 |
Главная |


ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ ТРУБ
|
из
5.00
|
В процессе производства труб приходится их обрезать и разрезать, для чего применяют пилы и резцовые станки: Лишь иногда для отрезки забитых головок применяют ножницы.
Типы пил и резцовых станков, применяемых для резки труб различных размеров
| Тип пил и станков | Раз мер труб, мм | |
| диаметр | толщина стенки | |
| Пилы дисковые зубчатые Пилы дисковые без зубцов Пилы ножовочные Пилы дисковые с заострённой режущей кромкой Пилы (станки) с абразивным диском Трубообрезные станки, резцовые Аллигаторые ножницы | 38-102 20-102 5-38 12-102 1-89 38-150 20-50 | 3-8 2-8 0,5-2 2-4 0,1-5 ≥2 0,5-4 |
Станки для резки труб
На торцах трубы на протяжении 100—200 мм от конца, а иногда и более имеются значительные неровности, которые не могут быть удалены торцовкой. Поэтому такие концы труб после прокатки приходится отрезать. Кроме того, трубы разрезают на мерные длины. Для этих операций применяют трубоотрезные станки, которые в настоящее время являются основным оборудованием, применяемым для этой цели.
Наиболее широко распространены резцовые трубоотрезные станки; их используют для чистовой разрезки и обрезки труб с целью получения гладких концов и концов с наружной или внутренней фаской.
Резцовые обрезные станки по конструкции бывают двух типов: с вращающейся и с неподвижной трубой. В станках первого типа труба зажимается в кулачках вращающегося патрона, а резцы закрепляются в суппортах, устанавливаемых на станине станка. В станках второго типа труба зажимается неподвижно, а резцы закрепляются во вращающемся патроне.
На рисунке приведена схема одного из применяемых трубоотрезных станков. Этот станок предназначен для отрезки концов труб, снятия наружной фаски и внутренних заусенцев. Диаметр отрезаемых труб 38—250 мм, толщина стенок 4—12,5 мм.
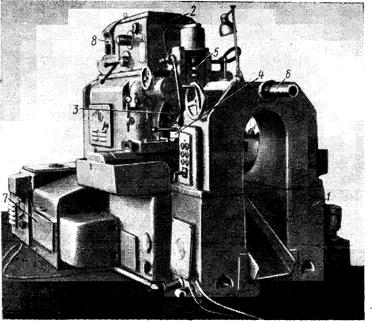
Трубоотрезной станок для труб диаметром 38—250 мм
'Принцип работы станка основан на поступательном движении инструмента и вращении трубы. Станок состоит из следующих основных частей: станины 1, коробки скоростей 2, шпиндельной бабки 8, отрезных суппортов 4, фасочного суппорта 5, заднего упора 6, гидравлического привода 7, электродвигателя 8, системы охлаждения и смазки.
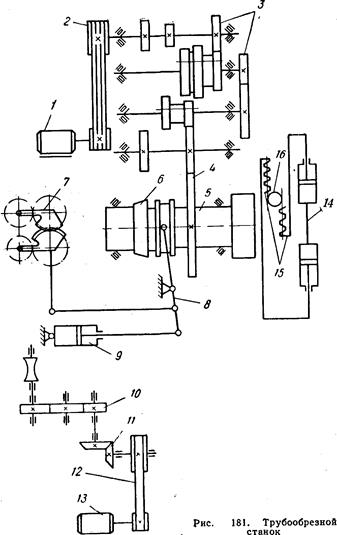 На рисунке представлена кинематическая схема одного из трубоотрезных станков.
На рисунке представлена кинематическая схема одного из трубоотрезных станков.
Вращательное движение шпинделю 5 передается от электродвигателя / через клиноременную передачу 2, шестеренную коробку скоростей 3 и шестерню 4.
Труба зажимается в шпинделе цанговым зажимом с помощью втулки 6, посаженной по скользящей посадке на шпиндель 5. Поступательное движение для осуществления зажима трубы втулка 6 получает через двуплечий рычаг 8 от гидравлического цилиндра. От этого же гидравлического цилиндра осуществляется зажим или разжатие задающих роликов 7, подающих трубу в шпиндель.
Вращение нижнего задающего ролика осуществляется от электродвигателя 13 через клиноременную передачу 12, конические шестерни 11 и цилиндрические шестерни 10.
 |
Трубоотрезной станок
| |
Работай трубоотрезной станок следующим образом; труба по рольгангу и задающим роликам 7 подается в полый шпиндель станка; ключается цилиндр зажима 9; труба цангами шпинделя зажимается и начинает вращаться вместе с ним; включаются цилиндры перемещения суппортов с резцами и происходит рез; после окончания реза суппорты быстро отводятся в исходное положение, труба разжимается и выдается рольгангом из шпинделя, а затем сбрасывается в карман.
Для разрезки толстостенных труб диаметром до 240 мм применяют станки несколько иной конструкции. В этих станках зажим трубы осуществляется одним или двумя пневматическими патронами. Трубу можно зажимать как во время ее остановки, так и при ее продольном передвижении. Резцы подаются автоматически.
Трубоотрезные станки с неподвижной трубой менее распространены, чем станки с вращающейся трубой.
Обрезные станки с наждачным кругом
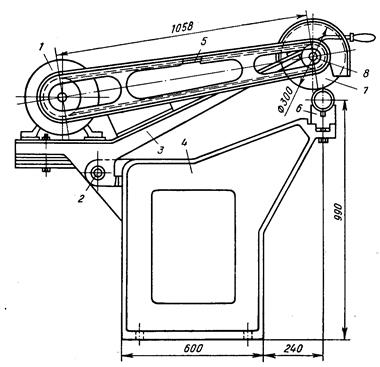
Режущим инструментом такого станка (рисунок) служит абразивный круг с приводом через клиноременную передачу 5 от электродвигателя 1. Абразивный круг 7 имеет диаметр 300 мм и вращается со скоростью 900 об/мин. Шпиндель 8, на котором закреплен абразивный диск 7, установлен на подшипниках качения. Шпиндель, электродвигатель и кожух клиноременной передачи смонтированы на металлической подвижной раме 3, которая с помощью оси 2шар-нирно соединена с литой чугунной станиной 4.
В правом верхнем конце станины крепят призматическую опору 6 для укладки резрезаемой трубы. Абразивный круг к трубе подается вручную.
Такие станки применяют для резки труб с малой толщиной стенки после прокатки их на станах ХПТ или ХПТР, а также на промежуточных операциях.
 |
Для окончательной подрезки труб такие станки применяют очень редко, так как торцы труб после реза зачастую получаются неровными и имеют поджоги, что приводит к необходимости дополнительной подрезки их на трубообрезных станках.
 |
Дисковые пилы
Пилы трения
Дисковые пилы с гладким диском без зубьев (пилы трения) служат для грубой предварительной обрезки и разрезки труб, которые в дальнейшем обычно повторно обрезаются или очищаются от заусенцев. Применяют пилы трения для порезки труб с толстой стенкой на промежуточных операциях после волочения труб на волочильных станах, после прокатки их на станах ХПТ или обрезки «разлохмаченных» концов после раскатных станов горячей прокатки.
Разрезка трубы на пиле трения осуществляется круглым гладким диском. При давлении гладкого диска на разрезаемую трубу во время его вращения с большой скоростью благодаря трению выделяется достаточное для плавления металла трубы количество тепла, отчего металл плавится и труба в результате этого разрезается. Так как разрез происходит в результате плавления металла, то в месте разреза образуются большие заусенцы.
Вращающийся диск пилы крепят на фланце вала. На другом конце вала насажен приводной шкив. Посредине вала имеется шейка, помещаемая в установленный на салазках пилы подшипник. На заднем конце салазок монтируют приводной электродвигатель. Салазки установлены в специальных направляющих нижней плиты, смонтированной на фундаменте. Салазки вместе с пилой могут перемещаться в горизонтальной плоскости по направлению реза. Для установки на вал и для скрепления болтами диска с фланцем вала в диске пилы просверлены отверстия. Диск должен быть хорошо выправлен, чтобы его режущая кромка при вращении не отклонялась в сторону.
По окружности диска очень часто делают насечку, которая увеличивает коэффициент трения. Это способствует ускорению процесса разрезания трубы и вместе с тем насечка делает кромку диска пилы шире самого диска. Резка металла диском с насечкой обеспечивает более широкую прорезь в теле трубы и уменьшает ненужное трение боковых поверхностей диска о трубу.
Для уменьшения вибрации диска и для обеспечения правильной резки металла крепление его на валу (фланце вала) должно быть достаточно прочным. С этой целью диск надевается на вал, затем на него надевается соответственно диаметру фланца шайба. Внутренняя, прилегающая к диску сторона шайбы расточена таким образом, что по ее периферии получается небольшой кольцеобразный выступ, которым шайба при скреплении болтами плотно прижимает диск к фланцу.
Для обеспечения надежного удержания вала в горизонтальном положении и предупреждения возможного перекоса диска пилы подшипник вала имеет достаточно большую длину.
Рабочий вал получает вращение от электродвигателя через клиноременную передачу. Для получения необходимого натяжения ремней передачи электродвигатель устанавливают на направляющих салазках со специальным натяжным винтом. Перемещение салазок с пилой осуществляется по установленным на плите направляющим при помощи гидравлических или пневматических цилиндров.
Для пил трения применяют диски диаметром 600—1800 мм и больше с толщиной 4—10 мм. По мере износа кромок диски протачивают по окружности, диаметр их, таким образом, уменьшается. Уменьшение диаметра допускается на 5—10%. Большее уменьшение допускать не представляется возможным вследствие сравнительно большого диаметра фланца, который при значительном уменьшении диаметра режущего диска будет препятствовать резке трубы. Преимуществом пил трения является то, что они производят рез при большом числе оборотов, а следовательно, при большой окружной скорости, поэтому они обладают очень большой производительностью.
Недостатком является то обстоятельство, что при резке трубы получаются с оплавленными торцами и требуют дополнительной механической обработки. При этом во время работы пилы трения создают очень много шума и очень далеко разбрасывают расплавленный металл в виде искр, что небезопасно для работающих вблизи людей. Создаваемый пилами трения шум значительно больше допускаемого нормами по технике безопасности при работе в производственных цехах. Поэтому в последнее время пилы трения по мере возможности стараются не применять.
|
из
5.00
|
Обсуждение в статье: ОБОРУДОВАНИЕ ДЛЯ РЕЗКИ ТРУБ |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы