 |
Главная |


Выбор станочных приспособлений
|
из
5.00
|
Станочными приспособлениями в машиностроении называют дополнительные устройства к металлорежущим станкам, применяемые для установки и закрепления деталей, обрабатываемых на металлорежущих станках.
Выбор станочных приспособлений зависит от формы, габаритных размеров и технических требований, предъявляемых к обрабатываемым деталям, а также от типа производства и программы выпуска изделий. По типу станков приспособления разделяются на токарные, сверлильные, фрезерные и т. д. По степени специализации приспособления разделяют на универсальные, переналаживаемые (групповые) и специальные. По степени механизации и автоматизации приспособления разделяют на ручные, механизированные, полуавтоматические и автоматические. Универсальные приспособления разделяют на безналадочные и наладочные.
Универсальные безналадочные приспособления (УБП). Они применяются в единичном и серийном типе производства, для установки и зажима обрабатываемых деталей с различной формой и различными габаритами. К ним относятся самоцентрирующие трехкулачковые токарные патроны, машинные и слесарные тиски, поворотные столы и т. д.
Универсально-наладочные приспособления (УНП).
Эти приспособления состоят из двух частей: универсальной и сменной. Универсальная часть приспособления является постоянной и состоит из корпуса, привода и некоторых деталей. Конструкции корпуса и привода зависят от геометрической формы и габаритных размеров обрабатываемых деталей. Наладочная часть приспособления состоит из сменных наладок, которые изготовляют в зависимости от формы и размеров группы деталей, обрабатываемых в данном приспособлении. Универсально-наладочные приспособления применяют в мелкосерийном и серийном производствах, для групповой обработки деталей, имеющих различную форму и габаритные размеры. К УНП относятся универсальные патроны со сменными кулачками, универсально-наладочные тиски, групповые приспособления и т. д.
Выбор режущего инструмента
При выборе режущего инструмента необходимо исходить из способа обработки заготовки и типа станка, формы и расположения обрабатываемых поверхностей, материала заготовки и его механических свойств. Инструмент должен обеспечить: получение заданной точности формы и размеров; требуемую шероховатость обработанных поверхностей; высокую производительность и стойкость; должен быть достаточно прочным, виброустойчивым и экономичным. Основную массу режущих инструментов составляют конструкции нормализованного и стандартизованного инструмента, для подбора которого существуют многочисленные справочники и каталоги. В крупносерийном производстве могут применяться специальные и комбинированные режущие инструменты, проектируемые в индивидуальном порядке.
Материал режущей части инструмента имеет важнейшее значение в достижении высокой производительности обработки.
Например: Детали из чугуна, бронзы и других материалов рекомендуется обрабатывать инструментами, оснащенными однокарбидными металлокерамическими твердыми сплавами марок ВК2,ВК4,ВК6,ВК8; детали из углеродистых и легированных сталей – двухкарбидными сплавами марок Т5К10,Т14К8 по ГОСТ 3882-67
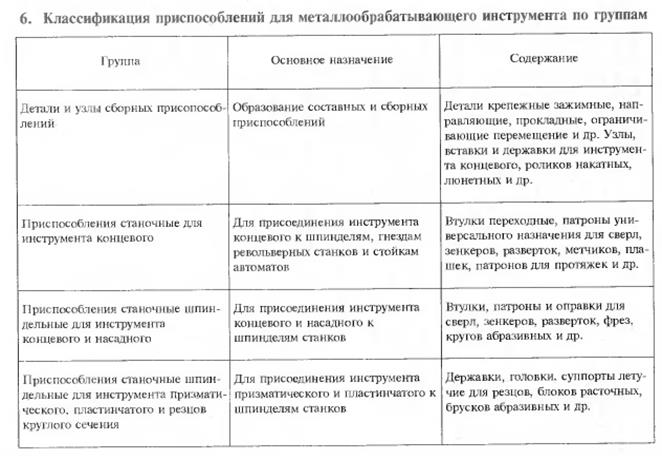
Выбор инструментальных приспособлений
При выборе инструментальных приспособлений учитывались:
- вид механической обработки;
- конструкция посадочного места станка;
- форма и размеры инструмента (его хвостовика).
Инструментальные приспособления

Выбор режимов резания
Оптимальные режим выбираются из условий наиболее полного использования режущей способности инструмента, кинетических и силовых характеристик станка. Режимы резания зависят от обрабатываемого материала, от материала режущей части инструмента, от шероховатости поверхности, от ее конфигурации, от величины припуска на обработку.
Принята следующая последовательность назначения режимов резания: сначала назначают глубину резания, затем задают величину подачи, потом скорость резания, затем скорость вращения шпинделя станка.
 Расчетно-аналитическим методом вычислим режимы резания для токарной обработки. Глубина резания назначается в зависимости от вида обработки.
Расчетно-аналитическим методом вычислим режимы резания для токарной обработки. Глубина резания назначается в зависимости от вида обработки.
Скорость резания рассчитывается по эмпирической формуле: 
 Knv — коэффициент, учитывающий состояние поверхности заготовки
Knv — коэффициент, учитывающий состояние поверхности заготовки
Kiv — коэффициент, учитывающий вид инструментального материала
T — время износа материала резца. Показатели степеней x, y, m и коэффициент Cv выбираем по таблицам.
65. Техническое нормирование времени операций
Техническое нормирование времени операций можно выполнить расчетно-аналитическим методом. Штучное время на механическую обработку 1-й детали:
Тшт= То + Тв + Тоб + Тф
где То — Основное (машинное) время, вычисляемое как отношение длины рабочего хода инструмента к подаче (в минутах) его перемещения.
Тв — Вспомогательное время, включает в себя продолжительность всех вспомогательных ходов инструмента, включений, переключений станка, установки и снятия заготовки.
Топ = То + Тв — операционное время.
Тоб — Время операционного и технического обслуживания рабочего места
Тф — Время перерывов на отдых и физические потребности
Штучно-калькуляционное время включает, кроме того, подготовительно-заключительное время, отнесенное к одной детали: Тшт_к = Тшт+Тпз/N
N – кол-во деталей в партии
Тпз - подготовительно-заключительное время на всю партию, определяется по нормативам и включает время, затраченное рабочим на ознакомление с технолог.картой обработки детали, на изучение чертежа, наладку станка, подготовку, установку и снятие приспособления и инструмента для выполнения данной операции.
|
из
5.00
|
Обсуждение в статье: Выбор станочных приспособлений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы