 |
Главная |


Расчет параметров сварки
|
из
5.00
|
Введение
В новом строительстве, при модернизации и ремонте зданий и сооружений всё шире применяется сварка нержавеющей стали. Это обусловлено назначением и особенностями зданий и сооружений, совершенствованием технологии сварки, относительным удешевлением нержавеющей стали и сварочных материалов, широким выпуском сварочного оборудования.
Стальные конструкции подвержены коррозии - ржавеют и разрушаются под воздействием окружающей среды. В зависимости от характера окружающей среды коррозия может быть атмосферной, подводной и почвенной, а также вызванной блуждающими токами. Санитарно-техническое оборудование (трубы, радиаторы, арматура) жилых, общественных и промышленных зданий ржавеет под воздействием горячей и холодной воды. Дымовые трубы котельных разрушаются от дымогарных газов. Пролётные строения мостов, фермы, конструкции парников и теплиц подвержены атмосферной коррозии (кислотные дожди, находящиеся в атмосфере углекислый и сернистый газы и образующие с влагой воздуха электролит). Конструкции, находящиеся в речной (детали гидротурбин, плотин, шлюзов и т.п.) и морской воде (платформы, причалы и т.п.) подвержены подводной коррозии. Почвенная коррозия протекает при взаимодействии конструкций с почвой (подземные трубы, каркасы подземных сооружений, резервуары, баки и т.п.).
Вызывающие коррозию конструкций блуждающие токи возникают при близком расположении подземных кабелей, токонесущих рельсовых путей. В результате коррозии безвозвратно теряется до 12% производства чёрных металлов. Одним из направлений защиты конструкций от коррозии является применение нержавеющей стали.
Сварка нержавеющей стали - процесс в целом более сложный (неустойчивый), чем обычной углеродистой или низколегированной стали, применяемой в строительстве. Нержавеющая сталь хуже поддаётся сварке, при этом чаще возникают дефекты сварочного шва и основного металла. Требуется применение особых сварочных материалов, режимов и приёмов сварки.
Сварка нержавеющей стали производится в основном тремя способами, которые и приведены в настоящем проекте: ручная сварка плавящимся покрытым электродом, ручная сварка неплавящимся (вольфрамовым) электродом в среде аргона и полуавтоматическая аргонная сварка. Сварка с применением флюса и лазерная применяются в строительстве реже и здесь не рассматриваются.
Состав и содержание проекта производства работ выдержаны в соответствии с рекомендациями, приведенными в МДС 12-81.2007.
Проект производства работ содержит нормы и правила, которые обеспечивают качество сварочных работ на уровне современных требований. Вместе с тем положения проекта составлены так, что позволяют выбирать способ сварки, корректировать режимы и приёмы сварки с учётом конкретных конструкций и местных условий.
Сварка давлением
Сварка давлением — это процесс соединения поверхностных слоев деталей. При соединении происходит активная диффузия частиц, ведущая к полному исчезновению границы раздела и к прорастанию через нее кристаллов.
В современном машиностроении и приборостроении сварку давлением осуществляют несколькими путями в зависимости от типа изделий и требований, которые к ним предъявляются.
Контактная сварка широко применяется в машиностроении для изготовления изделий и конструкций, главным образом из сталей. Она относится к сварке с применением нагрева и давления. Нагрев осуществляется электрическим током, который проходит через место контакта двух свариваемых деталей. Давление, необходимое для сварки, создается или электродами, подводящими электрический ток, или специальными приспособлениями.
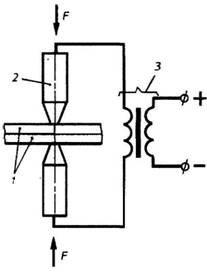
Различают три разновидности контактной сварки: точечную — отдельными точками, применяемую для тонколистовых конструкций из стали (например, кузова автомашин). Свариваемые заготовки 1 зажимаются между электродами 2, через которые проходит электрический ток большой силы от вторичной обмотки понижающего трансформатора 3, Место контакта свариваемых частей разогревается до высокой температуры, и под давлением усилия F происходит сварка; стыковую — оплавлением или давлением (рис. 106), применяемую для изготовления металлорежущего инструмента и др. В этом случае свариваемые детали 1 с силой стыкуются и удерживаются зажимами 2, к которым подводится электрический ток; роликовую, где 1 — свариваемые детали; 2 — ролики; 3 — электроды; 4 — источник энергии) — обеспечивающую непрерывный (герметичный) или прерывистый шов.


Область применения
Проект производства работ распространяется на сварку нержавеющей стали в конструкциях при новом строительстве, модернизации и ремонте жилых, общественных, производственных зданий, а также сооружений различного назначения (сельскохозяйственных, приусадебных, дачных, садово-огородных).
Проект производства работ может быть использован также при лицензировании организаций, выполняющих сварочные работы.
2. Назначение марки стали и ее характеристики.
Нержавеющая сталь – это разновидность легированной стали, устойчивая к коррозии за счет содержания хрома – 12% и более. В присутствии кислорода образуется оксид хрома, который создает на поверхности стали инертную пленку, защищающую все изделие от неблагоприятных воздействий. Современный рынок может предложить различные марки нержавеющей стали для применения в самых разных отраслях промышленности.
Не каждая марка нержавеющей стали демонстрирует устойчивость хромоксидной пленки к механическим и химическим повреждениям. Хотя пленка восстанавливается под воздействием кислорода, были разработаны специальные марки нержавейки для применения в агрессивных средах.
Нержавеющие стали делят на три группы:
1. Коррозионностойкие стали — от них требуется стойкость к коррозии в несложных промышленных и бытовых условиях (из них можно изготавливать детали оборудования для нефтегазовой, легкой, машиностроительной промышленности, хирургические инструменты, бытовую нержавеющую посуду и тару).
2. Жаростойкие стали — от них требуется жаростойкость — то есть стойкость к коррозии при высоких температурах в сильно агрессивных средах (напр. на химических заводах).
3. Жаропрочные стали — от них требуется жаропрочность — то есть хорошая механическая прочность при высоких температурах.
Схема соединения

Техническая сварка
Стыковое объединение деталей при помощи контактной сварки может быть проведено разными способами. Один из них предполагает для получения хорошего электрического контакта прижим деталей к электродам для устранения их проскальзывания. Этот метод именуется способом сопротивления и позволяет скреплять детали малого сечения с калибром до 35-45 мм. При этом процесс осуществляется без оплавления деталей в стыке. Это происходит за счет увеличения пластичности металла при нагреве и вдавливания его частиц друг в друга, что приводит к их соединению.
Этот вид контактной сварки можно осуществить и методом оплавления. При использовании этого способа напряжение на электроды с клемм трансформатора подается только до момента соприкосновения соединяемых торцов деталей, которые оплавляются и соединяются друг с другом. Существуют и другие разновидности этого метода, например, плавление с предварительным подогревом или прерывистое оплавление по длине стыка.
Важной частью процесса контактной сварки являются электроды. Их обычно выполняют из меди для получения хорошего электрического контакта с деталью. Они имеют для этих же целей большое поперечное сечение. Так как медь имеет высокую электропроводность и известна как хороший проводник тепла, сделанные из нее электроды не привариваются к свариваемым деталям.
Расчет параметров сварки
Определим, какие именно параметры режимов сварки необходимо рассчитывать и какие только желательно. При этом важно знать, с какой точностью их предполагают рассчитать и с какой сейчас это возможно. Известно, что если подбор режима доступно отработать на натурных изделиях экспериментально, то технологам не следует заниматься расчетами. Этот факт вполне оправдан тем, что никакие современные расчеты по достоверности конечных результатов не могут соперничать с реальным опытом. Даже комбинация только трех переменных: силы тока, времени его действия и программы приложения давления — создает неисчерпаемые режимные варианты. И это не считая операций подготовки деталей под сварку. В современных условиях производства измерять можно только время действия тока. Современные стыковые машины не комплектуются измерителями силы сварочного тока и величины осадочных давлений. Эти сведения о машинах технологи получают из паспортных данных завода-изготовителя. Таким образом, расчеты сварочных токов производятся в редких случаях: только тогда, когда проектируется новая технология и для ее обеспечения по каталогам нужно выбирать подходящие модели стыковых машин. В современных научных публикациях можно найти весьма сложные расчетные формулы для определения температурных полей в свариваемых деталях. Расчеты такого рода, однако, технологи никогда не проделывают.
Расчет параметров режима сварки ведется в зависимости от заданного способа сварки. Основными параметрами режима являются: сила сварочного тока IСВ, напряжение на дуге U2, скорость подачи сварочной проволоки VП.ПР., диаметр электрода или проволоки dЭ, скорость сварки VСВ.
Для сварных швов ГОСТ 14771–76-Т3-∆3 и ГОСТ 14771–76-T1-∆3.
Первоначально следует задаться диаметром проволоки dЭ. Его значение зависит от требуемой глубины проплавления металла HПР и способа сварки. Для угловых швов:
 ;
;
где д = 3 мм – толщина металла.
Принимаем dЭ = 1,2 мм.
Площадь наплавленного металла

где К=3 – катет сварного шва.
Для сварки в среде углекислого газа определяем силу сварочного тока по формуле

где kП = 1,75 – коэффициент пропорциональности, зависящий от условий сварки.
После вычисления силы сварочного тока уточняем диаметр проволоки

где j = 200 А/мм2 – допустимая плотность тока.
Находим напряжение на дуге

Скорость сварки вычисляем по формуле

где aН – коэффициент наплавки, aН = 12 г./(А∙ч);
g – плотность металла, g = 7,8 г/см3.
Скорость подачи сварочной проволоки вычисляют по формуле

где FЭ – площадь сечения проволоки,

|
из
5.00
|
Обсуждение в статье: Расчет параметров сварки |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы