 |
Главная |


Установочные элементы приспособлений
|
из
5.00
|
4.1.1 Основные правила установки заготовок
Обработка резанием осуществляется при относительном движении обрабатываемой заготовки и режущего инструмента. Чтобы обеспечить заданную точность обработки, заготовка должна быть установлена в определенном положении относительно режущего инструмента, После установки обрабатываемую заготовку закрепляют, что предотвращает ее смещение под действием сил, возникающих в процессе обработки.
В единичном и мелкосерийном производстве заготовки устанавливают с выверкой по черновым или обработанным поверхностям, а также по разметке. В массовом и крупносерийном производстве выверку не производят, а обрабатываемые заготовки устанавливают, доводя их базовые поверхности до соприкосновения с установочными элементами (опорами) приспособлений. В этом случае на установку затрачивается меньше времени и обеспечивается постоянное положение установочных базовых поверхностей заготовок в приспособлении.
В зависимости от условий обработки может потребоваться полная или частичная ориентация обрабатываемой заготовки относительно режущего инструмента. При полной ориентации обрабатываемой заготовке придают вполне определенное и единственно возможное положение в приспособлении. При частичной ориентации необязательна точная установка в определенных направлениях и даже допустимо произвольное положение (поворот) заготовки относительно какой-либо оси. В этом случае схема установки и конструкция приспособления упрощаются.
При полной ориентации базовые поверхности обрабатываемой заготовки плотно прилегают к установочным элементам приспособления. Для этого должны соблюдаться условия контакта баз и опор, а обрабатываемая заготовка не должна иметь сдвига и вращения относительно трех координатных осей. Обрабатываемая заготовка лишена всех степеней свободы, и положение ее базовых поверхностей в пространстве является определенным. Число опор должно быть равным шести (правило шести точек); их взаимное расположение обеспечивает устойчивость установки обрабатываемой заготовки в приспособлении. Расстояние между опорами принимают возможно большим, чтобы под действием силы тяжести не возникло опрокидывающего момента.
При обработке нежестких заготовок или при недостаточной их устойчивости из-за небольшой протяженности базовых поверхностей может возникнуть необходимость увеличения количества опорных точек (сверх шести). В этих случаях применяют дополнительные опоры, регулируемые или самоустанавливающиеся. При установке обрабатываемой заготовки их подводят к ее поверхности и закрепляют на время выполнения данной операции — эти опоры превращаются в жесткие.
Установочные элементы с точечными опорами имеют ограниченную поверхность контакта. К таким опорам относятся, например, узкие призмы для установки цилиндрических заготовок. Эти опоры обеспечивают постоянную для всех заготовок данной партии устойчивость установки независимо от погрешностей их размеров и форм. Недостатками установки на точечные опоры являются повреждения базовый поверхностей заготовок при больших силах прижатия, а также смешение обрабатываемой заготовки из-за деформаций в местах контакта опор с базами.
Обрабатываемую заготовку устанавливают также по охватывающим или охватываемым базовым поверхностям. В этом случае заготовку надевают или вставляют в установочный элемент с некоторым зазором. Чтобы лишить заготовку всех степеней свободы, применяют также комбинированные способы, например, установку: а) на два базовых отверстия и плоскость, перпендикулярную их осям; б) на палец и две плоскости; в) на отверстие, плоскость и опору для угловой фиксации; г) на наружную цилиндрическую поверхность, торец и угловую опору.
В тех случаях, когда базой служит сама обрабатываемая поверхность, применяют съемные (сдвигаемые) установочные элементы.
Таким образом, установочные элементы приспособлений должны удовлетворять следующим основным требованиям:
1) число и расположение установочных элементов должно обеспечивать необходимую ориентацию и устойчивость обрабатываемой заготовки по принятой схеме базирования;
2) при использовании черновых баз с шероховатостью поверхности Rz>=40 мкм установочные элементы следует выполнять с ограниченной опорной поверхностью в целях уменьшения влияния погрешностей и неровностей этих баз на устойчивость установки;
3) установочные элементы (как основные, так и дополнительные) должны быть жесткими и износостойкими, но не должны портить базовых поверхностей, что особенно важно при установке на точные и чистовые базы, не подвергаемые дальнейшей обработке;
4) для упрощения ремонта приспособления установочные элементы должны легко сниматься.
4.1.2 Виды установочных элементов приспособлений
Для установки на черновые базы применяют постоянные (рис.6) и регулируемые опоры. Установку на чисто обработанные базы осуществляют с помощью опорных пластинок (рис.7) и штырей с плоской и сферическими головками. Размеры опор, показанных на рис. 4.1 и 4.2, следующие: D=6...40 мм; d=4...25 мм; Н=10...76 мм; h=4...40 мм; R=4...40 мм; L=60...220 мм; B=16...35 мм; h1==10...25 мм.

Рис. 6 – Постоянные опоры
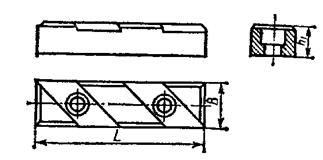 |
Рис. 7 - Регулируемые опоры
На рис. 8 приведена конструкция подводимой опоры. Подъем опоры 2 до соприкосновения с базовой поверхностью заготовки производится перемещением клина 1 с помощью винта 5 с маховичком 6. Опору фиксируют затяжкой винта, при этом шарик 4 расклинивает сегментные шпонки 3 и стопорит горизонтальный клин.
В самоустанавливающейся опоре (рис. 9) вертикальный штифт 1, находясь под воздействием предварительно сжатой пружины 4, выдвигается вверх до соприкосновения с поверхностью заготовки. Размеры пружины и степень ее предварительного сжатия подбирают так, чтобы при подъеме штифта заготовка не смещалась. Затягивая винт 3, обеспечивают фиксацию опоры в определенном положении. Промежуточный сухарь 2 ограничивает движение штифта 1 вверх при отвертывании винта.

Рис. 8 - Конструкция подводимой опоры Рис. 9 - Самоустанавливающаяся
опора
По наружным цилиндрическим поверхностям заготовки устанавливают в призмы. Для чисто обработанных баз применяют широкие призмы (рис. 10, а), для черновых – узкие (рис. 10, б); на рис. 10, в показан способ установки заготовки 2 на четыре постоянные опоры 3, запрессованные в боковые поверхности призмы 1. В приспособлениях применяют главным образом жесткие призмы с углом a=900.
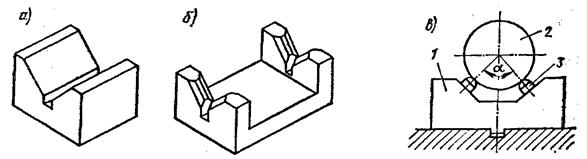
Рис. 10 – Схемы призм
Призмы выполняют из стали марки 45 или из цементируемых сталей 08...20 с закалкой боковых поверхностей до твердости HRC 50...60. Призмы больших размеров делают из серого чугуна с привернутыми закаленными щеками. Погрешности базирования при установке в призму зависят от допуска на диаметр заготовки, а также от погрешностей ее формы.
Установку заготовок с базированием по отверстиям производят на пальцы или оправки. Упорными базами служат торцевая поверхность заготовки, определяющая ее положение по длине, и различные элементы (шпоночная канавка, отверстие и др.), определяющие угловое положение обрабатываемой заготовки относительно оси основной базы.
 Примеры жестких оправок приведены на рис. 11. На рис. 11, а показана коническая оправка (конусность 1/1500...1/2000), на которую обрабатываемую заготовку наколачивают легкими ударами. Благодаря расклинивающему действию оправки заготовка удерживается от провертывания при обработке. Недостаток этой оправки — отсутствие точной ориентации заготовки по длине. На рис. 11, б показана конструкция оправки, на которую обрабатываемую заготовку насаживают с натягом. Используя при запрессовке упорные кольца (на рисунке не показаны), точно ориентируют заготовку по длине оправки. При наличии канавки 1 можно подрезать оба торца заготовки. Шейка 2 (направляющая) обеспечивает свободное надевание заготовки вручную. На рис. 11, в показана оправка, на которую заготовку насаживают с зазором.
Примеры жестких оправок приведены на рис. 11. На рис. 11, а показана коническая оправка (конусность 1/1500...1/2000), на которую обрабатываемую заготовку наколачивают легкими ударами. Благодаря расклинивающему действию оправки заготовка удерживается от провертывания при обработке. Недостаток этой оправки — отсутствие точной ориентации заготовки по длине. На рис. 11, б показана конструкция оправки, на которую обрабатываемую заготовку насаживают с натягом. Используя при запрессовке упорные кольца (на рисунке не показаны), точно ориентируют заготовку по длине оправки. При наличии канавки 1 можно подрезать оба торца заготовки. Шейка 2 (направляющая) обеспечивает свободное надевание заготовки вручную. На рис. 11, в показана оправка, на которую заготовку насаживают с зазором.
Положение заготовки по длине определяется буртом 1 оправки, ее провертывание предупреждается затяжкой гайки 3 или шпонкой 2 (если в заготовке имеется шпоночная канавка). При использовании этих оправок базовые отверстия заготовок рекомендуется обрабатывать по 7-му квалитету точности.
Оправки рекомендуется выполнять из закаленной стали и тщательно шлифовать. В центровых гнездах целесообразно предусматривать защитные фаски, чтобы предохранить их от случайных повреждении. Чтобы оправку приводить во вращение, на ее конце делают квадрат, лыски или запрессовывают поводковый палец.
|
Гайка 1 ограничивает перемещение цанги влево. На рис. 12, б приведена конструкция консольной разжимной оправки. Заготовку 1 закрепляют затяжкой внутреннего конуса 2. Разжимные оправки по сравнению с жесткими обеспечивают меньшую концентричность обработки. На рис. 12, в приведена конструкция консольной оправки с тремя сухарями 1, раздвигаемыми внутренним конусом 2. Эту оправку применяют для установки толстостенных заготовок. Оправка с упругой гильзой, разжимаемой изнутри гидропластом, показана на рис. 12, г. Затягивая винт 3, сжимают гидропласт 1, который, разжимая тонкостенную гильзу 2, прочно закрепляет заготовку. Оправки с гидропластом обеспечивают высокую степень концентричности (биение 0,005...0,01 мм).

Рис. 12 - Разжимные оправки
Установку заготовок на базовые отверстия в стационарных приспособлениях производят на консольные пальцы. На рис. 13, а, б представлены постоянные, а на рис. 13, в, г — сменные пальцы. Для облегчения надевания заготовок на торце пальца снимается фаска.

Рис. 13 – Примеры консольных пальцев
Погрешности установки на пальцы могут выражаться в смещении заготовок в радиальном направлении на размер зазора между поверхностями сопряжения. Если базовый торец заготовки не перпендикулярен к оси отверстия, то возможен перекос оси отверстия по отношению к оси пальца.
При обработке заготовок плит, рам, станин, корпусных и других деталей применяют установку на два отверстия с параллельными осями и перпендикулярную им плоскость. Она обеспечивает простую конструкцию приспособления, принцип постоянства баз и фиксацию заготовок при обработке на станках и автоматических лнниях. Базовую плоскость заготовки обрабатывают начисто, а отверстия развертывают по 7-му квалитету точности. Установочными элементами служат два пальца (жесткие или выдвижные) и опорные планки. Принципиальная схема установки показана на рис. 14, а. Один из пальцев выполняют цилиндрической, а другой — ромбической формы, так как наличие допуска на расстояние между осями базовых отверстий приводит к тому, что одно из отверстий (например, правое; рис. 14, б) может занять при установке партии заготовок два предельных положения, образованных двумя окружностями а и б. Если правый палец взять круглого сечения, то его диаметр равен d - d ; в этом случае возможно покачивание заготовки на левом пальце от среднего положения на размер ±d/2. Более выгодной формой правого пальца будет ромбическая (рис. 14, в).

Рис. 14 - Принципиальная схема установки
Покачивание заготовки при этом равно
 .
.
Ромбический палец в поперечном сечении имеет небольшую ленточку, половина ширины которой определяется по следующей формуле

при этом
 ,
,
где d 1 - допуск на размер L заготовки;
d а - допуск на размер L приспособления;
2 D 1 - диаметральный зазор при посадке заготовки на цилиндрический палец при d1+d2>2D1. Если это условие не соблюдается, то применение ромбического пальца невозможно.
Наибольший возможный угол перекоса заготовки от среднего положения вследствие зазоров при посадке на пальцы (рис. 14, г) может быть определен по формуле

или приближенно
 .
.
Таким образом, для уменьшения a целесообразно увеличивать расстояние L.
При обработке валов и некоторых других заготовок, имеющих базовые поверхности в виде центровых гнезд (или конических фасок), в качестве установочных элементов используют центры. Различные конструктивные формы центров показаны на рис. 15. Схема установки на обычный жесткий центр показана на рис. 15, а; на рис. 15, б показана установка заготовки конической фаской на срезанный центр; на рис. 15, в — конструкция вращающегося, центра для токарных работ; на рис. 15, г — установка заготовки на специальный, срезанный центр с зубьями и на рис. 15, д—конструкция поводкового центра для передачи момента благодаря внедрению рифлений в базовую поверхность гнезда заготовки. Этот центр обеспечивает передачу большого момента, но портит поверхность гнезда. Для точной установки заготовок по длине применяют плавающий передний центр (рис. 15, е). В этом случае погрешность диаметра центрового гнезда не влияет на осевое смещение заготовки, так как торец последней упирается в неподвижную плоскость корпуса плавающего центра.
При установке на два центра заготовка сохраняет одну степень свободы — возможность вращения вокруг оси центров. В ряде случаев (фрезерование шпоночных пазов, фрезерование квадратов) необходима дополнительная база для угловой координации заготовки. На рис. 16 показана установка заготовки с поджимом к дополнительной боковой базе.

Рис. 15 - Различные конструктивные формы центров

Рис. 16 - Установка заготовки с поджимом к дополнительной боковой базе
Полную ориентацию заготовки в пространстве обеспечивают установкой на три центра (рис. 17, а), из которых два жестких, а один выдвижной, выполняющий роль установочного и зажимающего элемента. Преимуществами этой схемы являются хорошая устойчивость и постоянство баз, так как после подготовки центровых гнезд все операции можно выполнить при одном базировании. К недостаткам схемы относится необходимость выдерживать точное значение диаметра центровых гнезд.
Схема базирования может осуществляться также установкой на четыре центра (рис. 17, б), из которых два жестких и два выдвижных. Эта схема менее чувствительна к изменению диаметра центровых гнезд, так как зазор можно выбирать, а ось детали может при этом смещаться.

Рис. 17 – Схема полной ориентации заготовки в пространстве
При шлифовании осевых отверстий зубчатых колес применяют базирование по рабочим поверхностям зубьев, обеспечивая этим высокую концентричность отверстия зубчатого колеса. На рис. 18 показаны различные cxeмы установки зубчатых колес. В качестве установочных элементов применяют рейки (рис. 18, а), ролики (рис. 18, б)зубчатые секторы (рис. 18, в) и качающиеся рычаги (рис. 18, г) в специальных патронах (для цилиндрических колес).

Рис. 18 - Различные схемы установки зубчатых колес
При использовании роликов применяют патроны (рис. 19), где установочные элементы, в данном случае ролики, крепят в обойме 4, допускающей возможность их самоустанавливания по впадинам колеса 5. Точное центрирование обеспечивают кулачки 3, которые скользят, по наклонным пазам корпуса патрона. Осевую ориентацию заготовки осуществляют по упорам 6. При закреплении заготовки усилие от штока 1 передается через гибкие пластинки 2 на кулачки.

Рис. 19 – Схема патрона
Конические зубчатые колеса устанавливают по сферическим элементам. применяя специальные прижимные устройства (рис. 20).

Рис. 20 – Схема прижимного устройства
В отдельных случаях в качестве установочных баз можно применять наружные и внутренние сферические поверхности, наружные и внутренние резьбовые и шлицевые поверхности, фасонные поверхности, а также различные их сочетания.
|
из
5.00
|
Обсуждение в статье: Установочные элементы приспособлений |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы