 |
Главная |


Организация производственного процесса во времени
|
из
5.00
|
Длительность производственного цикла – период времени, в течение которого сырье и материалы в ходе производственного процесса преобразуется в готовую продукцию (рисунок 1.2).
Сокращение длительности производственного цикла ведет к повышению оборачиваемости оборотных средств, сокращает размеры незавершенного производства.
Длительность производственного цикла обработки одного изделия – время от момента поступления материала (заготовки) на первую операцию до момента выпуска готового изделия.
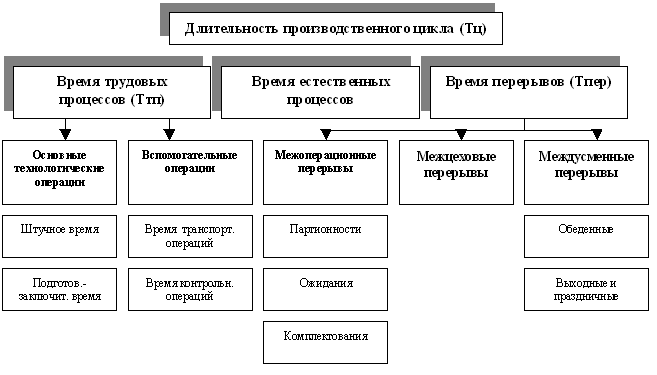
Рисунок 1.2 – Схема длительности производственного цикла
Время непосредственного выполнения производственного задания состоит из следующих элементов:
1. подготовительно-заключительного времени, который рабочий затрачивает на ознакомление с порученной работой, подготовку к ней, а также выполнение действий, связанных с ее окончанием;
2. оперативного времени, которое затрачивается на выполнение производственной операции. Оперативное время включает:
§ основное время, затрачиваемое на выполнение основной операции технологического процесса;
§ вспомогательное время, затрачиваемое на выполнение вспомогательных действий (установка детали на станке, пуск станка, контрольные замеры, остановка станка, снятие детали и т.п.).
3. время обслуживания рабочего места включает время для поддержания в надлежащем состоянии рабочего места (оборудования, оснастки, производственного помещения). Состоит из:
§ времени технического обслуживания (переналадка оборудования, поддержание его в рабочем состоянии);
§ время организационного обслуживания (получение инструмента и его раскладка, уборка производственного помещения);
4. время перерывов на отдых и личные надобности включает время, необходимое для поддержания рабочего в нормальном состоянии. Включает пассивное время отдыха (затрачивается рабочим самостоятельно), а также активное время (проведение производственной гимнастики).
Время выполнения производственного задания нормируется.
(1)
где То – норма оперативного времени;
α- доля времени (в процентах) на обслуживание рабочего времени;
β - доля времени (в процентах) на отдых и личные надобности.
Длительность ПЦ зависит от ряда факторов, в том числе от вида движения партии деталей по операциям.
Различают три основных (базовых) вида движения партии деталей по операциям:
§ последовательный;
§ параллельный;
§ параллельно-последовательный.
При последовательном виде движения партия деталей передается на последующую операцию по окончании обработки всей партии на предыдущей операции. На рисунке 1.3 представлен график движения партии деталей из 3-х штук, которых должны пройти последовательную обработку на трех операциях с нормами времени 1, 3, и 2 мин/шт., соответственно.
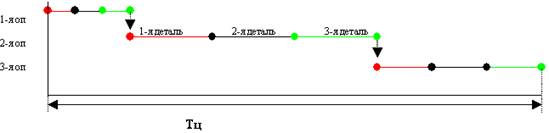
Рисунок 1.3 – График цикла при последовательном виде движения партии в производстве
Длительность изготовления партии деталей определяется по формуле:
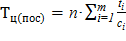 (2)
(2)
где  – длительность цикла изготовления партии деталей при последовательном виде движения деталей по операциям, мин;
– длительность цикла изготовления партии деталей при последовательном виде движения деталей по операциям, мин;
n – размер партии изготовления деталей, шт;
m – количество операций;
ti – норма штучного времени на i-ой операции, мин;
ci – количество рабочих мест на i-ой операции.
Достоинства:
простота планирования
непрерывная загрузка рабочих мест (оборудования) при обработке партии на каждой операции
Недостатки:
большая длительность цикла
пролеживание деталей в процессе обработки. Время пролеживания 1-ой детали на i-й операции определяется по формуле:
 (3)
(3)
а суммарное время пролеживания всех деталей партии на всех технологических операциях составит:
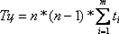 (4)
(4)
Для сокращения времени пролеживания и уменьшения длительности цикла представляется целесообразным передавать детали в момент окончания их обработки на предыдущей операции.
Применяется при обработке (сборке) относительно дешевых деталей с небольшими нормами времени обработки деталей на отдельных операциях.
Параллельный вид движения характеризуется тем, что каждая деталь партии проходит непрерывную обработки на всех операциях (рисунок 1.4).
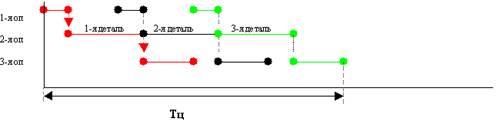
Рисунок 1.4 – график цикла при параллельном виде движения партии в производстве
Длительность цикла изготовления партии деталей определяется по формуле:
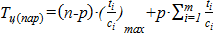 (5)
(5)
где  – длительность цикла изготовления партии деталей при параллельном виде движения деталей по операциям, мин;
– длительность цикла изготовления партии деталей при параллельном виде движения деталей по операциям, мин;
 – максимальное значение из всех операций, мин;
– максимальное значение из всех операций, мин;
Р – размер передаточной партии, шт.
Достоинства:
отсутствие пролеживания деталей при обработке партии
минимальная длительность цикла обработки партии
Недостатки:
сложность планирования и координации работы смежных технологических операций
наличие простоев в работе рабочих мест на операциях, кроме главной, при обработке партии деталей.
Применяется для обработки относительно дорогостоящих деталей при большой продолжительности операций, а также на поточных линиях.
При параллельно-последовательном виде производится (рисунок 1.5):
§ непрерывная обработка партии на каждой технологической операции;
§ процесс непрерывной обработки партии на смежных операциях максимально совмещается во времени.
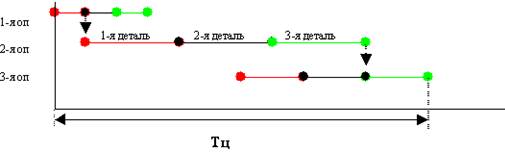
Рисунок 1.5 – график цикла при параллельно-последовательном виде движения партии в производстве
Длительность цикла изготовления партии деталей определяется по формуле:
 (6)
(6)
где  – длительность цикла изготовления партии деталей при параллельно-последовательном виде движения деталей по операциям, мин;
– длительность цикла изготовления партии деталей при параллельно-последовательном виде движения деталей по операциям, мин;
 – минимальное значение каждой пары смежных операций, мин.
– минимальное значение каждой пары смежных операций, мин.
Этот вид совмещает достоинства последовательного и параллельного видов движения. Однако существенным недостатком этого вида движения является сложность координации и планирования процессов обработки партии по технологическим операциям, что ограничивает его практическую применимость. Наиболее часто применяется на прерывно - поточных линиях.
Расчетная часть
|
из
5.00
|
Обсуждение в статье: Организация производственного процесса во времени |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы