 |
Главная |


Сварочное пламя (способы получения, виды, основные характеристики, строение).
|
из
5.00
|
Сварочное пламя образуется при сгорании горючего газа или паров горючей жидкости в кислороде. Пламя при резке нагревает основной металл до температуры его горения.
Наибольшее применение при газовой сварке и резке нашло кислородно-ацетиленовое пламя, так как оно имеет высокую температуру (3150°С) и обеспечивает концентрированный нагрев. Однако в связи с дефицитностью ацетилена в настоящее время получили широкое распространение (особенно при резке металлов) газы - заменители ацетилена: пропан - бутан, метан, природный и городской газы.
Все горючие газы, содержащие углеводороды, образуют сварочное пламя, которое имеет ярко различимые зоны:
• ядро;
• восстановительную зону;
• факел.
Размеры ядра зависят от состава горючей смеси, ее расхода и скорости истечения.
Диаметр канала мундштука горелки определяет диаметр ядра пламени, а скорость истечения газовой смеси - его длину.
Восстановительная (средняя) зона располагается за ядром и по своему более темному цвету заметно отличается от него. Длина ее зависит от вида пламени и достигает 20 мм. Этой зоной пламени выполняют сварку. Она имеет наиболее высокую температуру - 3140ºС в точке, отстающей на 3-6 мм от конца ядра.
От состава горючей смеси, т. е. от соотношения кислорода и горючего газа, зависят внешний вид, температура и влияние сварочного пламени на расплавленный металл.
Изменяя состав горючей смеси, сварщик или газорезчик тем самым изменяет основные параметры сварочного пламени.
В зависимости от соотношения между кислородом и ацетиленом получают три основных вида сварочного пламени (рис. 26):
• нормальное (на один объем ацетилена подают несколько больше - от 1,1 до 1,3 объема кислорода);
• окислительное (получают при избытке кислорода, на один объем ацетилена более 1,3 объема кислорода);
• науглероживающее (получают при избытке ацетилена, когда на один объем ацетилена подается 0,95 и менее объема кислорода).
Билет № 6
Вопрос.
Объясните назначение покрытия на плавящихся электродах.
1. Защита расплавленного металла от кислорода и азота воздуха при сварке. Это достигается газами, которые образуются из покрытия в зоне дуги.
2. Теплоизоляция расплавленного металла шва. Этим достигается пластичность шва.
3. Обеспечение устойчивого горения дуги, за счет введения в покрытие ионизирующих добавок.
4. Легирование металла шва.
Билет № 7
Вопрос
Газовая сварка трубных конструкций.
Широкое применение получила газовая сварка труб небольшого диаметра (до 100 мм с толщиной стенок до 2-3 мм), особенно при монтаже систем отопления и горячего водоснабжения, водопроводов, газопроводов и других трубчатых конструкций.
Трубы сваривают чаще всего встык, так как стыковые соединения требуют наиболее простой подготовки кромок, наименьших затрат времени и расхода горючего газа.
При толщине стенок труб до 5 мм сварку проводят без разделки кромок, а стык собирают с зазором 1,5-2 мм.
При сварке труб с толщиной стенок более 5 мм применяют одностороннюю разделку кромок под углом 70-90º, оставляя притупление от 1,5 до 2,5 мм. Притупление необходимо для того, чтобы при сварке кромки не проплавлялись, и расплавленный металл не протекал внутрь трубы.
В зависимости от назначения конструкции используют и другие способы стыковки труб - без скоса кромок с подкладным кольцом, с раструбом и вставным кольцом.
Перед сваркой трубы выравнивают так, чтобы оси их совпадали, и прихватывают. Для центровки труб применяют центраторы и другие приспособления.
Сварку труб можно выполнять как левым, так и правым способами.
Газовой сваркой стыки сваривают в один слой.
Если трубу можно поворачивать, то сварку ведут в нижнем положении; неповоротный стык сваривают во всех пространственных положениях, что является наиболее трудным для сварщика.
Сварку труб большого диаметра (300 мм и более) выполняют четырьмя отдельными участками, как показано на рис. 56, а.
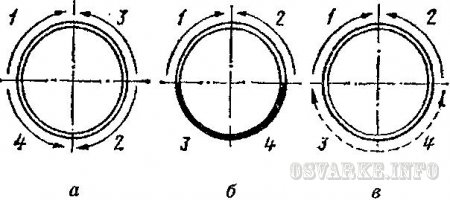
Рис. 56. Последовательность сварки труб большого диаметра:
а - 200-300 мм; б - 500-600 мм; в - сварка без поворота
При сварке труб диаметром 500-600 мм сварку могут вести одновременно два сварщика. Вначале заваривают верхнюю часть трубы на участках 1 и 2 (рис. 56, б), затем трубу поворачивают и также одновременно заваривают участки 3 и 4.
Если поворачивать трубу нельзя, то участки 3 и 4 сваривают в порядке, указанном на рис. 56, в, пунктирными стрелками.
Задача
1-5 мм - Без скоса кромок, с присадкой, зазор 0,5- 2. Притупления нет
0,5-2 с отбортовкой кромок, без присадки, зазор 0-1
Билет № 8
Вопрос
|
из
5.00
|
Обсуждение в статье: Сварочное пламя (способы получения, виды, основные характеристики, строение). |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы