 |
Главная |


Установка программы на станок
|
из
5.00
|
Программу обработки в G-кодах удобно составлять с использованием персонального компьютера. Для этого нужно иметь какой-либо примитивный текстовый редактор, например, «блокнот» или «WordPad». Текст программы, написанный в этих редакторах можно сохранить в виде файла и перенести без каких-либо доработок на станок с помощью специальной флэш-карты или по локальной сети (если станок к ней подключен) через RS-232 или RJ-45 (при наличии в станке сетевой карты и соответствующей настройке). Для написания программы можно также использовать редактор CIMKO EDIT, который разработан специально для этой цели и создает также еще разнообразные дополнительные удобства для программиста.
Перенос программы осуществляется в соответствии с руководством, поставляемым со станком. На ЕХ-105 с системой управления FANUC 0i-TC для этого выполняются следующие действия.
Например, при передаче по локальной сети через RS-232 (переключатель каналов в экране OFS/SET установлен на “0”, ключ на панели управления в положении “ON”):
| DIT | ROG | PRT | à” | EAD | …. | XEC |
*O…. – имя принимаемой программы.
В результате описанных действий программа читается и становится текущей (на станке).
Получив программу на станок, оператор выполняет следующие действия:
 проверяет текст программы на наличие формальных ошибок (если он этого не сделал на компьютере)
проверяет текст программы на наличие формальных ошибок (если он этого не сделал на компьютере)
изучает (имея чертеж детали), как построена последовательность обработки. Необходимо также знать, какой вид заготовки будет использован для изготовления данной детали.
следуя по тексту программы, смотрит, какой инструмент будет использоваться при обработке и устанавливает его в позицию, указанную в программе
производит привязку инструмента с помощью датчика RENISHAW или другим способом, описанным в руководстве к станку
производит привязку станка к “нулю” детали (теоретическое положение “нуля” нужно выявить при изучении последовательности обработки по чертежу детали)
используя “DRY RUN” (“сухой цикл)” или другой доступный способ прогона программы на станке, осуществляет этот прогон с реальным перемещением инструмента, соблюдая меры предосторожности (самая малая скорость быстрых перемещений, держать палец на кнопке “стоп подачи”, чтобы успеть вовремя остановить станок при попытке какого-либо “наезда”. Если специальной функции для прогона нет, можно провести реальный цикл обработки, установив заготовку так, чтобы она была зажата в патроне(иначе станок не запустится), но ни один из резцов (или другой инструмент) до нее не доставал во время совершения рабочих движений по программе. Во время прогона можно включить графический режим, который покажет перемещения инструмента. По этим графикам, а также по реальному перемещению инструмента можно судить о правильности работы программы. Реально, во время первого прогона смотрят, чтобы ни один инструмент ни во что не утыкался, а затем еще несколько раз повторяют цикл, чтобы убедиться в правильности его работы. При выявлении недостатков, программа корректируется.
После того, как все недостатки устранены, можно провести реальный цикл с обработкой. Для контроля точности обработанных поверхностей можно использовать покадровый режим работы, нажав соответствующую кнопку на пульте управления или код “М1”, который необходимо проставить в тексте программы в тех местах программы, где вы хотите остановить обработку для проведения измерений обработанных поверхностей, нажав кнопку “остановка по указанию”. Программа будет останавливаться в указанных местах. Для продолжения нужно будет повторно нажимать кнопку “Пуск цикла”. Исполнение программы можно остановить в любом месте, нажав кнопку “Стоп подачи”.
Таким образом производится контроль всех чертежных размеров и при необходимости вводится корректировка их значений. Для корректировки не следует изменять текст программы, если только это ни ошибки. Подгонка размеров осуществляется с помощью таблицы корректоров. Вы открываете таблицу корректоров инструмента (которая автоматически заполнялась во время привязки инструментов) и корректируете положение инструмента по нужной координате в нужном направлении, подсчитав величину коррекции в соответствии с результатами ваших измерений. По- окончании отладки включается цикл автоматической работы станка и производятся замеры всех размеров готовой детали в течение 2-3 циклов. В дальнейшем оператор регулярно проверяет размеры получаемых деталей, внося коррективы при необходимости. Следует обращать внимание на посторонние звуки, которые могут свидетельствовать о поломке инструмента. В этом случае лучше сразу остановить обработку и разобраться в ситуации, так как поломка одного инструмента может спровоцировать поломку других инструментов, используемых в последующих переходах.
Нарезание резьбы
На токарном станке с ЧПУ можно нарезать прямую цилиндрическую, коническую винтовую, спиральную торцевую резьбу. Форма резьбы (треугольная, прямоугольная, трапецеидальная, упорная или круглая) зависит от формы заточки резьбового резца.
Наиболее примитивный оператор G32 программирует один проход, а для нарезания резьбы может потребоваться 5 и более проходов. Движение отвода резца от детали и возврата в начало приходится программировать отдельно.
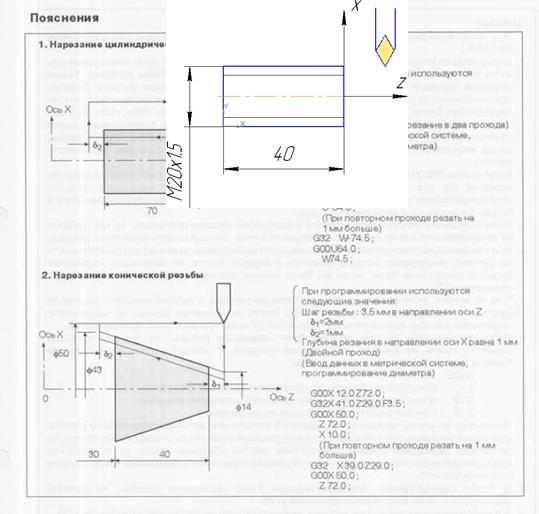 |
Рис. 1.
Оператор G32 производит синхронизацию поступательного перемещения резьбового резца с углом поворота заготовки относительно нулевого положения (по углу поворота) шпинделя. Поэтому этот оператор можно вызывать несколько раз для осуществления большого числа проходов, и рассогласование не происходит, и резьбовой
резец всегда попадает в начало резьбы. Запись резьбового прохода цилиндрической резьбы M20x1.5 выглядит следующим образом:
G32X19.5Z-40.F1.5, где Х19.5 – диаметр первого прохода при глубине резания 0,25
мм;
Перед началом нарезания резьбы диаметр обтачивается под технологический
размер. Для М20х1,5 это может быть Ø19,85. Этот диаметр обработан в предыдущем блоке.
Выход из детали в направлении оси Х не предусмотрен и программируется отдельно (в следующих кадрах), либо нужно делать канавку для выхода резьбового резца.
Более совершенным является цикл нарезания резьбы G92. Он программируется аналогично циклу G90 и содержит в себе выход из заготовки по Х и Z одновременно и возврат в исходную точку. Исходной точкой является точка, в которой находился резец перед входом в цикл. Эта точка должна отстоять от резьбы по Z на 2-3 мм, чтобы система успела синхронизировать резец с угловым положением шпинделя.
Формат команды для рисунка 1:
G0 X21.Z3. выход в исходную точку
G92X19.5Z-40.F1.5 включение цикла на первый проход X19.1 2-ой проход
X18.8 3-й проход
X18.6 4-й проход
X18.5 …
X18.5 выглаживающий проход
После завершения цикла резец возвращается в точку X21.Z3.
Еще один полезный момент цикла G92 – это выходная фаска. Точнее, вывод резца из заготовки производится постепенно под углом ~45° к оси заготовки, что снижает возможность поломки резца (при резком выходе у оператора G32)
Еще более совершенным и более сложным в написании является многократно повторяющийся цикл нарезания многопроходной резьбы G76.
Формат записи ( в две строки) следующий:
G76P(шестизначное число m r a)Q(в микронах Δdmin)R(в микронах)
G76X(значение)Z(значение)R(значение)P(в микронах k)Q(в микронах Δd)F(шаг резьбы)
Итак, в первой строке:
P – многозначный параметр, состоит из шести цифр в которых две первые – это m – количество повторов
две вторые – это r – размер выходной фаски
две третьи – это a – угол профиля резьбы (может принимать знач. 80,60,55, 30, 29)
Q – dmin это минимальная глубина резания, которая будет использована в процессе выполнения цикла
R – припуск на чистовую обработку Во второй строке
X – внутренний диаметр резьбы (если резьба внешняя; для внутренней резьбы это внешний диаметр резьбы), мм
Z – длина резьбы
R – разница между минимальным и максимальным радиусами в случае конической резьбы
P – высота резьбы Q – глубина резания F – шаг резьбы
 Пример использования G90
Пример использования G90
N18G0X106.Z0 N19G90X101.5Z-57.F0.2 N20X100.3 N21G90X96.Z-36.7F0.3 N22X92.
N23X88. N24X84. N25X80. N26X76. N27X72. N28X68. N29X64. N30X62.5 N31G0U1.Z1. N32G1X58.Z0 N33X62.5Z-2.25 N34G0Z0.5 N35X55.
N36G1X54.Z0 N37X62.5Z-4.25 N38G0Z0.5 N39X53.
N40G1X52.F0.1 N41X62.Z-5.
N42Z-27. N43X55.172Z-30.828
N44G2X54.Z-32.243R2. N45G1Z-34.414 N46G2X60.Z-37.R3.
N47G1X96. N48X100.Z-39. N49Z-57.
Многократно повторяемые циклы точения G70-G73, значительно сокращают время проектирования программы, т.к. позволяют упростить программирование, когда требуется снять значительный припуск за несколько проходов. Достаточно лишь задать окончательный контур детали, получаемый в результате последнего прохода резца.
Эти команды записываются в две строки.
В первой строке задается глубина резания Δd (например: U1.0 , т.е. Δd=1 мм) и величина отвода от обрабатываемой поверхности e при ускоренном холостом перемещении инструмента (например R0.5, т.е. e=0.5 мм)
G71 U(Δd) R(e)

| Глубина резания | Холостой отвод |
Во второй строке дается ссылка на кадры программы, где описана обрабатываемая данной командой часть поверхности с N … по N… включительно (например, P102 означает: с кадра N102, а Q115 – до кадра N115)
Чистовой припуск по X – Δu и чистовой припуск по Z – Δw могут иметь отрицательное значение и означают величину припуска, который останется после выполнения цикла G71 для чистового прохода, который должен быть запрограммирован кодом G70 P…Q…, где P и Q те же номера кадров, что были запрограммированы в цикле G71.
F, S и T –действуют только внутри цикла G71. Если они не заданы, действуют величины, заданные ранее.
 |  | | |
G71 P(число) Q(число) U(Δu) W(Δw) F(величина) S(величина) T(величина)
| Чистовой припуск по X | Чистовой припуск по Z | Подача внутри цикла | Скорость внутри цикла |

Пример использования G71
| N22G0X106.Z0 | Помещаем резец в исходную точку цикла G71 (точку А) |
| N23G71U2.0R0.5 | Задаем глубину резания в цикле (U=2 мм) и величину отскока от обработанной поверхности во время обратного хода резца (R=0,5мм) |
| N24G71P25Q34U0.2W0.1F0.3 | Задаем № кадра начала (P=25) и конца (Q=34) обработки в цикле, припуск на диаметры (U=0,2 мм) и торцевой припуск (W=0,1 мм), а также подачу при выполнении цикла G71 (F=0,3 мм/об)*) |
| N25G1X52.F0.1 | В последующих кадрах с №25 по №34 следует описание чистового цикла обработки заданной поверхности. Подача (F=0,1 мм/об)*) также указана для этого цикла (G70) |
| N26X62.Z-5. | |
| N27Z-27. |
| N28X55.172Z-30.828 | |
| N29G2X54.Z-32.243R2. | |
| N30G1Z-34.414 | |
| N31G2X60.Z-37.R3. | |
| N32G1X96. | |
| N33X100.Z-39. | |
| N34Z-57. | Последний кадр цикла. |
| N35G70P25Q34 | Этот кадр означает, что после черновой обработки в цикле G71 последует чистовой цикл, на который были оставлены припуски в кадре №24. Чистовой цикл G70 повторит кадры с №25 по №34 за 1 проход, удаляя указанные припуски. Если после завершения чернового цикла не указать G70 P…Q…, чистового прохода не будет. |
*) Примечание. Чтобы подача была задана в мм/об, в предыдущих кадрах (например, в строке безопасности) должен стоять код G99. Если поставить G98, подача будет измеряться в мм/мин.
Квалификационные испытания для операторов токарных станков с ЧПУ. Теоретические вопросы
2, 3, 4 разряд.
1. Чем станок с ЧПУ отличается от станка с ручным управлением? (2)
2. Каковы преимущества от использования станков с ЧПУ? (2)
3. Перечислите основные составляющие системы ЧПУ. (3)
4. Какой язык программирования обработки на станках с ЧПУ сегодня является наиболее популярным? (2)
5. Опишите конструкцию и принцип действия шагового электродвигателя. (3)
6. Почему в современных станках с ЧПУ используются в основном серводвигатели, а не шаговые электродвигатели? (3)
7. Как функционирует подсистема обратной связи?(3)
8. Назовите основные типы датчиков подсистемы обратной связи. Опишите их принципиальное устройство. (3)
9. Группы обрабатываемости материалов по стандарту ISO. (2)
10. В чем преимущество использования резцов с механическим креплением режущих пластин? (2)
11. Сверло, изготовленное из твердого сплава или из быстрорежущей стали позволяет установить скорость резания 100 м/мин? (3)
12. Какие признаки затупления инструмента? (2)
13. Какой измерительный инструмент используется для контроля линейных размеров при токарной обработке? (2)
14. Какая точность измерения штангенциркулем с нониусом? (2)
15. Какой измерительный инструмент обеспечивает точность измерения 0,01 мм? (2)
16. Для чего используются предельные калибры? (2)
17. Устройство предельного калибра для отверстий. (3)
18. Устройство предельного калибра для контроля наружных диаметров. (3)
19. Объясните отличие между допуском и припуском. (3)
20. Какой квалитет стандарта ISO является более точным H6 или H15.(3)
21. Для чего используется код М1 и как он работает? (4)
22. Как заставить станок пропустить один или несколько кадров программы? (4)
23. Что такое линейная интерполяция? (4)
24. Является ли код G0 линейной интерполяцией? (4)
25. Что такое модальная команда? (4)
26. Для чего в программе обработки используется строка безопасности? (4)
27. Что такое цеховое программирование? (3)
28. Современные способы переноса программ обработки на станок с ЧПУ. (3)
29. В чем заключается привязка инструмента к станку и как она осуществляется?(3)
30. В чем заключается привязка нуля программы к станку и как она осуществляется? (3)
31. В чем заключается отладка программы на станке? (3)
32. Какими средствами осуществляется корректировка линейных и диаметральных размеров при токарной обработке на станке с ЧПУ? (3)
33. Какова последовательность действий оператора при установке новой программы на станок с ЧПУ? (3)
34. Что такое покадровое исполнение программы и как его использовать для отладки новой программы?(4)
35. Какие существуют способы проверки программы на станке?(3)
36. Для чего используется режим MDI?(4)
37. Как осуществляется смазка направляющих и других узлов станка в процессе работы?(2)
38. Какая поверхность имеет более высокое качество шероховатости Ra1,8 или Ra 6,3?(3)
39. Каким образом повысить качество шероховатости поверхности при точении?(3)
40. Что такое исходная точка программы?(3)
41. Как осуществляется возврат в начало программы? (2)
42. Как подобрать резец для конкретных условий обработки, используя стандарты ISO?(3)
43. Способы нарезания наружной и внутренней резьбы на токарном станке с ЧПУ?(3)
Квалификационные испытания для операторов фрезерных станков с ЧПУ. Теоретические вопросы
2, 3, 4 разряд.
1. Что такое фрезерная обработка?(2)
2. Какое движение является главным при фрезерной обработке?(2)
3. В чем отличие встречного фрезерования от попутного?
4. Какое фрезерование считается классическим попутное или встречное?
5. При каком фрезеровании, при встречном или при попутном, лучшие условия обработки для инструмента и для станка? В чем это выражается?
6. Для чего применяется вспомогательный инструмент при фрезеровании?
7. Какие типы конусов шпинделя вам известны?
8. Какие типы фрез по технологическому признаку вам известны?
9. Какие типы фрез по конструктивному признаку вам известны?
10. Какие инструментальные материалы используются для изготовления фрез и какой из них позволяет работать с более высокими скоростями резания?
11. В чем преимущество фрез с механическим креплением режущих пластин перед цельными фрезами?
12. Какой шаг фрезы, крупный или мелкий следует использовать при невысокой мощности станка и низкой жесткости системы СПИД?
13. Какой шаг фрезы, крупный или мелкий используется при фрезеровании титановых и жаропрочных сплавов, а также материалов, дающих элементную стружку?
14. Какой угол в плане большой или маленький рекомендуется для уменьшения радиальной составляющей силы резания? Какая сила при этом возрастает?
15. Уменьшение или увеличение угла в плане позволяет увеличить минутную подачу?
16. Что такое скорость резания и чем она определяется?
17. Какие способы врезания при обработке закрытых пазов вам известны?
18. Что такое маятниковое врезание и для чего оно применяется?
19. Что такое спиральное врезание?
20. Какие способы подвода-отвода фрезы к обрабатываемой поверхности вам известны? Какой из них считается самым оптимальным?
21. Опишите принцип действия цангового патрона.
22. Какой вспомогательный инструмент используется для закрепления режущего инструмента при высокоскоростной обработке?
23. Как определить положение оси Z для конкретного станка с ЧПУ?
24. Какая система координат, правая или левая считается стандартной для всех станков с ЧПУ?
25. Определите положительное направление осей на станке с ЧПУ, используя правило правой руки.
26. Определите положительное направление вращения А вокруг оси Х для пятикоординатного станка, используя правило правой руки.
27. Что такое нулевая точка станка?
|
из
5.00
|
Обсуждение в статье: Установка программы на станок |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы