 |
Главная |


Техническое задание на проектирование приспособления для растачивания
|
из
5.00
|
| Раздел | Содержание раздела |
| 1 | 2 |
| Наименование и область применения | Приспособление для растачивания отверстия в корпусе |
| Основание для разработки | Карта технологического процесса механической обработки корпуса |
| Цель и назначение разработок | Проектируемое приспособление должно обеспечивать: точную установку и надёжное закрепление корпуса, постоянное во времени положение заготовки относительно оси центров станка и режущего инструмента, с целью получения необходимой точности размеров и их расположения относительно других поверхностей заготовки |
| Технические требования | Тип производства: среднесерийное. Программа выпуска – 13000 шт./год Установочные и присоединительные размеры приспособления должны соответствовать станку 2В460Ф3. Обеспечить регулирование и настройку приспособления. Время закрепления заготовки не более 0,1 мин. Входные данные о заготовке поступающей на расточную операцию: – заготовка – отливка; – материал сталь 40Х; – масса заготовки 0.52 кг; – масса детали 0.4 кг; – наружные размеры 120 120 75 – шероховатость Ra = 12,5 мкм – шероховатость установочной базы Ra= 6,3 мкм |
| 1 | 2 | |||
| Выходные данные: – наружные размеры 180 135 100, Ra = 6,3 мкм. | ||||
|
| Режимы резания при растачивании на данной операции: | |||
| Глубина резания при черновой обработке | t = | 1.4 | мм | |
| Скорость резания | V = | 297,58 | м/мин; | |
| Частота вращения борштанги | n = | 1000 | об/мин; | |
| Подача на оборот | Sо = | 0,25 | мм/об; | |
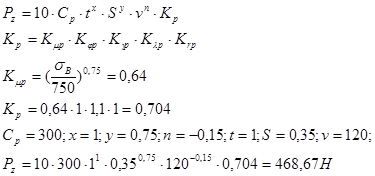
| Силы резания | Pz = | 520.4 | Н; | |
| Py = | 121,571 | H | ||
| Px = | 319,414 | H; | ||
| Основное технологическое время | To = | 0.4 | мин; | |
| Мощность резания | N = | 1,625 | кВт. | |
| Технические характеристики станка 6Г82: – диаметр растачиваемого отверстия, мм; 28-200 – габарит устанавливаемого изделия, мм; – частоты вращения шпинделя 26…1200 об/мин; – регулирование скоростей ступенчатое; – подачи шпинделя 0,025…0,200 мм/об; – ширина Т - образного паза 12 мм. Характеристика режущего инструмента: – тип инструмента: резец расточной. – Инструментальный материал Т15К6 Операция выполняется за один переход. Штучное время на операцию приведены в маршрутной карте. | ||||
| Документация, используемая при разработке | ЕСТПП. Общие правила обеспечения технологичности конструкций изделий | |||
| Документация, подлежащая разработке | Пояснительная записка (раздел – конструкторская часть), чертеж общего вида для технического проекта приспособления для фрезерования (лист 3 графической части; спецификация (приложение) | |||
| Экономические показатели | Срок окупаемости затрат на освоение и разработку производства продукции 1 год | |||

Выбор вида станочного приспособления производим на ЭВМ. Критерием выбора той или иной системы приспособлений являются минимальные относительные затраты и цикл оснащения производства.
Результаты выбора вида рациональной системы станочных приспособлений приведены в приложении 9.
Из предложенных вариантов выбираем систему УСП.
РАСЧЁТ И ПРОЕКТИРОВАНИЕ ПРИСПОСОБЛЕНИЯ
РАСЧЁТ СИЛ ЗАЖИМА
Для расчета сил зажима заготовки в приспособлении составим расчетную схему приспособления.
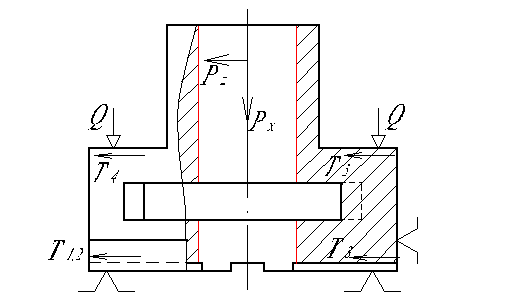
Рис. 12. Расчетная схема приспособления
При обработке заготовки, установленной на пластинах и прижимаемой к направляющей базе, под действием составляющей силы резания Pz возможно смещение заготовки относительно установочной базы, которое предотвращаются силами трения, возникающими в местах контакта заготовки с направляющей базой и зажимным устройством.
Условие равновесия примет вид:

где  - коэффициент запаса надежности,
- коэффициент запаса надежности,
k0 - гарантированный коэффициент запаса для всех случаев обработки, k0=1,5 /2/;
k1 - коэффициент, учитывающий наличие случайных неровностей на заготовке, k1=1/2/;
k2 - коэффициент, учитывающий увеличение сил резания от прогрессирующего затупления режущего инструмента в зависимости от метода обработки, k2=1,6 /2/;
k3 - коэффициент, учитывающий увеличение сил резания при прерывистой
обработке, k3=1,2 /2/;
k4 - коэффициент, учитывающий изменение зажимного усилия, k4=1/2/;
k5 - коэффициент, характеризующий эргономику ручных зажимных устройств,
k5=1 /2/;
k6 - коэффициент, учитывающий наличие момента, стремящегося повернуть заготовку на опорах, k6=1 /2/.

Т1, Т2, Т3 – силы трения в местах контакта установочной базы заготовки с установочными поверхностями приспособления, Н;
где f2 – коэффициент трения заготовки с опорой, f1 = 0,2 /2/;
Q – сила зажима, Н;
Т4, Т5– силы трения в местах контакта заготовки с прихватами, Н;
Т4=Т5 =2 · Q · f 1
где f1 – коэффициент трения заготовки с прихватами, f1 = 0,16 /2/.
Найдём силу 
Из условия равновесия:

Таким образом, необходимая сила зажима 
Найдём давление в системе:
 (где S площадь гидроцилиндра);
(где S площадь гидроцилиндра);

|
из
5.00
|
Обсуждение в статье: Техническое задание на проектирование приспособления для растачивания |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы