 |
Главная |


Измененная редакция, Изм. N 3).
|
из
5.00
|
Таблица 2
| По- зи- ция | Тип металла | Тол- щина основ- ного ме- тал- ла, мм | Схема расположения образцов | Указания по вырезке образцов |
| 1 | Наплавленный металл | Не менее 12 |  Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
|  - не менее пяти слоев. Образец должен располагаться выше штрихпунктирной линии - не менее пяти слоев. Образец должен располагаться выше штрихпунктирной линии
|
| 2 | Наплавленный металл. Наплавку производят на ребро пластины толщиной 20 мм. Длина пластины - не менее 80 мм. Для удержания металла устанавливают медные планки А | 20 |  Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
|  - не менее пяти слоев, но не менее 10 мм. Образец должен располагаться выше штрихпунктирной линии - не менее пяти слоев, но не менее 10 мм. Образец должен располагаться выше штрихпунктирной линии
|
| 3 | Наплавленный металл. Наплавку ведут в медной форме. Элементы формы могут охлаждаться водой |  Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
| Количество слоев - не менее шести. Образец располагают вдоль направления сварки | |
| 4 | Металл одно- и многослойных угловых швов, сваренных без полного провара одного из элементов |  Дуговая и электрошлаковая сварка
Дуговая и электрошлаковая сварка
| Толщина шва  - не менее 6 мм - не менее 6 мм
| |
| 5 | Металл стыкового многослойного шва | Не менее 12 |  Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
| |
| 6 | Металл стыкового многослойного шва. Перед сваркой кромки наплавляют не менее чем в три слоя с применением испытуемых материалов | Не менее 12 |  Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
| В рабочее сечение образца не должен попадать металл, наплавленный на кромки пластин |
| 7 | Металл стыкового многослойного шва с предварительной наплавкой кромок и подкладки не менее чем в три слоя. Для наплавки применяют испытуемые материалы. Ширина подкладки 30 мм | Не менее 20 | Зазор между стыкуемыми кромками 16 мм
 Сварка покрытыми электродами, в защитном газе и газовая сварка
Сварка покрытыми электродами, в защитном газе и газовая сварка
| В рабочее сечение образца не должен попадать металл, наплавленный на кромки пластин и на подкладку |
| 8 | Металл стыковых односторонних и двухсторонних симметричных и несимметричных одно- и многослойных швов | От 5 до 15 | 
| |
| 9 | Металл двусторонних и односторонних угловых швов с полным проваром стенки | 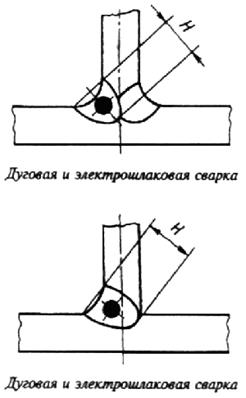
| Толщина шва  - не менее 6 мм. При достаточной толщине шва расположение образцов может соответствовать позиции 12 табл.2 или позиции 2 табл.3 - не менее 6 мм. При достаточной толщине шва расположение образцов может соответствовать позиции 12 табл.2 или позиции 2 табл.3
| |
| 10 | 
|  мм мм
| ||
| 11 | Металл односторонних и многослойных стыковых швов | От 16 до 35 | 
| |
| 12 | От 36 до 60 | 
| мм
| |
| 13 | 
| мм
| ||
| 14 | От 61 до 350 | 
| мм
| |
| 15 | 
| мм
|
Таблица 3
| По- зи- ция | Тип металла | Тол- щина вто- рого шва,  , мм , мм
| Схема расположения образцов | Указания по вырезке образцов |
| 1 | Металл двусторонних, одно- и многослойных стыковых швов | От 16 до 35 | 
|  мм мм
|
| 2 | От 36 до 60 | 
| мм
| |
| 3 | Металл двусторонних, одно- и многослойных стыковых швов | От 61 до 150 | 
| мм
|
Примечания к табл.2 и 3:
1.  - толщина металла в мм;
- толщина металла в мм;  - диаметр головки образца в мм;
- диаметр головки образца в мм;
 - расстояние от поверхности шва до оси образца в мм.
- расстояние от поверхности шва до оси образца в мм.
2. При однопроходных швах образцы, вырезаемые из различных участков шва, имеют практически одинаковые механические свойства. При многопроходных швах характеристики механических свойств в различных участках шва различны. Место вырезки образцов из многопроходных швов оговаривается стандартами или другой технической документацией. При отсутствии специальных указаний образцы вырезают у поверхности шва.
3. Для сварных соединений, выполняемых из круглого проката, схему отбора образцов сохраняют той же.
4. Заготовки по позициям 1-3; 5-7 табл. 2 предназначаются для проверки качества сварочных материалов.
5. Если в стандартах или другой технической документации нет других указаний, то при двусторонней сварке образцы для испытаний вырезают из шва, выполненного вторым.
5. ИСПЫТАНИЕ МЕТАЛЛА РАЗЛИЧНЫХ УЧАСТКОВ СВАРНОГО СОЕДИНЕНИЯ И НАПЛАВЛЕННОГО МЕТАЛЛА НА УДАРНЫЙ ИЗГИБ (НА НАДРЕЗАННЫХ ОБРАЗЦАХ)
5.1. При испытании на ударный изгиб определяют ударную вязкость или работу удара, или процентное соотношение хрупкой и вязкой составляющих поверхности излома для металла шва, наплавленного металла, зоны сплавления и различных участков околошовной зоны при толщине основного металла 2 мм и более.
Ударную вязкость определяют в Дж/см  (кгс·м/см ), если нет указаний в соответствующих стандартах или другой НТД.
(кгс·м/см ), если нет указаний в соответствующих стандартах или другой НТД.
(Измененная редакция, Изм. N 2, 3).
5.2. Для испытания применяют образцы, форма, размер и качество поверхности которых соответствуют указанным на черт. 5 (образцы с U-образным надрезом) или черт. 6 (образцы с V-образным надрезом). Предпочтительными являются образцы с V-образным надрезом.
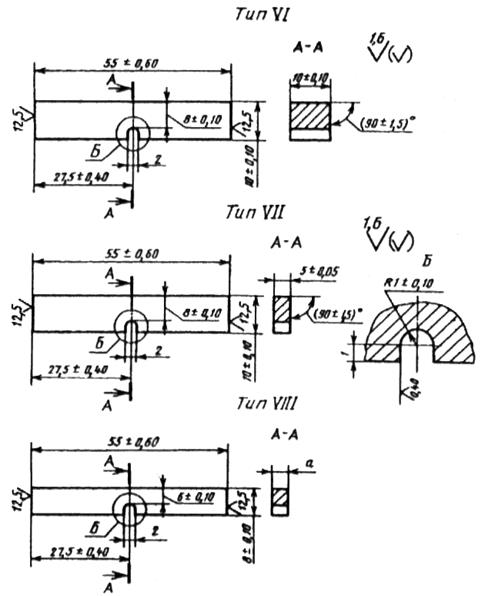
- толщина основного металла, мм
Черт. 5
По требованию, указанному в НТД, разрешается применять образцы типа VI (см. черт. 5) с надрезом по черт. 7 или 8.
 - толщина основного металла, мм
- толщина основного металла, мм
Черт. 6
Черт. 7
Черт. 8
5.3. Условное обозначение ударной вязкости или работы удара включает: символ ударной вязкости (КС) или работы удара (К); вид надреза (концентратора) (U, V); температуру испытания (температуру 20 °С не проставляют); максимальную энергию удара маятника (максимальную энергию 300 Дж не проставляют); тип образца (типы образцов VI и IX не проставляют); место расположения надреза (Ш - шов, ЗС - зона сплавления, ЗТВ - зона термического влияния, t - расстояние от границы сплавления до оси надреза). Значение t оговаривают в стандартах или другой технической документации. При расположении надреза поперек металла шва, зоны сплавления или зоны термического влияния в конце обозначения ставят букву П.
Примеры условных обозначений:
1. Ударная вязкость, определяемая на образце типа VII, при температуре 100 °С, при максимальной энергии удара маятника 150 Дж, с надрезом вида U, расположенным по зоне сплавления:
КСU  150 УПЗС.
150 УПЗС.
2. Ударная вязкость, определяемая на образце типа XI, при температуре минус 40 °С, при максимальной энергии удара маятника 50 Дж, с надрезом вида V, расположенным по зоне термического влияния на расстоянии (t мм) от границы сплавления до оси надреза:
КСV  50 XI ЗТВt.
50 XI ЗТВt.
3. Ударная вязкость, определяемая на образце типа VI, при температуре 20 °С, при максимальной энергии удара маятника 300 Дж, с надрезом вида U, расположенным по металлу шва:
КСUШ.
4. Ударная вязкость на образце типа IX, при температуре 20 °С, при максимальной энергии удара маятника 300 Дж, с надрезом вида V, расположенным поперек металла шва:
КСVШ П.
|
из
5.00
|
Обсуждение в статье: Измененная редакция, Изм. N 3). |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы