 |
Главная |


Классификация и виды продукции
|
из
5.00
|
П р о к а т к а — это способ деформации заготовки во вращающихся валках, самый распространенный способ ОМД. Прокаткой получают чаще всего длинномерные изделия (сортовой простой и фасонный прокат, катанку, ленту, трубы и др.), а также листы.
Классификация процессов прокатки аналогична классификации прокатных станов (см. подраздел 2.4) и здесь подробно не рассматривается. Отметим лишь основные разновидности прокатки по расположению осей вращения валков относительно оси прокатки: п р о д о л ь н а я прокатка (оси перпендикулярны); п о п е р е ч н а я (оси параллельны) и в и н т о в а я (оси расположены под острым углом). Самой распространенной является продольная прокатка, а способ продольной прокатки полосы в двух одинаковых цилиндрических валках известен как простой случай прокатки и подробно рассматривается во всех учебниках по теории прокатки.
Основные схемы прокатки приведены на рис. 3.1. Видно, что существуют две схемы прокатки: традиционная (устаревшая) — из слитка (рис. 3.1, а) и современная (рис. 3.1, б) — из непрерывнолитой заготовки (НЛЗ).
Традиционный технологический процесс прокатки является достаточно сложным, многопереходным и затратным. При использовании НЛЗ технологическая схема значительно упрощается и обладает следующими преимуществами:
• сокращается целый передел прокатки на обжимных и заготовительных станах;
3.1. Классификация и виды продукции
• ликвидируется парк изложниц и железнодорожных составов для доставки слитков, сокращается расход металла при обрезке донной и прибыльной частей слитка;
• сокращаются площади складов передельного проката, печи для подогрева заготовок и др.;
• значительно улучшается качество заготовок и готового проката.

| Рис. 3.1. Основные схемы прокатки: |
| Блюм |
| СЛИТОК |
| Сляб |
| НЛЗ |
| Заготовка |
| Сортовой прокат |
| Простые профили |
| Фасонные профили |
| Трубы бесшовные |
| Катанка |
| Трубы сварные |
| Штрипс |
| Горячекатаный |
| лист |
| Холоднокатаный |
| лист |
| б |
| а |
а — традиционная; б — современная
На рис. 3.1 показаны следующие разновидности прокатного полупродукта и готовой продукции.
Б л ю м — это полупродукт квадратного или близкого к квадратному сечения размером 140—450 мм.
С л я б — это полупродукт прямоугольного сечения для последующей горячей прокатки листов толщиной 100—350 мм, шириной 300—2200 мм, длиной 1 200—11 000 мм. Отношение ширины к толщине может быть до 3—4.
З а г о т о в к а — полупродукт квадратного или близкого к нему сечения от 40 до 250 мм, прокатываемый из блюмов.
В современной схеме прокатного производства блюмы, слябы и заготовки могут быть непрерывнолитыми.
Сортовой прокат делится на простые и фасонные профили. Простые профили (круг, квадрат, шестиугольник, прямоугольник, полоса — в порядке расположения слева направо на рис. 3.1) производятся из заготовки и классифицируются по крупности: крупный (80—200 мм), средний (40—80 мм), мелкий (8—40 мм), катанка ( проволока диаметром 5,5—8 мм ).
Ф а с о н н ы е п р о ф и л и (уголок, тавр, швеллер, двутавр, рельс, зетовый — в порядке расположения слева направо на рис. 3.1) прокатывают также из заготовки. Высота профилей — до 500 мм, ширина — до 250 мм.
Г о р я ч е к а т а н ы й л и с т получают из слябов шириной
600—5000 мм и разделяют на толстый (толщиной 4—160 мм) и тонкий (2—4 мм).
Х о л о д н о к а т а н ы й л и с т выпускают толщиной менее 0,15—2 мм. Разновидностью этой продукции является жесть толщиной до 0,07 мм.
Ш т р и п с — это холоднокатаная лента, из которой производятся сварные трубы.
Бесшовные трубы диаметром 25—550 мм получают горячей прокаткой из круглого проката или НЛЗ на трубопрокатных агрегатах, а меньшего диаметра (до 3 мм) — холодной прокаткой и волочением.
3.2. Калибровка валков
Сварные трубы диаметром от 5 до 5 000 мм получают из холоднокатаного листа (большого диаметра) либо штрипса.
Калибровка валков
Продольная прокатка производится с помощью цилиндрических валков с гладкой бочкой (для получения полос и листов) и калиброванных валков (для прокатки простых и фасонных профилей).
Основные элементы и размеры калиброванных валков приведены на рис. 3.2.






| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 4 |
| D |
| в |
| D |
| б |
| D |
| i |
| D |
| к |
| h |
| L |
| б |
| B |
| б |
| b |
| |
| 2 |
Рис. 3.2. Ручьевые валки:
1 — ручей; 2 — калибр; 3 — центр калибра; 4 — оси вращения валков; 5 — вершина калибра; 6 — реборда (бурт); 7 — линия разъема калибра; 8 — линия цент-
ров валков
Вырез, соответствующий форме прокатываемого профиля, называется ручьем. Ручьи валков образуют калибр высотой h и шириной b.
D i — начальный (идеальный) диаметр валка — расстояние между осями вращения валков либо между центрами калибров; Dб — диаметр валка по ребордам (по бочке):
Dб = D i – 2,
где 2 — зазор между ребордами валков;
Dк— катающий диаметр валка — диаметр в сечении, где скорости металла и валка совпадают;
Dв — диаметр валка по вершине калибра (минимальный); Lб — длина (ширина) валка по бочке; Bб — ширина реборды.
Глубина нарезки ручья оценивается коэффициентом вреза:
h q .
D i
Калибры подразделяются на простые (рис. 3.3, 1—8) и фасонные (рис. 3.3, 9) для прокатки сложных профилей (уголок, тавр, швеллер, двутавр и др.). Также калибры могут быть открытые (линия разъема калибра совпадает с его осью симметрии либо расположена внутри калибра, рис. 3.3, 1—7) и закрытые (линия разъема расположена на верхней или нижней грани, рис. 3.3, 8, 9).
По месту в технологической цепочке калибры делятся на вытяжные, предназначенные для уменьшения площади поперечного сечения прокатываемой полосы, и отделочные — для придания прокатываемой полосе требуемой формы без значительной вытяжки.
Практикой установлены следующие устойчивые системы (пары) вытяжных калибров: ящичные, ромб — квадрат, овал — квадрат, шестиугольник — квадрат, овал — ребровой овал и некоторые другие.
3.2. Калибровка валков
Ê à ë è á ð î â ê à â à ë ê î â — ýòî ñèñòåìà ïîñëåäîâàòåëüíî ðàñïîëîæåííûõ êàëèáðîâ, îáåñïå÷èâàþùàÿ â ïðîöåññå ïðîêàòêè ïîëó÷åíèå òðåáóåìîãî ïðîôèëÿ èç çàäàííîé çàãîòîâêè.
Ðàñ÷åò ÷àùå âñåãî îñóùåñòâëÿåòñÿ èòåðàöèîííûì ìåòîäîì è òðåáóåò áîëüøîãî îáúåìà òðóäîåìêèõ âû÷èñëåíèé, ïîýòîìó âûïîëíÿåòñÿ íà ÝÂÌ ñ ïîìîùüþ ñïåöèàëüíî ðàçðàáîòàííûõ ïàêåòîâ ïðèêëàäíûõ ïðîãðàìì è ñèñòåì àâòîìàòèçèðîâàííîãî ïðîåêòèðîâà-
Ðèñ. 3.3. Âèäû êàëèáðîâ: 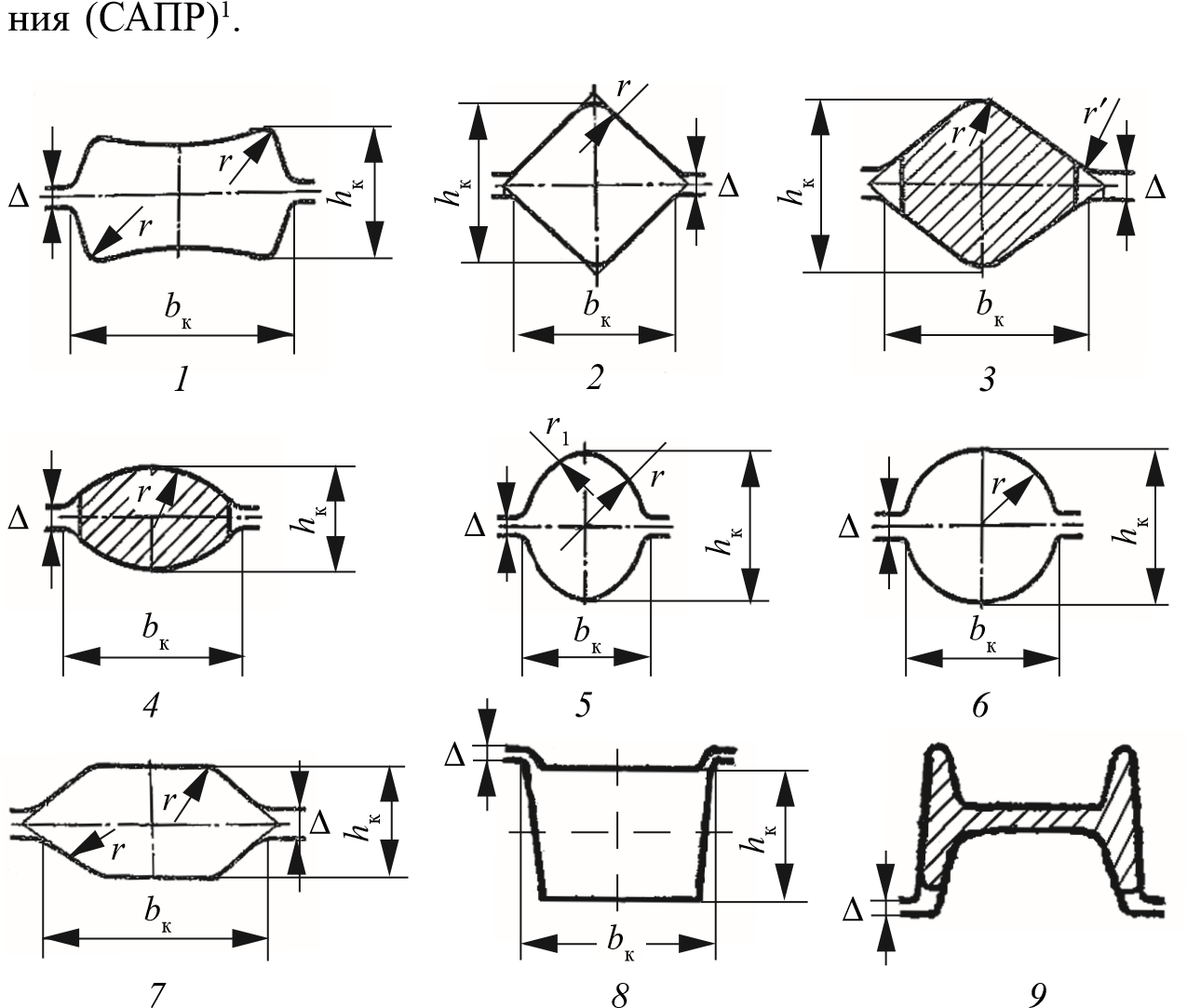
1 — ÿùè÷íûé îòêðûòûé; 2 — êâàäðàòíûé; 3 — ðîìáè÷åñêèé; 4 — îâàëüíûé; 5 — ðåáðîâîé îâàëüíûé; 6 — êðóãëûé; 7 — øåñòèóãîëüíûé; 8 — ÿùè÷íûé çàêðûòûé; 9 — ôàñîííûé; hê — âûñîòà êàëèáðà, bê — øèðèíà, r — ðàäèóñ
1 Ñì.: Ñìèðíîâ Â. Ê., Øèëîâ Â. À., Èíàòîâè÷ Þ. Â. Êàëèáðîâêà ïðîêàòíûõ âàëêîâ : ó÷åá. ïîñîáèå äëÿ âóçîâ. 2-å èçä., ïåðåðàá. è äîï. Ì. : Òåïëîòåõíèêà, 2010. 490 ñ.
Расчет калибровки валков производится в следующей последовательности:
1) рассчитывают коэффициент общей вытяжки µ = F0/Fпр, где F0 — площадь поперечного сечения исходной заготовки, Fпр — площадь поперечного сечения прокатываемого профиля;
2) определяют число проходов прокатки n = ln µ/ln µпр, где µпр = 1,2…1,5 — предельный коэффициент вытяжки при прокатке по данным опыта для рассматриваемого сортамента;
3) выбирают способ прокатки начиная с чистовых калибров;
4) уточняют коэффициенты вытяжки в каждом проходе µi;
5) рассчитывают размеры калибров начиная с чистовых;
6) рассчитывают энергосиловые параметры прокатки и условия захвата в каждой клети;
7) при необходимости корректируют расчеты.
На рис. 3.4 приведены примеры систем калибров для сортового проката.
Далее рассмотрим производство перечисленных видов полупродукта и готового проката в соответствии с рис. 3.1 на примерах.
|
из
5.00
|
Обсуждение в статье: Классификация и виды продукции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы