 |
Главная |


Расчет станочного приспособления
|
из
5.00
|
Для расчёта потребной силы закрепления Q представим расчетные схемы (рисунок 2,3,1). При этом следует отметить, что не требуется участия в расчете потребного усилия закрепления силы Pz . Предполагается, что упором, при базировании детали , будет служить торцовая поверхность призмы. В определении потребного усилия закрепления будут принимать участие осевая сила Px, крутящий момент Мкр, стремящийся повернуть деталь
Выберем призму с углом α= 

Уравнение равновесия для обеспечения неподвижности детали под действием силы Px запишется следующим образом (условие неотрывности):
где k-коэффициент запаса закрепления
f-коэффициент трения в местах контакта детали с призмой и прижимной планкой
Примем f=0,16
Значение коэффициента запаса закрепления определим как произведение первичных коэффициентов

 1,5*1*1,7*1,2*1*1*1,5=4,6
1,5*1*1,7*1,2*1*1*1,5=4,6

Уравнение равновесия для обеспечения неизменности положения детали под действием крутящего момента запишется следующим образом (условие непроворачиваемости)
kM-Mтр.у.=  *f*sin
*f*sin  *p
*p
где М - крутящий момент создаваемый фрезой.
kM - *f*sin  *p=0
*p=0
p=r*cos  =6.5*0.707=4.6 мм
=6.5*0.707=4.6 мм
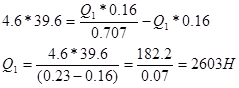
4,6*0,8-  *0,16*0,707*4,6=0
*0,16*0,707*4,6=0
3,68-  *0.26=0
*0.26=0
 =14.2 Н
=14.2 Н
Сравнив полученный результат в первом и во втором случае убедимся, что  , поэтому для обеспечения неизменности положения детали при обработке выбираем потребное усилие закрепления, т.е. Q=2603 Н.
, поэтому для обеспечения неизменности положения детали при обработке выбираем потребное усилие закрепления, т.е. Q=2603 Н.
Для расчета диаметра поршня пневмоцилиндра используем Q=2603 Н.
Для пневматических цилиндров двустороннего действия:
Q=0.785*D*p* 
где p=0,4 Мпа
 - коэффициент учитывающий потери от трения
- коэффициент учитывающий потери от трения
=0,95

Определяем стандартный диаметр пневматического цилиндра D=100мм. Диаметр штока d=25мм
Определим действительную силу пневмоцилиндра

ПРОЕКТИРОВАНИЕ СПЕЦИАЛЬНОЙ КОНТРОЛЬНОЙ ОСНАСТКИ
Исходные данные
3.1.1 Операция , 55 «Шлифовальная».
1. Шлифовать наружный диаметр Æ19,2.
Оборудование: червячно –шлифовальный станок 5К881
2. Контрольное приспособление разработано на операцию 40 «Шлифование». Принципиальная схема приспособления представляет собой закрепление детали на оправке с установкой по наружной цилиндрической поверхности.
Данное контрольное приспособление является универсальным, легким в изготовлении, простым по конструкции и предназначено для контроля радиального биения наружного диаметра детали относительно базовой поверхности.
3. Расчет контрольного приспособления.
Расчет контрольного приспособления осуществляют на точность, при этом осуществляют суммарную погрешность измерения по формуле:
Dизм = 1/3 ´ Тк ;
где Тк – допуск на контролируемый размер, мм .
Т.е. Dизм = 1/3 ´ 0,03 = 0,01 мм .
Погрешность контрольного приспособления
d = Ödб + dп + dз + dм ,
где dб – погрешность базирования, мм;
расчет погрешности базирования проводим, исходя из максимального диаметра изготовления оправки и минимального базирующего диаметра:
Оправка Æ8 мм, вал Æ19,2 мм .
В таком случае имеем:
Оправка (max) Æ8,005 мм, (min) вал Æ19,2 мм
Погрешность базирования в таком случае будет равна
dб = 0,0025 мм ;
dп – погрешность передаточных устройств, мм;
dп = 1 – l1min/l2min = 1 – 12/13 = 0,002 мм ;
dм – погрешность показания прибора, мм;
Для индикатора многооборотного dп = 0,0025 мм
dз – погрешность закрепления, мм;
d = Ö 0,0025 + 0,002 + 0,0025 = 0,0025 мм
dпр = 0,0025 мм £ Dизм = 0,01 мм . Условие выполняется.
4. Описание конструкции и принципа работы.
Приспособление состоит из плиты- основания 7 с охватывающими. На плите посредством винтов 9 и гаек 10 крепятся стойка 4 и 11. Благодаря наличию охватывающих на основании, положение стоек регулируется в соответствии с габаритами контролируемого изделия. На стойках крепятся с натягом оправки 5 и 13. Для надежного крепления детали в оправке смонтирован пружинный механизм 12, позволяющий компенсировать зазор между деталью и оправкой, и исключает перекос детали, что влияет на погрешность измерения. На кронштейн 8 устанавливается стойка 1. Закрепление и фиксация стойки осуществляется при помощи винта 9. На стойке 1, посредством винта 6, устанавливается кронштейн 2, по которому осуществляется перемещение и фиксация индикатора 3.
Для снятия показаний с индикатора, т.е. для непосредственного контроля биения, необходимо повернуть деталь в оправке вокруг оси.
|
из
5.00
|
Обсуждение в статье: Расчет станочного приспособления |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы