 |
Главная |


Резьбовой микрометр со вставками
|
из
5.00
|
Резьбовой микрометр рис.5.1 имеет съемные измерительные поверхности, сделанные в виде резьбового профиля (выступа и впадины). Их поставляют с комплектом вставок рис. 5.2. б для определенных шагов измеряемых резьб в зависимости от диапазона размеров. Микрометры имеют отсчет 0,01 мм. Диапазон измерений 25 мм. Вставки бывают для метрической, дюймовой и трубной резьб.
Установку на «0» производят с помощью специальной плоской установочной меры, имеющей на концах профили, обратные формам наконечников.
Схема измерения показана на рис.5.2.а.

Рис.5.1. Резьбовой микрометр

Рис. 5.2. Схема измерения
5.2. Инструментальный микроскоп
Инструментальный микроскоп (ГОСТ 8074-82) предназначены для измерения длин, углов, элементов резьб, конусов и различных профилей.
Конструкция инструментального микроскопа представлена на рис. 5.3.

Рис.5.3. а - инструментальный микроскоп; б – барабан с миллиметровой шкалой 1 (цена деления 1 мм) и круговой шкалой 11(цена деления 0,005 мм)
На рис. 5.3 а 1 – основание; 2, 14 – микрометрические винты, перемещающие измерительный стол 3 с направляющими 4; 5 – объектив; кронштейн 7 перемещается в вертикальном направлении по стойке 11; 6 – маховик, перемещающий кронштейн 7, который фиксируется винтом 12; 13 – маховик наклона стойки; угломерная окулярная головка 8 с визирным 9 и отсчетным 10 микроскопами.
Инструментальный микроскоп имеет следующие основные измерительные характеристики: диапазон измерения в продольном направлении 0-150 мм, в поперечном 0-50 мм; диапазон показаний микрометров 0-25 мм; цена деления микрометрических устройств (круговой шкалы) 0,005 мм; диапазон измерения угловых размеров 0° - 360°; цена деления окулярной угломерной головки 1 мин. Увеличение инструментальных микроскопов зависит от сменных объективов с кратностью увеличения 1; 3; 5; 10; 20; 40х. Метод измерения линейных размеров – координатный. Штриховая сетка угломерной окулярной головки показана на рис. 5.4. Поворот штриховой сетки в процессе наведения осуществляется маховичком находящимся слева от окулярной головки 8 рис.5.3.

Рис. 5.4. Штриховая сетка
На рис.5.5 показана схема установки штриховой сетки при измерении наружного, внутреннего, среднего диаметров резьбы и шага резьбы.

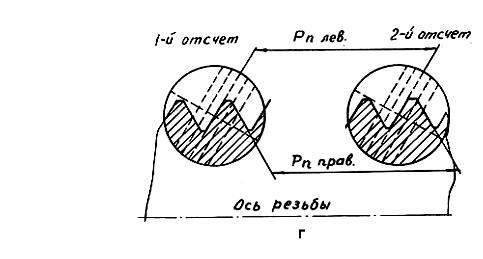
Рис. 5.5. Установка штриховой сетки при измерении: а – наружного диаметра резьбы, б – внутреннего диаметра резьбы, в – среднего диаметра, г - шага резьбы.
Пример отсчета показаний при измерении расстояния между поверхностями детали приведен на рис. 5.6.

Рис. 5.6. Показания:
I – 7,75 мм, II – 7,455 мм. Результаты измерения: 7,75 - 7,455 мм = 0,295 мм
На рисунке 5.7 показана схема установки штриховой сетки при проведении замера угла полупрофиля резьбы.

Рис. 5.7. Схема наведения на правую и левую сторону угла
Пример снятия отсчета при измерении половины угла профиля показан на рис. 5.8. Первое показание соответствует исходному положению рис.5.8.1. При различной установке оно может отличаться от «0». Второе показание получено после совмещения средней штриховой линии с профилем резьбы рис. 5.8.11 . Результат измерения получается как разность первого и второго показания.
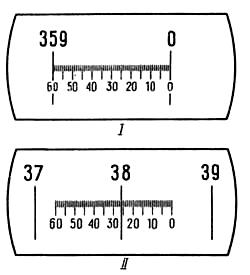
Рис. 5.8. Показания:
I – 0, II - 38° 26.Результат измерения: 38° 26
6. ПОРЯДОК ИЗМЕРЕНИЙ.
6.1. Порядок измерения среднего диаметра резьбы с помощью резьбового микрометра.
Для измерения среднего диаметра резьбы сравнительной невысокой точности используются резьбовые микрометры (рис. 5.1), оснащенные специальными вставками (рис.5.2б).
Измерение среднего диаметра резьбы при этом выполняют в следующей последовательности:
1) выбрать резьбовые вставки в зависимости от шага контролируемой резьбы. Призматическую вставку установить в отверстие пятки микрометра, а коническую вставку в отверстие микровинта;
Таблица 6.1
Результаты измерения среднего диаметра резьбы
на резьбовом микрометре.
| № п/п | Размер d2i, мм | Средний диаметр резьбы, d2, мм |
2) проверить установку резьбового микрометра на нуль. Для этого вращением барабана микровинта вставки доводятся до соприкосновения (для микрометров с пределом измерения 0-25 мм), или с установочной мерой (для диапазонов 25-50, 50-75 и т.д.). Если нуля нет, то ослабляют цанговый зажим микровинта и устанавливают нуль (см. контроль размеров гладким микрометром);
3) закрепить микрометр на специальной подставке;
4) измеряемое изделие ввести между вставками, как показано на рис. 5.2а;
5) вращением трещотки добиваются плотности прилегания вставок и снимают отсчет. Результаты заносят в табл. 6.1
6) выполняют пункты 4-5 3-4 раза.
6.2. Дифференцированный контроль параметров резьбы.
Дифференцированный контроль параметров резьбы на универсальных и инструментальных микроскопах получил наиболее широкое распространение. При использовании универсальных и инструментальных микроскопов представляется возможность проконтролировать все нормируемые параметры резьбы.
|
из
5.00
|
Обсуждение в статье: Резьбовой микрометр со вставками |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы