 |
Главная |


Технология выполнения швов различной протяженности.
|
из
5.00
|
Все сварные швы в зависимости от их длины условно разбивают на три группы:
• короткие - до 250 мм;
• средней длины - от 250 до 1000 мм;
• длинные - от 1000 мм и более.
Короткие швы выполняют «на проход» в одном направлении, т. е. при движении электрода от начала шва к концу (рис. 21, а).
При выполнении швов средней длины и длинных возможно коробление изделий. Чтобы избежать этого, швы средней длины выполняют «на проход» от середины к концам (рис. 21, б) или обратноступенчатым способом (рис. 21, в), сущность которого состоит в том, что весь шов разбивают на участки длиной 100-350 мм с таким расчетом, чтобы каждый из них мог быть выполнен целым числом электродов (двумя, тремя и т. д.). При этом переход от участка к участку совмещается со сменой электрода. Каждый участок заваривается в направлении, обратном общему направлению сварки, а последний всегда заваривается «на выход».
Длинные швы выполняют от середины к концам обратноступенчатым способом (рис. 21, г). В данном случае возможно организовать работу одновременно двух сварщиков.
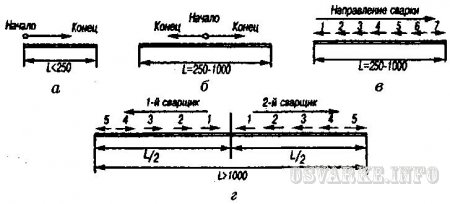
Рис. 21. Выполнение швов различной длины:
1-7 - последовательность наложения швов
Билет № 22
Газовая сварка трубных конструкций.
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм с толщиной стенок до 2-3 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм.
При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90º, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления.
Сварку труб можно выполнять как левым, так и правым способами.
Газовой сваркой стыки сваривают в один слой.
Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
Сварку труб большого диаметра (300 мм и более) выполняют четырьмя отдельными участками, как показано на рис. 56, а.
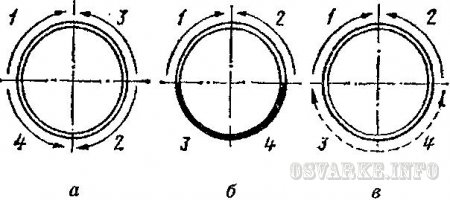
Рис. 56. Последовательность сварки труб большого диаметра:
а - 200-300 мм; б - 500-600 мм; в - сварка без поворота
При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 56, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4.
Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рис. 56, в, пунктирными стрелками.
Билет № 23
1. Вопрос Сварочные горелки (назначение, классификация, устройство, маркировка, подготовка к работе, требования техники безопасности).
Сварочная горелка служит для смешивания горючего газа или паров горючей жидкости с кислородом и получения сварочного пламени.
Сварочные горелки подразделяются следующим образом:
• по способу подачи горючего газа и кислорода в смесительную камеру - инжекторные и безынжекторные;
• по роду применяемого горючего газа - ацетиленовые, для газов-заменителей, для жидких горючих и водородные;
• по назначению - универсальные (сварка, резка, пайка, наплавка) и специализированные (выполнение одной операции).
Инжекторная горелка (рис. 15) - эта такая горелка, в которой подача горючего газа в смесительную камеру осуществляется за счет подсоса его струей кислорода, вытекающего с большой скоростью из отверстия сопла. Этот процесс подсоса газа более низкого давления струей кислорода, подводимого с более высоким давлением, называется инжекцией, а горелки данного типа - инжекторными.
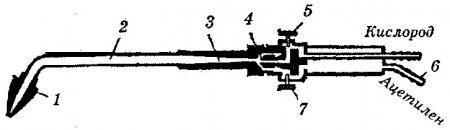
Рис. 15. Конструкция инжекторной сварочной горелки:
1 - мундштук; 2 - сменный наконечник; 3 - смесительная камера; 4 - сопло инжектора; 5 - кислородный вентиль; 6 - кислородный ниппель; 7 - ацетиленовый вентиль; 8 - ацетиленовый ниппель
Для нормальной работы инжекторных горелок необходимо, чтобы давление кислорода было 0,15-0,5 МПа, а давление ацетилена значительно ниже - 0,001-0,12 МПа.
Принцип действия ее заключается в следующем. Кислород из баллона под рабочим давлением через ниппель, трубку и вентиль 5 поступает в сопло инжектора 4. Выходя из сопла инжектора с большой скоростью, кислород создает разряжение в ацетиленовом канале, в результате этого ацетилен, проходя через ниппель 6, трубку и вентиль 7, подсасывается в смесительную камеру 3.
В этой камере кислород, смешиваясь с горючим газом, образует горючую смесь. Горючая смесь, выходя через мундштук 1, поджигается и, сгорая, образует сварочное пламя. Подача газов в горелку регулируется кислородным вентилем 5 и ацетиленовым 7, расположенными на корпусе горелки. Сменные наконечники 2 подсоединяются к корпусу горелки накидной гайкой.
Безынжекторная горелка - это такая горелка, в которой горючий газ и подогревающий кислород подаются примерно под одинаковым давлением 0,05-0,1 МПа. В них отсутствует инжектор, который заменен простым смесительным соплом, ввертываемым в трубку наконечника горелки.
Правила обращения с горелками:
1. Не допускается эксплуатация неисправных горелок, так как это может привести к взрывам и пожарам, а также ожогам газосварщика.
2. Исправная горелка дает нормальное и устойчивое свариваемое пламя.
3. Для проверки инжектора горелки к кислородному ниппелю подсоединяют рукав от кислородного редуктора, а к корпусу горелки - наконечник. Наконечник затягивают ключом, открывают ацетиленовый вентиль и кислородным редуктором устанавливают необходимое давление кислорода соответственно номеру наконечника.
Пускают кислород в горелку, открывая кислородный вентиль. Кислород, проходя через инжектор, создает разрежение в ацетиленовых каналах и ацетиленовом ниппеле, которое можно обнаружить, приставляя палец руки к ацетиленовому ниппелю.
При наличии разряжения палец будет присасываться к ниппелю. При отсутствии разряжения необходимо закрыть кислородный вентиль, отвернуть наконечник, вывернуть инжектор и проверить, не засорено ли его отверстие.
При засорении его необходимо прочистить, при этом надо проверить также отверстия смесительной камеры и мундштука. Убедившись в их исправности, повторяют испытание на подсос (разрежение).
4. Величина подсоса зависит от зазора между концом инжектора и входом в смесительную камеру. Если зазор мал, то разрежение в ацетиленовых каналах будет недостаточным, в этом случае следует несколько вывернуть инжектор из смесительной камеры.
5. Вначале немного открывают кислородный вентиль горелки, создавая тем самым разрежение в ацетиленовых каналах. Затем открывают ацетиленовый вентиль и зажигают горючую смесь.
6. Пламя регулируют ацетиленовым вентилем при полностью открытом кислородном.
7. При хлопках сначала перекрывают ацетиленовый, а потом кислородный вентили.
8. Причины хлопков:
• сильный перегрев горелки;
• засорение мундштука горелки;
• если скорость истечения горючей смеси станет меньше скорости ее сгорания, то пламя проникнет в канал мундштука и произойдет обратный удар.
9. В этом случае горелку нужно погасить, охладить ее водой и прочистить мундштук иглой.
Билет №24
|
из
5.00
|
Обсуждение в статье: Технология выполнения швов различной протяженности. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы