Описание оборудования и технологии производства опалубки из пенополистирола
Производство несъёмной опалубки из пенополистирола организуется на базе полуавтоматической линии ООО «Вяткастройдеталь»:
Таблица 4.6. Полуавтоматическая линии производства пенополистирола
Состав линии
Масса,
кг
Цена, руб.
Характеристика
Оборудования
Установка вакуумирования блок-формы
360
55200
Применяется для увеличения производительности блок-формы.
Предвспениватель
530
132500
Производительность:
· Марка 15,25 …. 8–10 м3/час;
· Марка 35,50 ….12–15 м3/час.
Блок-форма – 0,5 м3/цикл
1500
294400
Длительность полного цикла:
· без вакуума – 20 мин,
производительность 1,5 м3/час.
· с вакуумированием – 7 мин,
· производительность 4,5 м3/час.
Полуавтоматическая система управления пневматикой
40
32750
Пульт управления пневматикой формы, вертикальной резкой, установкой вакуума, вентиля тором загрузки блок-формы.
Бункера выдержки-раздачи
54900
· Объем 40 м3 для односменной работы цеха,
· 80 м3 – для двухсменной,
· 120 м3 – для трехсменной.
3 вентилятора пневмотранспорта.
24 000
3 шт.
Установка для вертикальной резки блоков (235 кг)
58880
Производительность – не менее 4,5 м3/час
Установка для резки блоков на листы
120
58880
Производительность – не менее 4,5 м3/час
Компрессор – 10,7 атм.
16000
Воздуховод ПВХ – гибкий рукав, 15 шт.
9600
Для комплекта требуется 15 шт.
Воздуховод поли пропиленовый, 40 шт.
6400
Для комплекта требуется 40 шт.
Арматура, 40 шт.
4400
Для комплекта требуется 40 шт.
Парогенератор – паровой котел
118400
Для производства пара при отсутствии источника промышленного пара
Кабельная продукция,
100 п.м.
3 200
Для комплекта требуется
100 п.м.
Прочие комплектующие: отводы, краны, сгоны, шланги и т.д.
9600
Цена за комплект
Дробильная установка
58880
Паронакопитель
76800
2х0,7 м3 рабочее давление 6 атм.
Трубы водопроводные и паропроводные
0
ВСД не поставляются
Комплект оборудования для производства несъемной пенополистирольной опалубки
310000
В комплекте:
· Станок мод. СЭШП – 2 шт. электрический шипопазоваль-ный для резки пенопласта.
· Устройство ручное УРСП-1 – 2 шт. для сборки пенопластовых блоков мод.
Итого, руб.
1 324 790
Оборудование предназначено для получения теплоизоляционных плит с плотностью 15…50 кг/м3 по ГОСТ 15588–86 «Плиты пенополистирольные».
Для изготовления пенополистирольных плит используется полистирол вспенивающийся марок ПСВ-С или ПСВ по ГОСТ 301–05–202–92Е.
Работа осуществляется в две смены, двумя линиями производства пенополистирола.
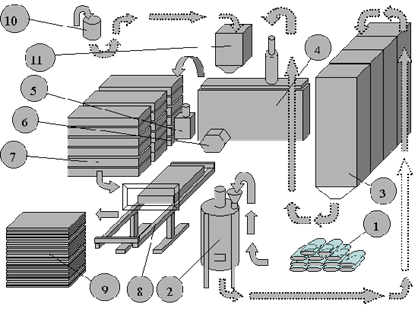
Схема линии производства пенополистирольной опалубки приведена на ниже следующем рис. 4.1.
Рис. 4.1. Технология производства изделий из пенополистирола
Согласно технологическому процессу гранулы 1 ПСВ поступают в приемную воронку предвспенивателя, расположенную в верхней зоне машины, а вспененные выходят через окно в нижней части цилиндрической емкости машины.
В предспениватель 2 тангенциально вблизи днища подается пар. Гранулированный ПСВ вспенивается путем нагрева в предвспенивателе.
Вспенивающий агент увеличивает первоначальный объем частиц примерно в 50 раз, оставаясь в замкнутых ячейках.
При промежуточном хранении вспенивающий агент частично диффундирует из гранул, а на его место проникает воздух.
Вспененные гранулы с помощью системы пневмотранспорта попадают в бункеры вылеживания.
В бункере вылеживания 3 вспененные гранулы вылеживаются в течении суток для стабилизации давления внутри гранул. Вспенивающий агент частично диффундирует из гранул, а на его место проникает воздух
После выдержки в бункере вспененные гранулы засыпаются в блок-форму 4 и подвергаются термической обработке насыщенным паром.
Гранулы ПСВ еще раз увеличиваются в объеме. Так как это вторичное вспенивание происходит в замкнутом объёме, то происходит заполнение свободных зазоров между сферическими частицами с взаимной их деформацией в многогранники.
Результатом этого процесса получается газонаполненный полистирольный пенопласт. После относительно короткого охлаждения формованная деталь приобретает заданные размеры.
Готовые блоки из пенополистирола режутся с помощью специального установки для резки его на листы нагретой струной размером от 10 мм и выше.
Складирование плит пенополистирола осуществляется согласно специально утверждённым правилам ГОСТ 15588–86.
При формировании пакетов должны соблюдаться требования ГОСТ 21929–76 и ГОСТ 24510–80.
Описание базовых узлов линии изделий из пенополистирола
Предвспениватель
Предназначен для первичного вспенивания гранул полистирола вспенивающегося не рассеянного методом тепловой обработки: ПСВ-СВ-НМ, рассеянного ПСВ-СВ-Р марок 1, 2, 3, 6 и других аналогичных марок. В качестве теплоносителя в устройстве используется водяной пар. Парогенерирующее оборудование должно обеспечивать давление от 5 до 6 атмосфер, и обладать паропроизводительностью не менее 200 кг/час.
Наименование параметра
Значение
Номинальная производительность за один цикл, м3
1
Производительность установки, м3/час, не менее
10
Полезный объём вместимость ёмкости, м3
1,2
Марка получаемого пенопласта по плотности
15, 25, 35, 50
Объёмная масса получаемой вспененной крошки, кг/ м3
11…40
Рабочее – избыточное давление пара Pg, МПа, не более
Как вы ведете себя при стрессе?: Вы можете самостоятельно управлять стрессом! Каждый из нас имеет право и возможность уменьшить его воздействие на нас...