 |
Главная |


Статистические методы управления качеством
|
из
5.00
|
Статистические методы (методы, основанные на использовании математической статистики), являются эффективным инструментом сбора и анализа информации о качестве. Применение этих методов не требует больших затрат и позволяет с заданной степенью точности и достоверностью судить о состоянии исследуемых явлений (объектов, процессов) в системе качества, прогнозировать и регулировать проблемы на всех этапах жизненного цикла продукции и на основе этого вырабатывать оптимальные управленческие решения.
Используемые в сегодняшней практике предприятий статистические методы можно подразделить на следующие категории:
- методы высокого уровня сложности, которые используются разработчиками систем управления предприятием или процессами (например, методы кластерного анализа);
- методы специальные, которые используются при разработке операций технического контроля, планировании промышленных экспериментов, расчетах на точность и надежность и т.д.;
- методы общего назначения, к которым относятся "Семь простых методов".
По мнению Исикавы, от 50 до 95% всех проблем решаются с помощью простых статистических методов, которые могут применяться в любой последовательности, в любом сочетании, в различных аналитических ситуациях. Это: расслаивание данных, диаграмма Парето, причинно-следственная диаграмма, контрольный листок и гистограмма, диаграмма разброса, контрольная карта.
1. Расслаивание (стратификация).
При разделении данных на группы в соответствии с их особенностями группы именуют слоями (стратами), а сам процесс разделения – расслаиванием (стратификацией). Желательно, чтобы различия внутри слоя были как можно меньше, а между слоями – как можно больше.
В результатах измерений всегда есть больший или меньший разброс параметров. Если осуществлять стратификацию по факторам, порождающим этот разброс, легко выявить главную причину его появления, уменьшить его и добиться повышения качества продукции.
Применение различных способов расслаивания зависит от конкретных задач. В производстве часто используется способ, называемый 4М, учитывающий факторы, зависящие от: человека (man); машины (machine); материала (material); метода (method).
То есть расслаивание можно осуществить так:
- по исполнителям (по полу, стажу работы, квалификации и т.д.);
- по машинам и оборудованию (по новому или старому, марке, типу и т.д.);
- по материалу (по месту производства, партии, виду, качеству сырья и т.д.);
- по способу производства (по температуре, технологическому приему и т.д.).
Метод расслаивания в чистом виде применяется при расчете стоимости изделия, когда требуется оценка прямых и косвенных расходов отдельно по изделиям и партиям, при оценке прибыли от продажи изделий отдельно по клиентам и по изделиям и т.д. Расслаивание также используется в случае применения других статистических методов: при построении причинно-следственных диаграмм, диаграмм Парето, гистограмм и контрольных карт.
2. Графическое представление данных широко применяется в производственной практике для наглядности и облегчения понимания смысла данных. Различают следующие виды графиков:
А). График, представляющий собой ломаную линию, применяется для выражения изменения каких-либо данных с течением времени.
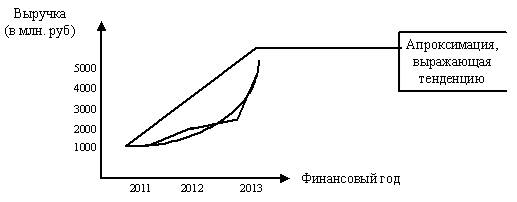
Рис. 2. Пример «ломаного» графика и его аппроксимации.
Таким графиком представляют, например, изменение с течением времени какого-либо параметра, например объема производства или доли дефектных изделий. По оси ординат на таком графике откладывают значение соответствующей величины, а по оси абсцисс – время. Нанесенные на график точки соединяют прямыми отрезками. Эффективность полученной информации возрастет, если на график нанести линию тренда.
Аппроксимация - приближенное описание корреляционной зависимости переменных подходящим уравнением функциональной зависимости, передающим основную тенденцию зависимости (или ее "тренд").
Б) Круговой и ленточный графики (рис. 3. и 4.) применяются для выражения процентного соотношения рассматриваемых данных.
Рис. 7.3. Пример кругового графика.
Соотношение составляющих себестоимости производства:
1 – себестоимость производства продукции в целом;
2 – косвенные расходы;
3 – прямые расходы и т.д.

Рис. 7.4. Пример ленточного графика.
Ленточный график используют для представления причин дефектов и изменения их по месяцам.
В). Z-образный график (рис. 5) применяется для выражения условий достижений данных значений. Например, для оценки общей тенденции при регистрации по месяцам фактических данных (объём сбыта, объём производства и т.д.)
График строится следующим образом:
1) откладываются значения параметра (например, объем сбыта) по месяцам (за период одного года) с января по декабрь и соединяются отрезками прямой (ломаная линия 1 на рис. 5);
2) вычисляется кумулятивная сумма за каждый месяц и строится соответствующий график (ломаная линия 2 на рис. 5);
3) вычисляются итоговые значения (меняющийся итог) и строится соответствующий график. За меняющийся итог в данном случае принимается итог за год, предшествующий данному месяцу (ломаная линия 3 на рис. 5)

Рис. 5. Пример Z-образного графика.
По меняющемуся итогу (3) можно определить тенденцию изменения за длительный период. Вместо меняющегося итога можно наносить на график планируемые значения и проверять условия достижения этих значений.
Г). Столбчатый график (рис. 6) представляет количественную зависимость, выражаемую высотой столбика, таких факторов, как себестоимость изделия от его вида, сумма потерь в результате брака от процесса и т.д.

Рис. 6. Пример столбчатого графика.
1 – число стимулов к покупке; 2 – стимулы к покупке;
3 – качество; 4 – снижение цены;
5 – гарантийные сроки; 6 – дизайн;
7 –доставка; 8 – прочие;
Разновидности столбчатого графика – гистограмма и диаграмма Парето.
Если упорядочить стимулы к покупке по частоте их проявления и построить кумулятивную сумму, то получим диаграмму Парето.
3. Диаграмма Парето.
Схема, построенная на основе группирования по дискретным признакам, ранжированная в порядке убывания (например, по частоте появления) и показывающая кумулятивную (накопленную) частоту, называется диаграммой Парето (рис. 7).

Рис. 7. Пример диаграммы Парето:
1 – ошибки в процессе производства; 2 – некачественное сырье;
3 – некачественные орудия труда; 4 – некачественные шаблоны;
5 – некачественные чертежи; 6 – прочее;
А – относительная кумулятивная (накопленная) частота, %;
n – число бракованных единиц продукции.
Парето – итальянский экономист и социолог, использовавший свою диаграмму для анализа богатств Италии.
Приведенная диаграмма построена на основе группирования бракованной продукции по видам брака и расположения в порядке убывания числа единиц бракованной продукции каждого вида. Диаграмму Парето можно использовать очень широко. С ее помощью можно оценить эффективность принятых мер по улучшению качества продукции, построив ее до и после внесения изменений.
4. Причинно-следственная диаграмма (рис. 8).
Рассмотрим формупричинно-следственной диаграммы на рис. 8. (она называется еще «рыбий скелет» или диаграмма Исикавы).

Рис. 8. «Рыбий скелет» Исикавы
а) пример условной диаграммы, где:
1 – факторы (причины); 2 – большая «кость»;
3 – малая «кость»; 4 – средняя «кость»;
5 – «хребет»; 6 – характеристика (результат).
Порядок составления диаграммы:
1. Выбирается проблема для решения – «хребет».
2. Выявляются наиболее существенные факторы и условия, влияющие на проблему – причины первого порядка.
3. Выявляется совокупность причин, влияющих на существенные факторы и условия (причины 2-, 3- и последующих порядков).
4. Анализируется диаграмма: факторы и условия расставляются по значимости, устанавливаются те причины, которые в данный момент поддаются корректировке.
5. Составляется план дальнейших действий.
Причинно-следственная диаграмма используется, когда требуется исследовать и изобразить возможные причины определенной проблемы. Ее применение позволяет выявить и сгруппировать условия и факторы, влияющие на данную проблему.
5. Контрольный листок (таблица накопленных частот) составляется для построения гистограммы распределения, включает в себя следующие графы: (табл.1).
Таблица 1
| № интервала | Измеренные значения | Частота | Накопленная частота | Накопленная относительная частота |
На основании контрольного листка строится гистограмма (рис. 9), или, при большом количестве измерений, кривая распределения плотности вероятностей (рис. 10).

Рис. 9. Пример представления данных в виде гистограммы
Гистограмма — это столбиковая диаграмма, применяемая для графического представления распределения количественных данных, полученных в результате измерений за определенный период времени (неделю, месяц и т. д.). Число наблюдений, попавших в каждый из интервалов (частота), выражается высотой столбика.
По изображенному на гистограмме распределению выясняют, в каком состоянии находится наблюдаемая партия изделий и технологический процесс ее изготовления. Для этого, исходя из установленных допусков, выясняют следующие вопросы:
- какова ширина распределения по отношению к ширине допуска;
- каков центр распределения по отношению к центру поля допуска;
- какова форма распределения.
Рис. 10. Виды кривых распределения плотности вероятностей.
При стабильном процессе гистограмма имеет форму колоколообразной кривой, большинство точек которой расположено вблизи центральной линии или в середине; центральная линия делит кривую на две симметричные половины
Всякий нестабильный процесс имеет гистограмму, не похожую на колоколообразную кривую. В таком случае распределение отличается от нормального и обусловлено специальными причинами вариаций. Это, как правило, неслучайные вариации, вызванные изменением методов, материалов, сменой персонала или заменой оборудования.
В случае, если
а) форма распределения симметрична, то имеется запас по полю допуска, центр распределения и центр поля допуска совпадают – качество партии в удовлетворительном состоянии;
б) центр распределения смещен вправо, то есть опасение, что среди изделий (в остальной части партии) могут находиться дефектные изделия, выходящие за верхний предел допуска. Проверяют, нет ли систематической ошибки в измерительных приборах. Если нет, то продолжают выпускать продукцию, отрегулировав операцию и сместив размеры так, чтобы центр распределения и центр поля допуска совпадали;
в) центр распределения расположен правильно, однако ширина распределения совпадает с шириной поля допуска. Есть опасения, что при рассмотрении всей партии появятся дефектные изделия. Необходимо исследовать точность оборудования, условия обработки и т.д. либо расширить поле допуска;
г) центр распределения смещен, что свидетельствует о присутствии дефектных изделий. Необходимо путем регулировки переместить центр распределения в центр поля допуска и либо сузить ширину распределения, либо пересмотреть допуск;
д) ситуация аналогична предыдущей, аналогичны и меры воздействия;
е) в распределении 2 пика, хотя образцы взяты из одной партии. Объясняется это либо тем, что сырьё было 2-х разных сортов, либо в процессе работы была изменена настройка станка, либо в 1 партию соединили изделия, обработанные на 2-х разных станках. В этом случае следует производить обследование послойно;
ж) и ширина, и центр распределения – в норме, однако незначительная часть изделий выходит за верхний предел допуска и, отделяясь, образует обособленный островок. Возможно, эти изделия – часть дефектных, которые вследствие небрежности были перемешаны с доброкачественными в общем потоке технологического процесса. Необходимо выяснить причину и устранить её.
Анализ кривой позволяет выявить причины нестабильности процесса и вернуть его в нормальное состояние.
6. Диаграмма разброса (рассеяния) применяется для выявления зависимости (корреляции) одних показателей от других или для определения степени корреляции между n парами данных для переменных x и y.
Эти данные наносятся на график (диаграмму разброса), и для них вычисляется коэффициент корреляции по формуле

где  ковариация (показывает, есть ли линейная взаимосвязь между двумя случайными величинами);
ковариация (показывает, есть ли линейная взаимосвязь между двумя случайными величинами);
 стандартные отклонения случайных переменных x и у;
стандартные отклонения случайных переменных x и у;
Различные варианты диаграмм разброса представлены на рис. 11:
В случае:
а) можно говорить о положительной корреляции (с ростом x увеличивается y);
б) проявляется отрицательная корреляция (с ростом x уменьшается y);

Рис. 11. Варианты диаграмм разброса.
в) при росте x y может как расти, так и уменьшаться, говорят об отсутствии корреляции. Но это не означает, что между ними нет зависимости, между ними нет линейной зависимости. Очевидная нелинейная (экспоненциальная) зависимость представлена и на диаграмме разброса г).
Коэффициент корреляции всегда принимает значения в интервале  , т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r<0 – отрицательная корреляция.
, т.е. при r>0 – положительная корреляция, при r=0 – нет корреляции, при r<0 – отрицательная корреляция.
7. Контрольная карта.
Одним из способов достижения удовлетворительного качества и поддержания его на этом уровне является применение контрольных карт. Для управления качеством технологического процесса необходимо иметь возможность контролировать те моменты, когда выпускаемая продукция отклоняется от заданных техническими условиями допусков.
Контрольные карты применяются, когда требуется установить характер неисправностей и дать оценку стабильности процесса; когда необходимо установить, нуждается ли процесс в регулировании или его необходимо оставить таким, каков он есть.
Контрольной картой можно также подтвердить улучшение процесса.
Информация о контрольных картах содержится и в международных стандартах ИСО 7870, ИСО 8258.
Пример. Проследим за работой токарного станка в течение определённого времени и будем измерять диаметр детали, изготавливаемой на нем (за смену, час). По полученным результатам построим график и получим простейшую контрольную карту (рис. 12).

Рис. 12. Пример контрольной карты.
В точке 6 произошла разладка технологического процесса, необходимо его регулирование. Положение ВКГ и НКГ определяется аналитически либо по специальным таблицам и зависит от объёма выборки. ВКГ и НКГ служат для предупреждения разладки процесса, когда изделия еще соответствуют техническим требованиям.
Контрольная карта может указать на наличие потенциальных проблем до того, как начнется выпуск дефектной продукции. Принято говорить, что процесс вышел из-под контроля, если одна или более точек вышли за пределы контроля.
Существуют два основных типа контрольных карт: для качественных (годен – негоден) и для количественных признаков. Для качественных признаков возможны четыре вида контрольных карт: число дефектов на единицу продукции; число дефектов в выборке; доля дефектных изделий в выборке; число дефектных изделий в выборке. При этом в первом и третьем случаях объем выборки будет переменным, а во втором и четвертом – постоянным.
Таким образом, целями применения контрольных карт могут быть:
- выявление неуправляемого процесса;
- контроль за управляемым процессом;
- оценивание возможностей процесса.
Контрольные карты позволяют проводить анализ возможностей процесса. Возможности процесса – это способность функционировать должным образом. Как правило, под возможностями процесса понимают способность удовлетворять техническим требованиям
|
из
5.00
|
Обсуждение в статье: Статистические методы управления качеством |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы