 |
Главная |


Производство блюмов и слябов
|
из
5.00
|
Производство б л ю м о врассмотрим на примере технологической линии блюминга 1300 (рис. 3.5).
На линии последовательно выполняются следующие технологические операции.
1. Подвоз слитков ж/д путем из сталелитейного цеха к нагревательным колодцам. Слитки массой 8—13 т имеют квадратное или прямоугольное сечение и подвозятся неостывшими (температура 400—900 °С).
2. Нагрев слитков в колодцах до 1200—1250 °С в течение 2,5—5 ч. В колодец загружают по 6—20 слитков. Загрузка и выгрузка слитков производятся мостовыми кранами с клещевыми захватами.
| 3.3 |
| . Производство блюмов и слябов |



























| 1 |
| 3 |
| 2 |
| 4 |
Рис. 3.4. Системы калибров для сортового проката:
1 — квадрат; 2 — круг; 3 — уголок; 4 — швеллер
3. Перевоз нагретых слитков к стану в слитковозах. Применяется кольцевая подача слитков, при этом 4 слитковоза непрерывно движутся по замкнутому кольцевому ж/д пути. Затем специальное устройство сталкивает слиток с платформы слитковоза в приемный рольганг стана.
| Рис. 3.5. Расположение оборудования блюминга 1300: |










| 1 |
| 2 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 8 |
| 9 |
| 10 |
| 11 |
1 — нагревательные колодцы; 2 — слитковозы; 3 — сталкиватель слитков со слитковозов и весы; 4 — рабочий рольганг; 5 — манипуляторы с кантователем; 6 — рабочая клеть блюминга; 7 — яма (колодец) для окалины; 8 — машина огневой зачистки; 9 — ножницы; 10 — конвейер для уборки обрези; 11 — уборочные стеллажи и холодильник
4. Прокатка на блюминге — двухвалковом реверсивном стане. Рабочая клеть оборудована рабочими и раскатными рольгангами с передней и задней стороны стана, манипулятором с кантователями, устройствами для уборки скраба (окалины) из-под клети и перевалки валков. На валках нарезаны от 3 до 5 ящичных калибров, в середине может быть гладкая бочка. Прокатка осуществляется за 9—13 проходов с реверсированием валков и кантовками раската на 90°.
5. Зачистка поверхностных дефектов (плен, трещин, рванин, шлаковых включений и др.) на машине огневой зачистки (МОЗ), установленной вслед за блюмингом. При зачистке с помощью газокислородных горелок сжигается поверхностный слой металла толщиной 1,5—2,5 мм, потери металла составляют 1—3 %.
6. Обрезка на ножницах усилием 12,5 МН дефектных концов раската, соответствующих прибыльной и донной части слитка, так-
3.4. Горячекатаный лист
же при необходимости производится разрезка раската на мерные длины. Доля обрези составляет 10—25 % от массы слитка.
7. Транспортировка обрези конвейером в скрапной пролет.
8. Транспортировка блюмов либо для дальнейшей прокатки на непрерывный заготовочный стан 900/700/500, либо на стеллажи-холодильники, где они могут взвешиваться на автоматических весах, обрабатываться на клеймовочной машине и передаваться на склад.
С л я б ы прокатывают из слитков массой 30—45 т. Расположение оборудования слябинга аналогично оборудованию блюминга, отличия заключаются в следующем: слябинг имеет две пары валков — горизонтальную и вертикальную; валки используются гладкие, без калибров, что повышает их прочность. После разрезки на ножницах слябы взвешиваются и поступают на дальнейшую прокатку на листовых станах (транзитом или с предварительным нагревом) либо к уборочным устройствам на склад слябов.
Горячекатаный лист
Прокатка производится из слябов на толстолистовых станах различной конструкции. Наибольшее распространение получили двух- и трехклетевые станы с последовательным расположением клетей (черновые и чистовая). Клети могут быть двухвалковые (дуо), трехвалковые (трио), четырехвалковые (кварто) с опорными валками.
Рассмотрим последовательность основных технологических операций на примере стана 2800 (рис. 3.6)[13]. Стан предназначен для производства листов толщиной 5—50 мм, шириной 1 000—2 500 мм из углеродистых конструкционных и легированных сталей. Исходная заготовка — слябы толщиной 125—250 мм, шириной 700—1 600 мм, длиной 2,5—6 м и массой до 12 т.
| Рис. 3.6. Схема расположения основного оборудования |









| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 8 |
толстолистового стана 2800:
1 — толкатели для загрузки печей; 2 — рольганг; 3 — методические печи; 4 — первая черновая клеть; 5 — вторая черновая клеть; 6 — чистовая клеть; 7 — роликовая правильная машина; 8 — линия отделки
Перечислим основные технологические операции.
1. Осмотренные и отремонтированные слябы подогревают в 3 методических печах, загрузка которых осуществляется толкателями с рольганга.
2. Прокат в трех клетях (см. рис. 3.6): а) черновой двухвалковой клети с вертикальными валками для обжатия боковых кромок нагретых слябов и удаления окалины (см. рис. 3.6, 4) ; б) черновой реверсивной клети с горизонтальными валками для обжатия по высоте (см. рис. 3.6, 5): с передней и задней сторон клети установлены рольганги с коническими роликами, позволяющими разворачивать раскат на необходимый угол в горизонтальной плоскости, и манипуляторы для правильной задачи в валки, удаление окалины производится либо гидросбивом, либо паровзрывным способом с помощью валков с лунчатой поверхностью; в) чистовой универсальной клети кварто с вертикальными и горизонтальными валками с возможностью получения катаной кромки (см. рис. 3.6, 6) .
3. Правка в горячем состоянии на роликоправильной машине.
4. Отделка листов, включающая холодную правку, осмотр, разметку, резку, термообработку, механические испытания, упаковку.
3.5. Заготовки
Заготовка
Çàãîòîâêè ñå÷åíèåì 40—250 ìì èç áëþìîâ 250—450 ìì ïðîêàòûâàþò íà ñïåöèàëèçèðîâàííûõ çàãîòîâî÷íûõ ñòàíàõ, óñòàíîâëåííûõ íåïîñðåäñòâåííî çà áëþìèíãîì. Íàèáîëüøåå ðàñïðîñòðàíåíèå ïîëó÷èëè íåïðåðûâíûå (ìíîãîêëåòåâûå) çàãîòîâî÷íûå ñòàíû (ÍÇÑ).
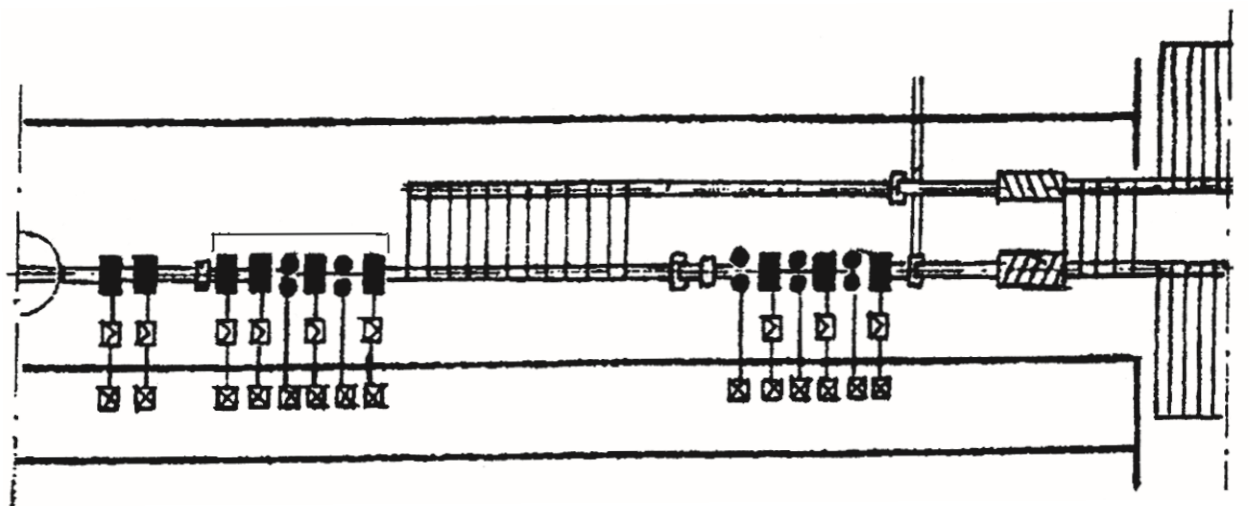
Ïðîèçâîäñòâî çàãîòîâîê ðàññìîòðèì íà ïðèìåðå íåïðåðûâíîãî 14-êëåòåâîãî ñòàíà 900/700/500 (ðèñ. 3.7), óñòàíîâëåííîãî çà áëþìèíãîì 1300[14].
Äâóõâàëêîâûå êëåòè ðàñïðåäåëåíû ïî ãðóïïàì: äâå îáæèìíûõ ñ äèàìåòðîì âàëêîâ 900 ìì, øåñòü ÷åðíîâûõ (äâå ñ äèàìåòðîì âàëêîâ 900 ìì è ÷åòûðå — 700 ìì), øåñòü ÷èñòîâûõ ñ äèàìåòðîì âàëêîâ 500 ìì. Îáåñïå÷èâàåòñÿ ÷åðåäîâàíèå êëåòåé ñ âåðòèêàëüíûìè è ãîðèçîíòàëüíûìè âàëêàìè, ÷òî èñêëþ÷àåò íåîáõîäèìîñòü êàíòîâîê ïîëîñû.
| Ðàññìîòðèì ïîñëåäîâàòåëüíîñòü âûïîëíÿåìûõ îïåðàöèé. |
| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 7 |
| 8 |
| 5 |
| 7 |
| 7 |
| 3 |
| 6 |
| 9 |
| 10 |
| 11 |
| 11 |
Ðèñ. 3.7. Ñõåìà ðàñïîëîæåíèÿ îáîðóäîâàíèÿ çàãîòîâî÷íîãî ñòàíà4:
1 — ïîâîðîòíîå óñòðîéñòâî; 2 — ÷åðíîâûå îáæèìíûå êëåòè; 3 — êàíòóþùèå óñòðîéñòâà; 4 — êëåòè ÷åðíîâîé ãðóïïû; 5 — ðîëüãàíãè; 6 — ïåðåäàþùåå óñòðîéñòâî (øëåïïåð); 7 — íîæíèöû äëÿ ðåçêè; 8 — ÷èñòîâàÿ ãðóïïà êëåòåé; 9 — óñòàíîâêà äëÿ óáîðêè è ïåðåäà÷è îáðåçè â ñêðàïíîé ïðîëåò; 10 — ïàêåòèðóþùèå ðîëüãàíãè; 11 — õîëîäèëüíèêè
1. Горячие блюмы без дополнительного подогрева по рольгангу подаются в 1-ю клеть НЗС. В случае обнаружения признаков усадочной рыхлости на переднем конце блюмы могут быть развернуты на 180° при помощи поворотного устройства.
2. Прокатка в первых двух обжимных клетях с горизонтальными валками.
3. Кантовка раската с помощью поворотной втулки на 90° и прокатка в шести клетях черновой группы до размера 150 мм.
4. Если не требуется прокатка в чистовой группе клетей (на размер менее 150 мм), заготовки по рольгангу обводной линии поступают на ножницы.
5. Обрезка передних и задних концов заготовок и резка на заданные длины, сбор в пакеты на пакетирующем рольганге.
6. Заготовки сечением 150 мм поступают по рольгангу на линию чистовой группы клетей и прокатываются до размера 80 мм. Перед прокаткой летучими ножницами обрезается передний разлохмаченный конец и может производиться кантовка на 45°.
7. Резка на мерные длины 8—12 м летучими планетарными ножницами.
8. Клеймение, сбор в пакеты на пакетирующем рольганге, охлаждение на холодильнике.
Сортовой прокат
Для прокатки сортового проката используются многоклетевые станы (до 17 клетей и более) с разнообразным расположением клетей (последовательным, параллельным, шахматным и др.).
Рассмотрим, например, состав крупносортного стана 700 (рис. 3.8).
В качестве исходной заготовки используются непрерывнолитые блюмы размером 300360 мм и длиной 6—12 м. Последовательно выполняются следующие технологические операции.
1. Нагрев блюмов в нагревательных печах с шагающими балками до 1200—1250 °С, удаление окалины гидросбивом на специальной установке.
| 3.6 |
| . Сортовой прокат |







| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 8 |
| 7 |
| 9 |
| 10 |
| 11 |
| 6 |
| 6 |
| 12 |
Рис. 3.8. Схема расположения оборудования крупносортного стана:
1 — нагревательные печи; 2 — установка гидросбива окалины; 3 — манипуляторы и кантователи; 4 — обжимная реверсивная клеть; 5 — машины огневой зачистки; 6 — ножницы; 7 — первая непрерывная группа клетей; 8 — пилы горячей резки; 9 — клеймовочные машины; 10 — кантователь; 11 — вторая группа клетей; 12 — шлепперы для передачи металла к холодильникам и в отделение отделки
2. Прокатка в обжимной двухвалковой реверсивной клети 950 с ящичными калибрами. Клеть оборудована манипуляторами и кантователями.
3. Обрезка переднего конца на ножницах, обработка поверхности на машине огневой зачистки (МОЗ).
4. Прокатка в первой непрерывной группе клетей до круглого профиля диаметром 100—180 мм с использованием системы калибров овал — круг.
5. Для получения более мелкого профиля используется вторая непрерывная группа клетей с чередованием вертикальных и горизонтальных валков. Каждая группа клетей имеет отводящий рольганг, где установлены стационарная и передвижные пилы горячей резки на длины 9—15 м и клеймовочные машины.
6. При необходимости проводятся отжиг проката в печах, охлаждение на холодильниках и транспортировка на промежуточный склад.
7. На линии отделки производится очистка от окалины, правка, зачистка поверхностных дефектов, резка на мерные длины, клеймение, упаковка.
Катанка
Технологию прокатки катанки из высокоуглеродистых и легированных сталей в бунтах рассмотрим на примере проволочного стана 150 (рис. 3.9). Используется исходная заготовка размером 200200 мм.
4 7 9 10 11 12 13




1 2 3 5 6 8 11 12 13
Рис. 3.9. Схема расположения оборудования непрерывного проволочного стана:
1 — нагревательная печь; 2 — машина огневой зачистки; 3 — машины термофрезерной зачистки; 4 — обжимная группа клетей; 5 — летучие ножницы; 6 — роликовая печь; 7 — черновая группа клетей; 8 — ножницы; 9, 10 — первая и вторая промежуточные группы клетей; 11 — чистовые блоки клетей; 12 — устройства двухстадийного охлаждения; 13 — устройства для сбора витков и уплотнения бунтов
Технология производства включает следующие операции:
1. Нагрев заготовок в печи с шагающим подом.
2. Огневая зачистка заготовок на МОЗ.
3. Прокатка в обжимной группе из 6 клетей с промежуточной термофрезерной зачисткой.
4. Разрезка на летучих ножницах и подогрев в двухрядной роликовой печи до температуры 1200 °С.
5. Прокатка в две нитки в черновой и первой промежуточной группе клетей, разрезка на летучих ножницах.
6. Прокатка в одну нитку в двух вторых промежуточных группах и двух чистовых 10-клетевых блоках со скоростью до 100 м/с.
7. Двухстадийное охлаждение проволоки: 1-я стадия — в трубах водой высокого давления до 630 °С; 2-я стадия — раскат раскладывают специальным устройством (виткообразователем) на транспортере в виде распущенных витков. Далее осуществляют свора-
3.8. Холоднокатаный лист
чивание в накопителе витков, который уплотняется гидравлическим прессом и поступает на крюковой конвейер.
Холоднокатаный лист
На станах холодной прокатки производят листовую сталь толщиной 0,2—5 мм и шириной 200—2 300 мм. Исходная заготовка — горячекатаная листовая сталь в рулонах со станов горячей прокатки. Чаще всего используют многоклетевые непрерывные станы холодной прокатки с четырехвалковыми клетями (кварто)
| ( |
| рис. |
| 3.10). |
| Рис. 3.10. Схема непрерывного стана холодной прокатки листа: |











| 1 |
| 2 |
| 3 |
| 4 |
| 5 |
| 6 |
| 2 |
1 — разматыватель; 2 — правильно-подающие ролики; 3 — прижимной стол; 4 — рабочие валки; 5 — опорные валки; 6 — намоточный барабан
Технологический процесс включает следующие операции.
1. Подготовка листов к прокатке на непрерывных травильных агрегатах:
— разматывание рулона, правка полосы и сваривание концов;
— взламывание окалины перегибанием полосы вокруг роликов и прокаткой с обжатием 3—8 % в дрессировочной клети;
— окончательное удаление окалины химическим или электрохимическим травлением в серной или соляной кислоте;
— обрезка неровной боковой кромки дисковыми ножницами; — промасливание полосы и сворачивание в рулон до 50 т; — при необходимости термообработка в проходной печи.
2. Прокатка на непрерывных 3—5-клетевых станах (четырехвалковые клети кварто с опорными валками, см. рис. 3.10), оборудованных разматывателем и правильно-подающими роликами. Для уменьшения давления рабочие валки имеют меньший диаметр, чем опорные, прокатка ведется с передним и задним натяжением полосы, в качестве смазок применяются водно-масляные эмульсии. Для управления толщиной полосы используются системы автоматического регулирования толщины (САРТ).
3. Рекристаллизационный отжиг для снятия наклепа, снижения анизотропии свойств, образовавшейся за счет вытягивания зерен металла при прокатке.
4. Дрессировка — прокатка без смазки с обжатием 0,5—3 %. Цель — правка, проглаживание и поверхностное упрочнение листа для предотвращения образования грубых полос скольжения при последующей холодной штамповке.
5. Отделка и защитное покрытие листов на специальных установках непрерывного действия. Для покрытий используются масла, пластмассы, лаки, олово, цинк, алюминий. Далее листы обрабатываются на агрегатах продольной и поперечной резки (обрезается неровная кромка, полоса разделяется на листы и т. п.).
4. ОСНОВЫ ТЕХНОЛОГИИ 95
ВОЛОЧЕНИЯ
|
из
5.00
|
Обсуждение в статье: Производство блюмов и слябов |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы