 |
Главная |


Разработка технологических условий на изготовление сборочной единицы
|
из
5.00
|
Все детали, идущие на сборку нервюры, должны соответствовать конструкторской документации.
Допускается плавное отклонение от теоретического контура нервюры не более 1,5 мм.
Технические требования:
1. требуемая точность изготовления и увязки составляет: δ = ± 2 мм;
2. контролировать сборочную единицу по чертежам;
3. для получения заданного взаимного расположения деталей используется сборочное приспособление с фиксаторами;
4. в паспорт заносится порядковый номер и вес нервюры.
Выбор и обоснование метода сборки, схемы сборки узла, панели, секции и увязки оснастки
Выбор и обоснование метода сборки и схемы сборки
Технологическая схема оборки - это документ, укрупнено показывающий порядок выполнения работ по подсборкам и последовательность поступления в них деталей на каждом этапе; порядок подачи подсборок, а также отдельных деталей при окончательной сборке
изделия.
При выборе метода сборки определяющей величиной является точность изготовления агрегата, которая задаётся конструктором и рассчитывается технологом для этапов сборки секций и узлов.
Вторым критерием выбора варианта сборки сборочной единицы является её конструктивно – технологические особенности: жесткость обшивки и элементов каркаса, наличие компенсации, возможность подхода при сборке и т.д.
И только третьим критерием выбора метода сборки является экономическая эффективность, оцениваемая по расчету затрат сравниваемых вариантов сборки.
От метода сборки в значительной степени зависит возможность обеспечения точности собираемого объекта, сложность оснастки и трудоёмкость сборки.
Для нервюры №2 наиболее рациональными методами сборки, являются сборка в приспособлении и сборка по сборочным отверстиям.
При сборке в сборочном приспособлении координация деталей осуществляется по базовым элементам приспособления. Конечный размер сборочной единицы образуется как результат переноса на нее размера сборочного приспособления. Приспособление позволяет: правильно и быстро расположить детали в пространстве и зафиксировать их; придать заданную форму недостаточно жестким деталям; широко использовать при сборке принцип компенсации погрешностей изготовления деталей.
По сборочным отверстиям собираются плоские элементы конструкции или устанавливаются детали, не влияющие на точность обводов агрегата. В данном случае такими элементами являются стойки и компенсаторы.
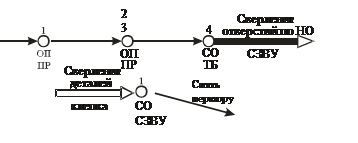
Рис. 1. Схема сборки.
Составляющие номенклатуры сборочной оснастки и схемы увязки оснастки
Для сборки нервюры №2 необходимо использование специального приспособления. Характерным его признаком является то, что оно позволяет собирать группу однотипных узлов. Наладку на конкретный типоразмер узла производят в соответствии с паспортом СП и информацией о его элементах.
В СП выполняют сверление всех отверстий под заклепки и предварительную сборку — соединение деталей между собой, а затем передают узел для клепки на клепальный пресс.
Номенклатура
На сборку поступают следующие детали: верхние и нижние пояса, стойки, стенки, компенсаторы.
Сборка верхнего и нижнего поясов и стенки происходит по поверхности каркаса.
Стенки нервюры поступает на сборку обработанной по обводам и торцам.
Пояса - верхний и нижний, поступают на сборку окончательно обработанными.
Стойки и компенсаторы подаются на сборку с изготовленными в них отверстиями для сборки.
По сборочным отверстиям устанавливаются стойки и компенсаторы для придания жесткости конструкции.
Схема увязки




 Увязка представляет собой согласование размеров сопрягаемых элементов конструкции и оснастки на различных этапах изготовления и сборки изделия. Она нужна для обеспечения точности изготовления и получения взаимозаменяемых конструкций.
Увязка представляет собой согласование размеров сопрягаемых элементов конструкции и оснастки на различных этапах изготовления и сборки изделия. Она нужна для обеспечения точности изготовления и получения взаимозаменяемых конструкций.
Увязка - это соответствие одних и тех же размеров у двух или нескольких объектов. Способы увязки делятся на две большие группы, характеризующиеся зависимым и независимым образованием размеров. К первой группе относятся инструментально-шаблонный и эталонно-шаблонный методы. Инструментально-шаблонный метод предусматривает использование плоских шаблонов и специальных координирующих средств плазкондуктора и инструментального стенда. Метод наиболее прост и дешев, однако наименее точен при увязке приспособлений для сборки агрегатов, применяется в производстве самолетов тяжелого и среднего класса преимущественно средних скоростей полета.
Эталонно-шаблонный метод основан на использовании объемного первоисточника формы и размеров - эталона поверхности. Перенос размеров на оснастку осуществляется методом слепка. Данный метод обеспечивает самую высокую точность увязки оснастки по стыкам и обводам, однако цикл подготовки производства и затраты при нем оказываются наибольшими. Используется главным образом для небольших скоростных машин, требующих высокой точности изготовления по аэродинамической поверхности.
Ко второй группе относятся машиностроительный метод, основанный на использовании системы допусков и посадок, а также универсальных измерительных средств, и метод, основанный на математическом задании поверхности агрегатов с последующим пересчетом размеров на оснастку с помощью специального математического обеспечения и ЭВМ.
Предпочтение следует отдавать методам второй группы, так как они имеют очевидные преимущества: освобождают производство от трудоемких и дорогостоящих в изготовлении шаблонов и эталонов; сокращают цикл подготовки производства; органично сочетаются с использованием оборудования с ЧПУ; повышают точность изготовления объекта за счет резкого сокращения количества этапов переноса размеров.
Для увязки расположения элементов сборочных приспособлений на плоскости или в пространстве используются плазкондуктор или инструментальный стенд, а также оптические и лазерные системы.
В данной работе используется инструментально-шаблонный метод. В качестве первоисточника размеров принимается теоретический плаз. Промежуточными материальными носителями являются шаблоны (плоские металлические узлы), имеющие определенный контур. Для создания пространственных объектов используются инструментальные средства: плаз-кондуктор и инструментальный стенд.
Теоретический плаз – плаз совмещенных сечений теоретического контура, выполненный, как правило, на металлическом листе.
Конструктивный плаз - плаз, соответствующий одному какому-либо сечению и в нем прочерчиваются все входящие в сечение детали для последующей увязки.
Рабочий шаблон – металлические листы, обработанные по контуру.
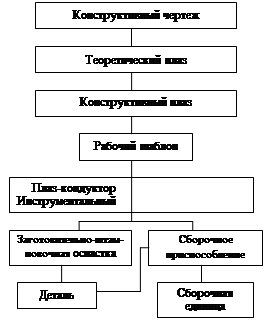
Рис. 2. Схема увязки.
2.3. Расчет точности сборки по принятому варианту
В данной работе используется сборка в приспособлении при инструментально-шаблонном методе увязки.
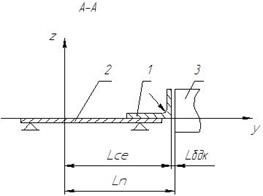
1 – пояс нервюры;
2 – стенка нервюры;
3 – упор приспособления.
В данном сечении строим размерную цепь, в которой замыкающее звено – это размер погрешности, которую хотим определить, а составляющие звенья – это размеры, точность которых влияет на погрешность искомого размера.
LСЕ = LП – LБ,
Здесь LCE – замыкающее звено;
LП – размер приспособления;
LБ – величина зазора между поясом узла и фиксатором приспособления, характеризующая погрешность базирования.
Погрешность узла определяется формулой
δСЕ = δП + δБ.
Погрешность базирования величина очень малая и из статистики δБ = -0,05±0,1 мм.
Для того, чтобы найти δП, необходимо знать как настраивается приспособление. приспособление настраиваем с помощью шаблонов приспособления, где шаблон приспособления – это лист с контуром, выполненным по заданной поверхности.
Погрешность приспособления δП находиться из рассмотрения его схемы увязки:

±0,1 мм ±0,1 мм ±0,1 мм -0,1 мм
Тогда δП  мм;
мм;
δСЕ  мм.
мм.
Расчеты показывают, что собранная нервюра будет иметь погрешность меньше  мм.
мм.
Поле допуска 0,9 мм.
Далее сравниваем получившийся допуск с ранее заданным допуском, а именно требуемая точность изготовления и увязки составляет: [δ] = ± 2 мм, полученный результат δ = 0,9 мм.
|
из
5.00
|
Обсуждение в статье: Разработка технологических условий на изготовление сборочной единицы |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы