 |
Главная |


Р асчет опережения запуска-выпуска партии деталей.
|
из
5.00
|
Рассчитаем опережения запуска-выпуска партии деталей. Различают общее и частное опережения запуска-выпуска. Под общим опережением запуска понимается время со дня запуска в производство партии деталей в первом (по ходу технологического процесса) цехе и до момента окончания сборки готовых изделий, комплектующихся из деталей этой партии. Опережение выпуска меньше опережения запуска на величину длительности производственного цикла в данном цехе. Под частным опережением понимается время между запуском-выпуском партии деталей в предыдущем цехе и запуском-выпуском этой же партии в последующем цехе.
Величина опережения состоит из двух элементов — времени технологического опережения и времени резервного опережения. Время технологического опережения определяется продолжительностью производственного цикла обработки партии деталей в данном цехе. Если по ходу технологического процесса величина партии не изменяется или уменьшается в кратное число раз, то время технологического опережения равно суммарной длительности производственного цикла во всех цехах, т. е.
Тто=  ,
,
где Кц — число цехов, в которых обрабатывается данная партия деталей.
Применительно к задаче известна только длительность производственного цикла по всем партиям деталей, обрабатываемым в механическом цехе. Поэтому необходимо выбрать максимальную периодичность запуска-выпуска, по расчетам составляет 7 дней (см. табл. 1). В сборочный цех детали поступают из механического цеха партиями по 336 шт. Из них за 7 дней будет собрано 336 изделий, так как суточная производительность цеха – 48 изделий. Следовательно, длительность производственного цикла сборочного цеха составляет Тц.сб = 7 дней. Для заготовительного цеха длительность производственного цикла примем Тцз=1 день, а для механообрабатывающего цеха— максимальную продолжительность Тц = 8,9 смен, или 4,45 дня.
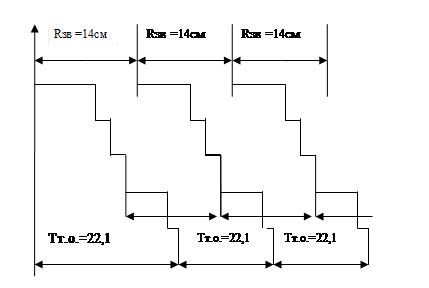
Время резервного опережения предусматривается между смежными цехами на случай возможной задержки выпуска очередной партии в предыдущем цехе. Величина такого опережения устанавливается равной 3—5 календарным дням. Исходя из вышеизложенного строим график производственного процесса по детали а (рис. 1) и определяем опережение запуска-выпуска по этому рисунку.
 |
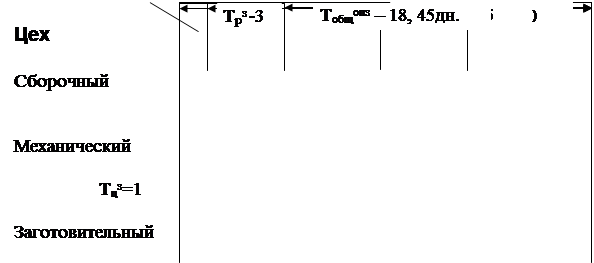
Рис. 1. Производственный процесс и опережения запуска-выпуска партии изделий:
Тцз, Тцмо, Тцсб — длительность циклов заготовительных работ, механо-обработки и сборки соответственно; Трз и Трмо –резервное время между заготовительными и механообрабатывающими и между механообрабатывающими и сборочными работами соответственно; Тзсб и Тзмо — время опережения запуска в сборочный и механический цехи соответственно; Твмо и Твз – время опережения выпуска изделий из механического цеха и выпуска заготовок соответственно; Тобщопз — общая длительность цикла и опережения запуска.
По рисунку видно общую длительность производственного процесса и опережения запуска Тобщопз = 18,45 дней.
Время технологического опережения рассчитывается таким образом: Тто = Тцз + Тцмо + Тцсб= 1 + 4.45 +7=12.45 дн.
Время резервного опережения равно: Тр= Трз + Трмо= 3+ 3=6дн.
Технологическое опережение определяется и пооперационно. Для этого необходимо рассчитать длительность цикла обработки партии деталей по операциям по формуле:
Тцонi = (nн t + tnз)/60
Подставляем в эту формулу соответствующие данные по партии деталей а и получаем
Тцон1а =  смены;
смены;
Тцон2а =  смены;
смены;
Тцон3а =  смены;
смены;
Тцон4а =  смены;
смены;
Тцон5а =  смены;
смены;
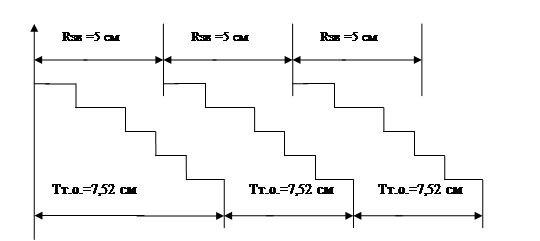
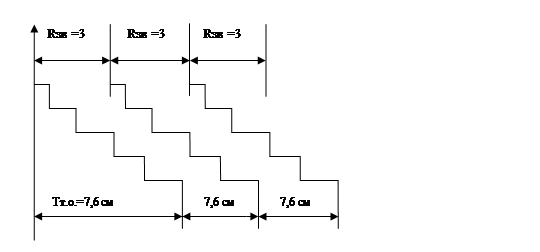
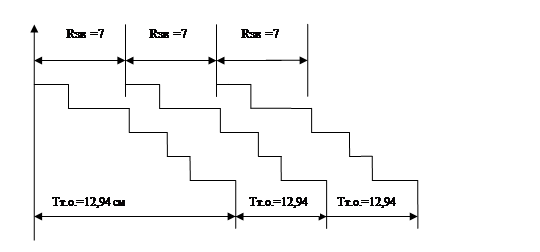
Графически это показано на рисунке 2.
Тцон1б =  смены;
смены;
Тцон2б =  смены;
смены;
Тцон3б =  смены;
смены;
Тцон4б = смены;
Тцон6б =  смены;
смены;
Графически это показано на рисунке 3.
Тцон1в =  смены;
смены;
Тцон2в =  смены;
смены;
Тцон3в =  смены;
смены;
Тцон4в =  смены;
смены;
Тцон5в =  смены;
смены;
Графически это показано на рисунке 4.
Тцон1г =  смены;
смены;
Тцон2г =  смены;
смены;
Тцон3г =  смены;
смены;
Тцон6г =  смены;
смены;
Графически это показано на рисунке 5.
Тцон1д =  смены;
смены;
Тцон2д =  смены;
смены;
Тцон3д =  смены;
смены;
Тцон4д =  смены;
смены;
Тцон6д =  смены;
смены;
Графически это показано на рисунке 6.
Тцон1е =  смены;
смены;
Тцон2е =  смены;
смены;
Тцон3е =  смены;
смены;
Тцон4е =  смены;
смены;
Тцон6е =  смены;
смены;
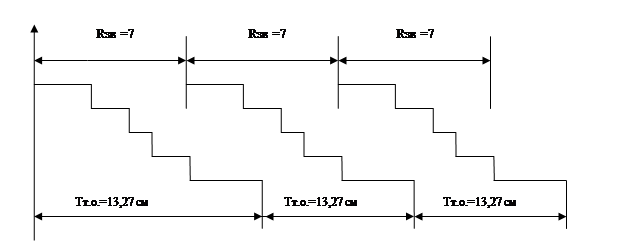
Графически это показано на рисунке 7.
Расчеты длительности цикла обработки партии деталей по операциям и технологического опережения проводим в таблице 3.
Таблица 3.
Расчет длительности цикла обработки партии деталей технологического опережения запуска-выпуска
| Операция | Длительность цикла обработки партии деталей по операциям, смен | |||||
| а | б | в | г | д | е | |
| Фрезерная | 7,8 | 1,8 | 0,4 | 1,1 | 2,2 | 3,23 |
| Сверлильная | 2,9 | 2,1 | 1,1 | 2,6 | 5 | 1,84 |
| Шлифовальная | 2,8 | 1,04 | 2 | 1,54 | 2,14 | 1,1 |
| Строгальная | 6,3 | 1,04 | 1,4 | - | 1,1 | 1,8 |
| Зуборезная | 2,3 | - | 2,7 | - | - | - |
| Токарная | - | 1,54 | - | 2,04 | 2,5 | 5,3 |
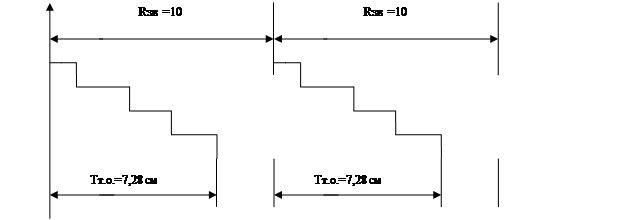
| Итого Тто | 22,1 | 7,52 | 7,6 | 7,28 | 12,94 | 13,27 |
8. О пределение нормативной величины цикловых и складских заделов.
Цикловые заделы — это внутрицеховые, в частности технологические, транспортные, оборотные и страховые, а складские — это заделы, создаваемые между цехами. Величина технологического задела в механообрабатывающем цехе определяется по формуле:
Zм = nн Тi цон : Rнзв ,
Где nн — оптимальный размер партии деталей, шт.;
Тiцон — длительность цикла обработки партии деталей i-гонаименования на рабочем месте, смен;
Rнзв — принятая периодичность запуска-выпуска деталей, смен.
Zма  шт.
шт.
выполняем расчеты по всем операциям и деталям и результаты заносим в таблицу 4.
Величина страхового задела в механообрабатывающем цехе рассчитывается по формуле:
Zастр = tмо Nм : Тпл ,
где tмо — время ожидания партии деталей между выпуском ее на предыдущем рабочем месте и запуском на последующем, смен;
Nм — программа выпуска деталей в плановом периоде, шт.;
Тпл — плановый период, смен.
Zстр =  шт,
шт,
Подставив в эту формулу соответствующие данные, получим размер страхового запаса по каждой детали на каждом рабочем месте.
Результаты расчета заносим в таблицу 4.
Таблица 4.
Расчет технологических и страховых заделов
в механообрабатывающем цехе, штук
| Операция | Технологический задел | Страховой задел | ||||||||||
| а | б | в | г | д | е | а | б | в | г | д | е | |
| Фрезерная | 187 | 43 | 10 | 26 | 53 | 78 | 24 | 24 | 24 | 24 | 24 | 24 |
| Сверлильная | 70 | 51 | 26 | 62 | 120 | 44 | 24 | 24 | 24 | 24 | 24 | 24 |
| Шлифовальная | 67 | 25 | 48 | 37 | 51 | 26 | 24 | 24 | 24 | 24 | 24 | 24 |
| Строгальная | 151 | 25 | 34 | - | 26 | 43 | 24 | 24 | 24 | - | 24 | 24 |
| Зуборезная | 55 | - | 65 | - | - | - | 24 | - | 24 | - | - | - |
| Токарная | - | 37 | - | 49 | 60 | 127 | - | 24 | - | 24 | 24 | 24 |
| Итого | 530 | 181 | 183 | 174 | 310 | 318 | 120 | 120 | 120 | 96 | 120 | 120 |
Оборотный межоперационный задел возникает, если детали от одного рабочего места к другому передаются различными по размеру партиями. В нашей задаче детали передаются неизменными партиями, следовательно, оборотный задел не создается. Величина транспортного задела устанавливается в зависимости от вида транспортных средств. Предположим, что изделия перевозятся установленными партиями. Складской задел состоит из страхового и оборотного. По условию задачи величина страхового задела равна суточной потребности сборочного цеха. При этом средняя величина оборотного задела определяется по формуле:
Zоб = (nноб – nнсб ) : 2,
где nноб и nнсб – соответственно оптимальный размер партии деталей в механообрабатывающем цехе и сборочном (потребляющем) цехе, шт.
Подставляя в формулу соответствующие данные, получаем величину складского задела по каждой детали. Zоб а= (336–48 ) : 2 = 144 шт.
Расчет выполняем в табличной форме -таблица 5.
Таблица 5.
Расчет страховых и оборотных заделов, штук
| Деталь | Складской задел | ||
| страховой | оборотный | всего | |
| а | 48 | 144 | 192 |
| б | 48 | 36 | 84 |
| в | 48 | 12 | 60 |
| г | 48 | 96 | 144 |
| д | 48 | 60 | 108 |
| е | 48 | 60 | 108 |
9. П остроение календарного план графика механообрабатывающего участка.
Построим календарный план-график механообрабатывающего участка на основании данных таблицы 3, начиная с детали с наибольшей продолжительностью цикла. График очередности обработки деталей на каждом рабочем месте приведен на рисунке 8.
Заключение
В ходе работы рассчитаны минимальный размер партии деталей, периодичность запуска-выпуска партии деталей, оптимальный размер партии, количество партий деталей в месяц, какова потребность в станках, в последующем исходя из графика выяснилось, что 1 станок простаивает и в нем нет необходимости, а также 1 рабочее место, что позволяет сократить расходы. Максимальная периодичность опережение запуска-выпуска партии деталей составляет 7 дней, определили общую длительность производственного процесса опережения запуска = 18,45 дней (рис.1). Технологическое опережение пооперационно. Нормативную величину цикловых и складских заделов. В целом все то, что позволило нам построить календарный план-график механообрабатывающего участка. На календарном план-графике видно, маршрут прохождения по участку комплектов деталей. Самая продолжительная механическая обработка детали – а = 22,1 дня, а также хорошо видны простои оборудования, и простои работников.
|
из
5.00
|
Обсуждение в статье: Р асчет опережения запуска-выпуска партии деталей. |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы