 |
Главная |


Знаменатель этой формулы представляет собой ту силу, которую безопасно может взять на себя каждая заклепка.
|
из
5.00
|
Пусть P=720КН d=2см;  =100МПа; тогда
=100МПа; тогда
3. Виды заклёпочных швов Место соединения деталей заклёпками называется заклёпочным швом, которые делятся на три вида [24].Прочный шов имеет несколько рядов заклёпок и применяется при клёпке балок, колонн, мостов и т. д.Плотный шов применяют для герметических конструкций (резервуаров не подвергающихся высоким давлениям) при небольших нагрузках. Для герметичности шва используют прокладки из пропитанной олифой бумаги или ткани. Выполняют клёпку холодным способом.Прочноплотный шов выполняют горячей клёпкой с помощью клепальных машин с последующей подчеканкой головок заклёпок и кромкой листов. Заклёпочные швы делятся на однорядные, двухрядные и многорядные, а в зависимости от расположения заклёпок – на параллельные и шахматные [20].
В каждом заклепочном соединении заклепки располагают в один, два и более рядов.
В соответствии с этим заклепочные швы делятся на однорядные, двухрядные, многорядные, параллельные и шахматные (рис. 4).
Различают клепку ручную, механизированную, при которой применяют пневматические клепальные молотки, и машинную, выполняемую на прессах одинарной и групповой клепки.
При ручной клепке применяют слесарные молотки с квадратным бойком, поддержки, обжимки, натяжки и чеканки [19].
Массу молотка выбирают в зависимости от диаметра заклепки.
Поддержки являются опорой при расклепывании стержня заклепок. Форма и размеры поддержек зависят от конструкции склепываемых деталей и диаметра стержня заклепки, а также от выбранного метода клепки (прямой или обратный). Поддержка должна быть в 3—5 раз массивнее молотка.
Обжимки служат для придания замыкающей головке заклепки после осадки требуемой формы. На одном конце обжимки имеется углубление по форме головки заклепки.

Рис. 4. Заклепочные швы: а — однорядный в нахлесточном соединении; б — однорядный в стыковом соединении; в — однорядный в стыковом соединении с одной накладкой; г — двухрядные с шахматным расположением заклепок в стыковом соединении с одной накладкой
Натяжка представляет собой бородок с отверстием на конце. Натяжка применяется для осаживания листов [7].
Чекан представляет собой слесарное зубило с плоской рабочей поверхностью и применяется для создания герметичности заклепочного шва, дости-аемой обжатием (подчеканкой) замыкающей головки и края листа.
Клепка бывает двух видов: обыкновенная, когда обе головки заклепок возвышаются над поверхностями склепываемых деталей, и потайная, когда головки заклепок скрыты заподлицо с поверхностями склепанных деталей. Детали из сортовой стали склепывают с деталями из кровельной стали заклепками диаметром 2...3 мм. Закладные головки заклепок при этом должны располагаться на более тонкой детали. Детали соединяют заклепочными швами в один и реже в два ряда. Соединяемые листы укладывают при этом внахлестку (рис. 5).
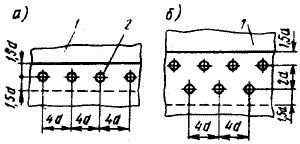
Рис. 5. Заклепочные швы: а - соединение внахлестку с одним рядом заклепок; б - соединение внахлестку с двумя рядами заклепок; 1 - лист; 2 - заклепка; d - диаметр отверстия
Шаг между заклепками склепываемых листов для однорядных швов делают не менее 3d. Расстояние от центра заклепки до кромки соединяемых деталей должно составлять 1,5d стержня заклепки. Диаметр отверстия для заклепок просверливают на 1/10 больше диаметра стержня заклепок. Когда детали склепывают впотай, отверстия под головки в деталях раззенковывают под углом 60...90° на глубину, равную высоте закладной головки. Рабочие операции клепки (рис. 6) выполняют следующими инструментами: поддержкой 4, осадкой 1, обжимкой 6 и молотком 5 массой не более 0,3 кг.
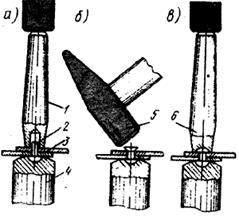
Рис. 6. Рабочие операции клепки: а - осаживание соединяемых листов; б - расклепка стержня заклепки молотком; в - формирование головки; 1 - осадка; 2 - заклепка; 3 - заклепываемые листы; 4 - поддержка; 5 - молоток; 6 - обжимка
Поддержка предназначается для укладки закладной головки заклепки, поэтому поверхность поддержки, на которую опирается закладная головка, должна иметь лунку по форме головки. Осадка служит для уплотнения склепываемых листов 3, обжимка — для окончательного оформления замыкающей головки оставляемой заклепки. Склепывание деталей начинают с постановки маячных заклепок на концах шва и нескольких заклепок, симметрично располагаемым между маячными. Процесс клепки слагается из следующих операций: подгонки склепываемых деталей; разметки деталей для сверления в них отверстий под заклепки; сверления отверстий (при клепке впотай и зенковании); установки заклепок; осадки склепываемых деталей для плотного примыкания их одна к другой и к замыкающей головке заклепки; окончательного формирования замыкающей головки обжимкой [4].
|
из
5.00
|
Обсуждение в статье: Знаменатель этой формулы представляет собой ту силу, которую безопасно может взять на себя каждая заклепка. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы