода. Поэтому вклад внеплановых ремонтов в затраты на поддержание работоспособности оборудования может оказаться существенным. В связи с этим видится логичным внесение корректировок в план ППР, поскольку своевременно проведенные профилактические работы и замена износившихся деталей может помочь избежать появления отказов.[14]
На основании проведенного анализа надежности оборудования МПК и МСЗ получены следующие результаты:
1. Наиболее часто отказывающие узлы: для мусоросжигательных заводов – это устройства выгрузки золы и шлака и устройства загрузки ТБО; для мусороперерабатывающих комплексов – это конвейер для подачи мусора в грохот и пресс для неутилизируемой части ТБО.
2. Для ряда оборудования МПК (пресса, конвейеры и др.) необходимо повысить требования к качеству ремонтных работ и привести реальные условия эксплуатации оборудования в соответствии с номинальными, поскольку их фактические наработки на отказ ниже реально достижимых.
3. Исходя из того, что среднее время наработки на отказ может существенно различаться корректировку плана ППР в таких случаях необходимо делать для каждой единицы оборудования индивидуально. [14]
Контрольные вопросы:
1. Что такое методы вариационного исчисления и для чего они нужны?
2. Расскажите об анализе надежности оборудования на примере предприятий пусоропереработки. Что он показывает?
3. Какое из распределений лучше всего описывает отказы механических систем в начальный период эксплуатации и отказы из-за усталостных разрушений?
4. Какие параметры оборудования учитываются при состоавления графика планово-производственного ремонта (ППР)
Глава 4.
|
из
5.00
|
Обсуждение в статье: Исследование надежности оборудования печи кипящего слоя МСЗ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы