 |
Главная |


Расчет машинного времени выполнения операций
|
из
5.00
|
Для дальнейшего определения производительности проектируемой автоматической линии необходимо рассчитать машинное время на проведение каждой из операций. Для этого расчета необходимо знать габариты обрабатываемой поверхности и режимы резания. Для единичного производства режимы резания можно назначат по справочникам нормирования, но приведенные там значения сильно завышены. Для массового или серийного типа производства более целесообразно проводить полный расчет режимов резания.
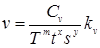
Глубина резания, обычно, назначается в соответствие с видом обработки и типом заготовки. Величину подачи при точении выбираем в зависимости от параметра шероховатости. Скорость резания для точения можно определить по формуле:
 м/мин;
м/мин;
где Т – стойкость резца;
s – величина подачи;
t – глубина резания;
 - коэффициенты, постоянные для заданных условий резания.
- коэффициенты, постоянные для заданных условий резания.
Частоту вращения шпинделя определяют по формуле:
 об/мин;
об/мин;
где D – диаметр обрабатываемой заготовки.
Машинное время обработки находим по формуле:
 мин;
мин;
где L – блина обработки.
Для сверления величина подачи выбирается в зависимости от диаметра сверлимого отверстия. Скорость резания рассчитывается по формуле:
 м/мин;
м/мин;
где D – диаметр сверления.
Для зенкерования и развертывания скорость резания рассчитывается по формуле:
 м/мин.
м/мин.
Машинное время здесь рассчитывается аналогично как и для точения.
Параметры резания для шлифования нормализованы и выбираются из таблиц.
Таблица 4.1 – Расчет машинного времени выполнения операций
| № | Название операций и переходов | инструмент | Глубина резания t, мм | Подача S, мм/об | Скорость V, м/мин | Частота вращения n,мин-1 | Диаметр обработки, D мм | Длина оброботки L мм | Основное время tp |
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| 020 Токарная ЧПУ | |||||||||
| Подрезать торец Е | Резец подрезной Т15К6 | 2,20 | 1,30 | 88,77 | 94,24 | 300 | 70,00 | 0,57 | |
| Точить Ø180Н9 | Резец расточной Т15К6 | 4,00 | 0,40 | 132,01 | 233,56 | 180 | 22,00 | 0,24 | |
| Точить Ø150Н11 | Резец расточной Т15К6 | 4,00 | 0,40 | 132,01 | 280,27 | 150 | 146,00 | 1,30 | |
| Точить фаску 1×45 | Резец расточной Т15К6 | 1,00 | 0,25 | 209,82 | 371,22 | 180 | 1,00 | 0,01 | |
| Точить Ø180Н9 | Резец расточной Т15К6 | 1,00 | 0,25 | 192,55 | 340,68 | 180 | 22,00 | 0,26 | |
| Точить Ø165 | Резец расточной Т15К6 | 1,00 | 0,25 | 192,55 | 371,65 | 165 | 1,50 | 0,02 | |
| Точить фаску | Резец расточной Т15К6 | 1,00 | 0,25 | 192,55 | 408,82 | 150 | 2,50 | 0,02 | |
| Точить Ø150Н11 | Резец расточной Т15К6 | 1,00 | 0,25 | 192,55 | 408,82 | 150 | 146,00 | 1,43 | |
| 30 Токарная ЧПУ | |||||||||
| Подрезать торец В | Резец подрезной Т15К6 | 2,20 | 1,30 | 88,77 | 94,24 | 300 | 25,00 | 0,20 | |
| Точить Ø190Н9 | Резец расточной Т15К6 | 4,00 | 0,40 | 132,01 | 221,27 | 190 | 29,50 | 0,33 | |
| Точить Ø230f7 | Резец праходной Т15К6 | 3,50 | 1,30 | 82,80 | 114,65 | 230 | 110,00 | 0,74 | |
| Подрезать торец Ø299,6H9/Ø230f7 | Резец подрезной Т15К6 | 2,20 | 1,30 | 88,77 | 94,24 | 300 | 46,00 | 0,38 | |
| Точить фаску 2×30 | Резец расточной Т15К6 | 1,00 | 0,15 | 230,22 | 385,89 | 190 | 3,00 | 0,05 | |
| Точить Ø190Н9 | Резец расточной Т15К6 | 1,00 | 0,15 | 236,81 | 396,93 | 190 | 28,00 | 0,47 | |
| Точить Ø165 | Резец расточной Т15К6 | 1,00 | 0,15 | 236,81 | 457,07 | 165 | 1,50 | 0,02 | |
| Точить фаски | Резец расточной Т15К6 | 1,00 | 0,15 | 236,81 | 502,78 | 150 | 2,50 | 0,03 | |
| Точить фаски 3×30 | Резец проходной Т15К6 | 1,00 | 0,20 | 231,98 | 321,21 | 230 | 3,00 | 0,05 | |
| Точить Ø230f7 | Резец проходной Т15К6 | 1,00 | 0,20 | 231,98 | 321,21 | 230 | 113,00 | 1,76 | |
| 40 Токарная ЧПУ | |||||||||
| Точить поверхность Ø299.6F9 | Резец проходной Т15К6 | 4,50 | 1,30 | 79,74 | 84,65 | 300 | 88,00 | 0,80 | |
| Точить фаски 2×45 | Резец проходной Т15К6 | 1,00 | 0,20 | 231,98 | 246,26 | 300 | 2,00 | 0,04 | |
| Точить Ø299,6f9 | Резец проходной Т15К6 | 1,00 | 0,20 | 231,98 | 246,26 | 300 | 85,00 | 1,73 | |
| Точить фаски 2×45 | Резец проходной Т15К6 | 1,00 | 0,20 | 231,98 | 246,26 | 300 | 2,00 | 0,04 | |
| 50 Вертикально-сверлильная с ЧПУ | |||||||||
| Сверлить отверстия М16-7Н | Сверло Р6М5 | 6,95 | 0,20 | 15,25 | 325,97 | 14,9 | 38,00 | 0,58 | |
| Цековать отверстия Ø22 | Сверло Р6М5 | 4,05 | 0,20 | 41,25 | 597,10 | 22 | 5,00 | 0,04 | |
| Нарезать резьбу М16-7Н | 2,00 |
|
| ||||||
| 060 Кординатно-сверлильная с ЧПУ | |||||||||
| Сверлить отверстия Ø20Н12 | Сверло Р6М5 | 10,00 | 0,20 | 17,16 | 273,19 | 20 | 90,00 | 1,65 | |
| Сверлить 2 отверстия М16-7Н | Сверло Р6М5 | 6,95 | 0,20 | 15,25 | 325,97 | 14,9 | 90,00 | 1,38 | |
| Цековать 2 отверстия Ø20 | Цековка Р6М5 | 4,05 | 0,20 | 39,70 | 632,24 | 20 | 21,00 | 0,17 | |
| 070Радиально-сверлильная | |||||||||
| Цековать 2 отверстия Ø20 | Сверло Р6М5 | 4,05 | 0,20 | 39,70 | 632,24 | 20 | 21,00 | 0,17 | |
| Нарезать резьбу М16-7Н | 2,00 |
|
| ||||||
| 080 Горизонтально протяжная | |||||||||
| Протянуть эвольвентные шлицы | Протяжка ЭВ160×5×30 | 12 | 0.02 | 7 | – | 150 | 10 | ||
| 100 Токарная ЧПУ | |||||||||
| Точить фаску 1×45 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 282,53 | 180 | 1 | 0,01 | |
| Точить Ø180Н9 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 282,53 | 180 | 22 | 0,16 | |
| Точить Ø165 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 308,22 | 165 | 1,5 | 0,01 | |
| Точить фаску | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 339,04 | 150 | 2,5 | 0,01 | |
| Точить фаску 2×30 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 267,66 | 190 | 2 | 0,01 | |
| Точить Ø190Н9 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 267,66 | 190 | 28 | 0,21 | |
| Точить Ø165 | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 308,22 | 165 | 1,5 | 0,01 | |
| Точить фаску | Резец расточной Т30К10 | 0,5 | 0,5 | 159,69 | 339,04 | 150 | 2,5 | 0,01 | |
| 110 Кругло – шлифовальная | |||||||||
| Шлифовать Ø230f7 | Шлифовальный круг | 0.4 | 0.25 | 20 | 30 | 230 | 110 | 6.67 | |
| 120 Кругло – шлифовальная | |||||||||
| Шлифовать Ø299,6f9 | Шлифовальный круг | 0.4 | 0.25 | 20 | 30 | 299,6 | 86 | 10 | |
Критерием оценки технологического процесса является технологическая производительность kо, которая определяется по формуле:
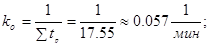
где ∑tр – суммарное машинное время выполнения всех операций, мин.
Значение технологической производительности может быть основой для расчета оптимальной степени дифференциации и концентрации операций в автоматической линии.
В данной работе предлагается разработка автоматической линии для осуществления той части техпроцесса, которая связана с токарной обработкой поверхностей и отверстий. Таким образом, для данной линии не учитываются операции после термической обработки, но проектируемая линия всё равно должна обеспечивать указанную в задании производительность.
Для этого произведем анализ возможных структур линии и выберем наиболее рациональную из них
|
из
5.00
|
Обсуждение в статье: Расчет машинного времени выполнения операций |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы