 |
Главная |


МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ИЗУЧЕНИЮ
|
из
5.00
|
ТЕМ ПРОГРАММЫ
Введение
Роль дисциплины в системе подготовки специалистов. Роль условных обо-
значений точности параметров на чертежах, необходимость умения их читать. По-
нятие о взаимозаменяемости Значение взаимозаменяемости, краткие сведения об
истории ее развития. Виды взаимозаменяемости. Значение взаимозаменяемости в
производстве. Стандартизация как нормативная база взаимозаменяемости.
Литература: [30],c.7-27; [28], с.3-6, 37-46
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
Технические работники должны четко представлять основные положения
стандартизации, уметь читать и проставлять с использованием соо тветствующих
стандарту таблиц допуски и посадки на чертежах, уметь выполнять расчеты по д о-
пускам и посадкам.
Нужно усвоить, что такое стандарт и стандартизация, качество продукции и
ее зависимость от определенных факторов.
Повышает качество изделий специализация производства предметная, тех-
нологическая, детальная. Специализация предусматривает кооперирование на д о-
говорных началах, развитие производства от мелкосерийного до массового, что
способствует взаимозаменяемости, увеличивает производительность труда,
уменьшает себестоимость изделий.
Взаимозаменяемость - способность деталей, узлов и др. вставать на свое ме-
сто в сборочной единице без дополнительной обработки, обеспеч ивая нормальную
работу изделий. Взаимозаменяемость может быть полной, неполной (подбор дет а-
лей), внешней, внутренней, функциональной. Взаимозаменяемость обеспечивается
точностью параметров изделий. Обеспечение взаимозаменяемости регламентир у-
ется системой допусков и посадок гармонизированной с рекомендациями ИСО -
международной системы допусков и посадок (ГОСТ 25346-89 и ГОСТ 25347-82).
Учащийся должен понять, что в данном случае рассматриваются размеры и
форма детали.
В процессе изготовления детали возникают погрешности, которые появляют-
ся из -за неточности станков, оборудования, инструмента и их износа, неточности
измерения, недостаточной квалификации работников. Они могут быть системат и-
ческими, случайными, грубыми. Таким образом, точность изделия опред еляется
погрешностями.
Чем точнее изготовлена деталь, тем проще происходит замена и больше эф-
фект взаимозаменяемости. Достижения науки и техники дают возможность пол у-
чать очень точные изделия. Но стоимость их будет очень высока. Литая или ков а-
ная деталь дешевле, чем шлифованная или полированная.
ГОСТ 25346-89 дает основную терминологию.
Качество продукции определяется ее свойствами, химическим составом, раз-
мерами, прочностью, твердостью и другими параметрами, установленными с уч е-
том надежности и стоимости.
Документы, определяющие качество продукции, называются стандартами. А
8 











работу по их составлению называют стандартизацией.
Стандартизация - деятельность по установлению технических требований в
целях их всеобщего многократного применения в отношении постоянно повторя-
ющихся задач, направленная на достижение оптимальной степени упорядочения в
области разработки, производства, эксплуатации(использования), хранения, пере-
возки, реализации и утилизации продукции или оказания услуг.
«Технический нормативный правовой акт» (ТНПА) – документ, содержащий
правила, общие принципы, характеристики, касающиеся определённых видов дея-
тельности или их результатов, и доступный широкому кругу потребите-
лей(пользователей). Технические нормативные правовые акты достаточно разно-
образны по номенклатуре: стандарты (международные, региональные, националь-
ные, стандарты субъектов хозяйствования), руководящие документы по стандарти-
зации (МУ) и др. Обобщенно их называют нормативными документами.
Все нормативные документы, действующие в стране, можно считать систе-
мой, которая складывается из элементов (отдельных НД) и подсистем. Националь-
ную стандартизацию можно считать частью международной стандартизации, охва-
тывающей ряд стран(например, стандартизация в рамках СНГ) или большинство
стран мира(стандартизация в рамках ИСО).
Установление норм с помощью НД по стандартизации и их применение,
подчиняющиеся определённым условиям и преследующие цели экономического
характера называется нормированием точности.
Нормирование конкретных параметров объёктов, осуществляется в соответ-
ствии со следующими правилами:
1) Соблюдение принципов нормирования
2) Использование методов нормирования
3) Оформление назначенных требований в соответствии с действующими нор-
мами.
Для получения стандартных изделий заданного качества приходится создавать
разветвленную нормативную базу. Стандартизация является нормативной базой
взаимозаменяемости серийно выпускаемых изделий и многократно воспроизводи-
мых процессов. При изготовлении взаимозаменяемых изделий следует не допус-
кать таких различий, которые выходят за оговоренные нормы.
Взаимозаменяемость изделий – сложное свойство. Различают параметриче-
скую и функциональную взаимозаменяемость.
В число нормируемых параметров изделий могут входить:
- геометрически (размеры, отклонения формы и расположения) параметры шерохо-
ватости поверхностей;
- физико-механические (твердость, масса, отражательная способность и т.д.);
- экономические (себестоимость, лимитная цена, производительность и др.);
- прочие (эргономические, эстетические, экологические и др.).
Различают: функциональную и геометрическую взаимозаменяемость .
Учащийся должен усвоить эти понятия, которые даны в соответствии с
ГОСТ 25346-89.
9 

ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ
1.
2.
3.
4.
5.
Назовите основные задачи предмета.
Укажите роль стандартизации и нормирования параметров в производства и
его эффективности.
Объясните экономическую эффективность стандартов.
Опишите значение индивидуального и серийного производства?
Раскройте понятие стандартизации, как нормативной базы взаимозаменяемо-
сти.
Тема 1.Основные понятия о допусках и посадках
Номинальные, действительные, предельные размеры.
Действительные и предельные отклонения. Условие годности размера. По-
нятие о допуске. Способы задания допусков на чертежах. Понятие о видах повер х-
ностей Понятие о посадках и их типах. Посадка, как функциональная характер и-
стика соединения. Посадки с зазором, с натягом, переходные, их характеристики.
Схемы расположения полей допусков посадок различного типа Расчет пр е-
дельных зазоров, натягов и допусков посадок.
Литература: [30], c. 27-42; [28], с.46-56; [27], с.19-25
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
Взаимозаменяемость - способность деталей, узлов и др. вставать на свое ме-
сто в сборочной единице без дополнительной обработки, обеспеч ивая нормальную
работу изделий. Взаимозаменяемость может быть полной, неполной (подбор дет а-
лей), внешней, внутренней, функциональной. Вза имозаменяемость обеспечивается
точностью параметров изделий. Обеспечение взаимозаменяемости регламентир у-
ется системой допусков и посадок СЭВ с рекомендациями ИСО - международной
системы допусков и посадок (ГОСТ 25346 -89, ГОСТ 25347 -89, ГОСТ 30893.1 -
2002).
В процессе изготовления детали возникают погрешности, которые появля-
ются из -за неточности станков, оборудования, инструмента и их износа, неточн о-
сти измерения, недостаточной квалификации работников. Они могут быть систем а-
тическими, случайными, грубыми. Таким образом, точность изделия опред еляется
погрешностями.
Чем точнее изготовлена деталь, тем проще происходит замена и больше эф-
фект взаимозаменяемости. Достижения науки и техники дают возможность пол у-
чать очень точные изделия. Но стоимость их будет очень высока. Литая или ков а-
ная деталь дешевле, чем шлифованная или полированная.
ГОСТ 25346-89 дает основную терминологию.
Поверхности могут быть плоские, круглые, сопрягаемые и несопрягаемые
(свободные), охватываемые (валы) и охватывающие (отверстия втулки). Сопряга е-
мые поверхности дают общий номинальный размер D.
Номинальный размер - расчетный размер, заданный чертежом.
Действительный размер - размер, установленный измерением с допустимой
погрешностью.
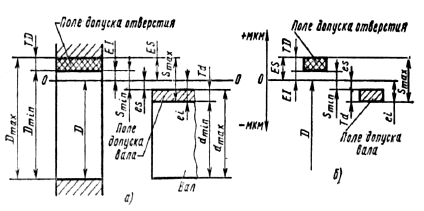
Предельные размеры - наибольший Dmax, dmax и наименьший Dmin, dmin.
10 


Отклонение - алгебраическая разность между размером действительным и
номинальным:
es =dmax -dн - для вала ;
ES =Dmax -Dн - для отверстия.
Оно может быть верхним - ES и es; нижним - EI,ei ;
ei= dmin-dн; EI= Dmin- Dн.
Они могут быть по величине как положительные, так и отрицательные.
Записываются отклонения с соответствующим знаком справа от цифры ном и-
нального размера. Например:
+0.05
Ø 40-0.1 (верхнее
0.05
Допуск Тi- разность между наибольшим и наименьшим размерами.
Для отверстия- TD= Dmax - Dmin или Т=ЕS-EJ.
Для вала - Td = dmax -dmin = es-ei.
Поле допуска определяется его величиной и положением.
Нулевая линия - линия, соответствующая номинальному размеру. Выше
этой линии на чертеже располагают положительные отклонения, а ниже - отрица-
тельные.
Простановка знаков (+) и (-) обязательна.
Вал - термин для наружных поверхностей.
Отверстие - термин для охватывающих поверхностей.
Посадка - характер соединения деталей с зазором S или натягом N.
Стандартом установлено 3 вида посадок:
- с зазором;
- с натягом;
- переходные (можно получить и зазор, и натяг. Нужная посадка получает-
ся подбором деталей).
Допуск посадки - сумма допусков отверстия и вала, находящихся в соедине-
нии – ТП = ТD + Тd.
Рисунок 1 – Предельные размеры и поля допусков отверстия и вала
11 












|
|
|
Зазоры могут быть наименьшими Smin=Dmin-dmax и наибольшими Smax =Dmax - dmin.
Допуск зазора TS= Smax - S min или TS= TD+Td.
Натяг наибольший Nmax = d max - Dmin и наименьший Nmin = dmin – Dmax.
Допуск натяга TN=Nmax –Nmin= TD+Td
Допуск переходной посадки T(SN) = Smax +Nmax = TD+Td
ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ
1. Взаимозаменяемость и ее виды.
2. Сформулируйте условие годности размеров гладких цилиндрических поверхн о-
стей.
Тема 2.Единая система допусков и посадок для гладких цилиндрических и
Плоских поверхностей
Понятие о системах допусков и посадках. Область распространения ЕСДП,
ее элементы. Деление на интервалы размеров. Квалитеты и их применение. Пон я-
тие об основных отклонениях. Ряды основных отклонений. Посадки в системе от-
верстия, их сущность и обозначения на чертежах. Посадки в системе вала, их сущ-
ность и обозначения на чертежах. Общие допуски по ГОСТ 25347-82 и ГОСТ
30893.1-2002. Расчет посадок.
Литература: [30],c.118-137; [28], с.56-102; [27], с.25-45
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
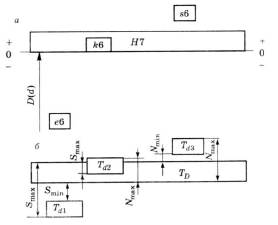
В системе допусков и посадок различают две системы:
- система отверстия - за основу берется размер отверстия, нижнее отклоне-
ние которого равно кулю, а посадка обеспечивается размерами вала;
- система вала - за основу берется размер вала, а посадка обеспечивается
размерами отверстия.
ГОСТ 25347-89 и ГОСТ 30893.1-2002 номинальные размеры разбиты на 4
группы:
- до 1,0 мм;
- от 1,0 до 500 мм;
- от 500 до 3150 мм;
- от 3150 до 10000 мм.
В машиностроении в основном применяется вторая группа, имеющая 13 ин-
тервалов.
Классы точности называются квалитетами, которые и определяют величины
полей допусков J. Стандартами установлено 20 квалитетов, назначение которых
следующее:
01-0-1
- концевые меры длины;
2-3-4 - калибры и особо точные детали;
5-6-7-8-9-10-11-12-13 - сопрягаемые размеры деталей;
14-15-16-17-18 - неспрягаемые размеры (свободные).
При определении квалитета следует учитывать, что уменьшение допуска в 2
раза увеличит расходы на изготовление детали в 3-4 раза.
12 

Рисунок 2 - Посадка в системе основного отверстия
Рисунок 3 - Посадка в системе основного вала
Рекомендации на выбор квалитета при изготовлении детали даются в специ-
альных таблицах, где указывают вид обработки.
Положение поля допуска относительно нулевой линии определяемся основ-
ным отклонением. Основное отклонение расположено ближе к нулевой линии, т.е.
может равняться нулю.
В ЕСДП предусмотрено 26 видов основных отклонений. Каждое поле до-
пуска обозначено буквой (или двумя) латинского алфавита: прописной - для отвер-
стия и строчной - для валов.
13 
|
|
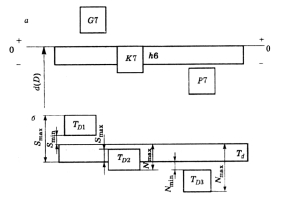
Рисунок 4 - Схема расположения полей допусков ЕСДП ГОСТ 25346-89
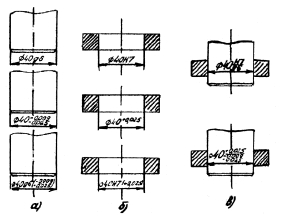
Рисунок 5 - Примеры обозначения предельных отклонений на чертежах:
рабочих а), б) и сборочных в)
При выборе отклонений следует придерживаться основных правил:
Общее (основное) отклонение отверстия должно быть симметрично относи-
тельно нулевой линии основному отклонению вала, обозначе нному той же буквой,
т.е.
EJ=es и ES= -ei.
Специальное - две соответствующие друг другу посадки в системе отверстия
и в системе вала, в которых отверстие данного квалитета соединяется с валом бли-
жайшего более точного квалитета (например Н7/ k6 и К7/ h6), должны иметь оди-
наковые зазоры и натяги.
Следовательно, ES= ei+∆
14 
|

|
где ∆ - разность между допусками квалитетов, т.е. ∆ = Тn –T n-1.
Для облегчения расчетов предельных отклонений в ГОСТ 25347-89 приведе-
ны таблицы предельных отклонений, которые даны в приложении к индивидуал ь-
ным контрольным заданиям.
Для закрепления материала решим задачи, в которых следует пользоваться
следующими обозначениями:
Dн - номинальный размер отверстия,
Dmax - наибольший предельный действительный диаметр отверстия;
Dmin - наименьший предельный действительный диаметр отверстия,
JТ – величина допуска квалитета,
dн - номинальный диаметр вала,
dmax - наибольший предельный диаметр вала,
dmin - наименьший предельный диаметр вала,
TD - допуск отверстия на изготовление,
Тd - допуск вала на изготовление,
ES - верхнее отклонение отверстия,
EJ - нижнее отклонение отверстия,
es - верхнее отклонение вала,
ei - нижнее отклонение вала,
Smax - наибольший зазор,
Smin - наименьший зазор,
N max - наибольший натяг,
N min - наименьший натяг,
TS - допуск зазора (допуск посадки с зазором),
TN - допуск натяга (допуск посадки с натягом),
T(S,N)- допуск переходной посадки,
ТП – допуск посадки.
ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ
1.
2.
3.
4.
5.
6.
7.
8.
9.
10.
Раскройте понятие «номинальный размер».
Назовите виды погрешностей при изготовлении деталей.
Продолжите начало фразы. «Действительный размер детали...»
Изложите виды отклонений от номинального размера.
Раскройте понятие квалитета.
Объясните, что такое посадка и укажите ее виды.
Объясните систему отверстия и ее характеристику.
Объясните систему вала и ее характеристику.
Раскройте сущность понятия: предпочтительность системы отверстия.
Назовите экономически выгодные процессы при различных методах изготов-
ления деталей.
11. Изложите обозначение полей допуска на чертежах.
12. Объясните обозначение допусков, посадок и квалитетов на рабочих и сборо ч-
ных чертежах.
13. Объясните обозначение допусков размеров не проставленных на чертеже дета-
ли.
15 




Тема 3.Нормирование точности формы и расположения поверхностей
Основные термины и определения: номинальные, реальные, прилегающие
поверхности (профили), форма расположение, элемент, нормируемый участок, б а-
за. Виды отклонений формы цилиндрических, плоских, конических, фасонных п о-
верхностей. Виды отклонений расположения поверхностей. Суммарные отклоне-
ния формы и расположения поверхностей. Нормирование допусков формы и ра с-
положения степени точности, уровни относительной геометрической точности.
Допуски в диаметральном выражении. Зависимые допуски формы и расположения.
Обозначения допусков формы расположения на чертежах. Методы и средства из-
мерений контроля отклонений формы и расположения поверхностей.
Литература: [30],c.137-172; [28], c.144-155
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
При изготовлении деталей возникают неточности формы: вогнутость, вы-
пуклость, некруглость, овальность, огранка, конусообразность, седлообразность,
бочкообразность, биение и др. Эти погрешности формы зависят от следующих
факторов: неточность оборудования, инструмента реявшего и мерительного, их
износ, квалификация работника и др.
При сборке узлов возникают непараллельность, несоосность, неперпендику-
лярнооть, наклоны и пр., которые в первую очередь зависят от точности изготовле-
ния базовой детали.
При контроле деталей следует знать, что все изменения по форме и взаим-
ному расположению должны быть в пределах основного допуска, т.к. контроль
отклонений по форме и взаимному расположению слишком сложен и простановка
этих допусков на чертежах рекомендуется только при наличии особых требований
к детали (например, детали инструментов).
Допуски формы и взаимного расположения указываются по ГОСТ 24643-81
и СТБ 1101-2009.
Рисунок 6 - Отклонение профиля продольного сечения
16
|
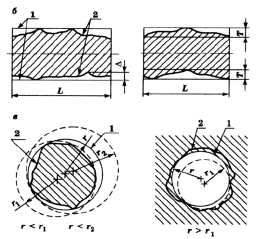
Рисунок 9 - Огранка (а). Конусообразность, бочкообразность, седлообразность и изогнутость
(б)
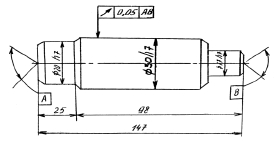
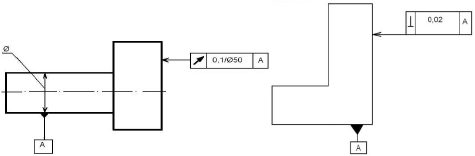
Рисунок 8 - Примеры условных обозначений отклонений
ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ
1. Назовите виды отклонений.
2. Назовите основные отклонения формы и расположения поверхностей и деталей.
3. Перечислите знаки допусков формы и расположения поверхностей.
4. Укажите обозначения на чертежах отклонений формы и расположения поверх-
ностей.
5. Расшифруйте условное обозначение отклонения формы и расположения на чер-
теже:
А)
Б)
|

|
|
6. Сформулируйте условие годности детали по отклонению формы и расположе-
нию поверхностей
Тема 4.Волнистость и шероховатость поверхностей
Критерии разграничения неровностей на макро и микронеровности. Источ-
ник возникновения микронеровностей. Шероховатость - одна из основных гео-
метрических характеристик качества поверхностей. Параметры шероховатости:
высотные, шаговые, связанные с формой неровностей профиля и их числовые зна-
чения. Направления неровностей. Методы и средства контроля шероховатости.
Обозначение шероховатости на чертежах. Волнистость поверхностей.
Литература: [30], с.235-256; [28], с.155-160.
МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ
На поверхности деталей остаются неровности и риски от обрабатывающего
инструмента: резцов, штампов, сверл, шлифовальных кругов, полировальных по-
рошков, паст. Все эти неровности поверхности деталей называются ее шерохова-
тостью. Под шероховатостью поверхности понимают совокупность неровностей
поверхности с относительно малыми шагами, выделенную с помощью базовой
длины. Базовая линия имеет идеальную геометрическую форму, соответствующую
номинальному профилю рассматриваемой поверхности, и может быть отрезком
прямой, дугой окружности или отрезком профиля иной правильной формы. Баз овая
линия определяется на основании сечения номинальной поверхности плоскостью, в
которой рассматривают совокупность поверхностей.
Шероховатость поверхности описывают характеристиками и параметрами
микронеровностей профиля.
Числовое значение базовой длины l по ГОСТ 2789-73 выбирают из ряда
значений, в миллиметрах: 0,01; 0,03; 0,08; 0,25; 080; 2,5; 8; 25. Выбор базовой дли-
ны приходится указывать со значениями параметров шероховатости оцениваемого
профиля.
Таблица 1 – Соотношения базовой длины l и высотных параметров Ra, Rz, Rmax
Характеристики и параметры шероховатости поверхностей устанавливает
ГОСТ 2789-73, требования которого распространяются на поверхности изделий
независимо от их материала и способа изготовления (исключение составляют вор-
систые, пористые и аналогичные поверхности).
Для количественной оценки шероховатости стандарт устанавливает шесть
параметров: три высотных (Ra, Rz, Rmax), два шаговых (Sm, S) и параметр tp, харак-
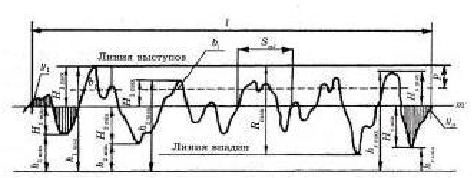
теризующий относительную опорную длину профиля (рис. 11).
18
|
Рисунок 9 – Профиль поверхности(к определению параметров шероховатости)
Параметры шероховатости:
Rmax - наибольшая высота неровностей профиля.
Rz – высота неровностей профиля о десяти точкам.
Ra – среднее арифметическое отклонение профиля.
Sm – средний шаг неровностей профиля.
S – средний шаг местных выступов профиля.
tp – относительная опорная длина профиля.
Параметры для нормирования шероховатости следует выбирать с учетом
назначения поверхности и требуемых эксплуатационных свойств (табл. 2).
Таблица 2 – Эксплуатационные свойства поверхности и обеспечивающая их
номенклатура параметров и характеристик шероховатости
Требования к шероховатости поверхности устанавливают путем выбора
нормируемых параметров шероховатости (одного или нескольких), назначения
числовых значений выбранных параметров, а при необходимости и базовых длин,
на которых происходит определение этих параметров. Как правило, из однотипных
параметров (высотных и шаговых) назначают по одному, например, Ra или Rz (вме-
сто Rz изредка назначают Rmax); S или Sm, причем для ответственных поверхностей
19
|
|
могут быть назначены параметры всех трех типов и направление неровностей. В
таблице 3 представлены некоторые материалы относящиеся к условным обозначе-
ниям шероховатости поверхности на чертежах.
Таблица 3 – Условные обозначения шероховатости поверхности
Значение параметров шероховатости зависят от видов и методов обработки
и даются в виде таблиц. Условные обозначения шероховатости поверхности уста-
новлены в соответствии изменением №3 к ГОСТу 2.309-73, введенному с 1.01.2004
года.
ЗАДАНИЯ ДЛЯ САМОПРОВЕРКИ
1.
Перечислите знаки шероховатости поверхности в зависимости от вида обра-
ботки .
20
|

2.
3.
Опишите структуру обозначения шероховатости поверхности в соответствии с
изменением №3 к ГОСТ 2.309-73.
Расшифруйте условное обозначение шероховатости на чертеже:
А)
Ra 1,25
Sm 0,01
t40 60-10%
Б)
(
)
Тема 5.Технический контроль и измерения
Технические измерения как основа современных методов контроля. Едини-
цы измерения линейных и условных размеров. Точность измерений. Виды измер е-
ний: прямые и косвенные, совокупные и совместные
|
из
5.00
|
Обсуждение в статье: МЕТОДИЧЕСКИЕ РЕКОМЕНДАЦИИ ПО ИЗУЧЕНИЮ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы