 |
Главная |


Конструктивно-технологический анализ конструкции
|
из
5.00
|
Курсовой проект
по дисциплине "Проектирование технологических процессов сборки"
тема: "Технология сборки самолета"
Студент группы 5ТС: Белоусов О.Г.
Преподаватель: Гусева Р.И.
Комсомольск-на-Амуре
2005 г.
Содержание
Введение
1. Составление схемы членения
2. Конструктивно-технологический анализ конструкции
3. Схема сборки
4. Способы базирования
5. Выбор метода взаимозаменяемости
6. Таблица условий поставки деталей на сборку
7. Расчет ожидаемой точности
8. Разработка технологического процесса сборки
9. Цикловой график сборки
10. Технические условия на сборочное приспособление
11. Расчет на жесткость продольной балки сборочного приспособления
12. Заключение
Список используемой литературы
Введение
Изготовление планера самолета начинается с изготовления деталей и завершается сборочными работами узлов, агрегатов, проведением стыковочных и монтажных работ на готовом изделии.
В настоящее время один из главных элементов производительного процесса изготовления авиационной техники считается сборочное производство. Основными факторами, определяющими специфику сборочных работ в самолетостроении, являются:
многодетальность планера, а также большое разнообразие применяемых конструкционных материалов. Это приводит к разнообразию технологических процессов и средств их оснащения, усложняет планирование, контроль и учёт сборочных работ;
сложность производственных форм и малая жесткость большинства элементов конструкции планера, из-за которых становится необходимым применение многочисленной и сложной технологической оснастки;
высокие требования к качеству самолета в целом и его отдельным элементам, для обеспечения которых необходимы новейшие методы контроля, включая специальное оснащение;
широкое кооперирование производства существенно усложняет решение вопросов обеспечение точности и взаимозаменяемости элементов конструкции планера;
частая смена объектов производства из-за быстрого морального старения авиационной техники.
Продолжительность и трудоемкость сборочных работ в зависимости от типа самолета составляет от 30-56% всех производственных трудозатрат. Сборочные и монтажные работы охватывают сборку планера, монтаж оборудования и силовых установок, монтаж систем управления полетом и взлетно-посадочных средств, аэродромные работы по подготовке самолета к летным испытаниям и сдача его заказчику. Сборочно-монтажные работы характеризуются сложностью выполняемых работ, сравнительно невысоким уровнем механизации технологических операций сборки и монтажа, что влечет за собой большую трудоемкость изготовления продукции, невысокий уровень производительности труда.
Сборочные работы в зависимости от вида можно подразделить на узловую сборку - сборку узлов (лонжероны, нервюры, шпангоуты, створки люков); агрегатную - сборка отсеков, агрегатов, секций планера; общую сборку самолетов - сборку-стыковку отдельных агрегатов в целое изделие и проведение нивелировочных работ.
Выбор технологического оснащения зависит от технологического процесса сборки, применяемого метода обеспечения взаимозаменяемости и точности сборочной единицы. Проектирование технологического процесса и средства оснащения сборки осуществляется с учетом факторов, оказывающих на них влияние.
Курсовой проект посвящен разработке технологии сборки полуотсека фюзеляжа. Он включает: схему членения полуотсека фюзеляжа; способ базирования для данного агрегата; последовательность сборки; конструктивно-технологический анализ; метод обеспечения взаимозаменяемости; условия поставки деталей на сборку; расчет ожидаемой точности сборки; технологический процесс сборки; цикловой график сборки; расчет на жесткость продольной балки сборочного приспособления.
Составление схемы членения
На схеме членения представлены детали и узлы собираемого агрегата, и их количество.

Рисунок 1 - Схема членения
Конструктивно-технологический анализ конструкции
Стыковые шпангоуты состоят из трех секций Т-образного сечения. Поступают после узловой сборки с отверстиями ОСБ и НО. Материал шпангоутов - Д16-Т.
Силовые шпангоуты выполнены из материала АК-6. Поступают после узловой сборки с отверстиями КФО и НО.
Верхняя и нижние панели клепаной конструкции состоят из обшивки, продольного стрингерного набора и поперечного набора в виде полушпангоутов. Поступают на сборку полностью собранными с обрезанными кромками и торцами.
Стыковые стрингеры уголкового сечения.
Схема сборки
В зависимости от класса самолета возможна сборка:
Недифференцированная - т.е. сборка проходит из одних деталей (не узлов, не деталей практически нет).
Сборка идет в одном сложном приспособлении, применяется труд высококвалифицированных рабочих. Этот тип сборки применяется для индивидуального и опытного производства.
Дифференцированная - сборка агрегата в основном идет из панелей и узлов. Применяются несложные сборочные приспособления, и используется сборщики низкой квалификации (2, 3 разряд).
В самолето- и вертолетостроении рассматриваются две основных схемы агрегатной сборки: последовательная и последовательно-параллельная.
Последовательная сборка относится к нерасчленённой на секции и панели конструкции самолета. Сборка идёт в одном сложном сборочном приспособлении.
При этой схеме сборки трудоёмкость и цикл сборочных работ самые большие, создаются стеснённые условия труда для сборщика, на сборку поступает большое количество деталей.
Последовательно-параллельная схема сборки относится к сборке расчленённой на панели и узлы конструкции, но после первого этапа сборочных работ приступают к соединению - стыковке панелей и узлов друг с другом, а затем в полученном изделии проводят монтажные работы.
Цикл и трудоёмкость в таком случае меньше, чем при последовательной сборке, также создаются нормальные условия труда для сборщиков. Таким образом, для данного отсека наиболее приемлема дифференцированная схема сборки (а именно последовательно-параллельная).
|
|
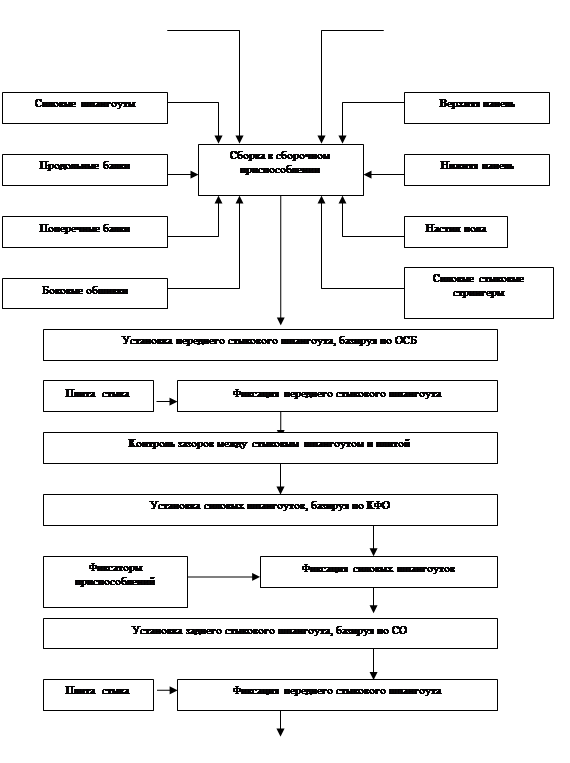


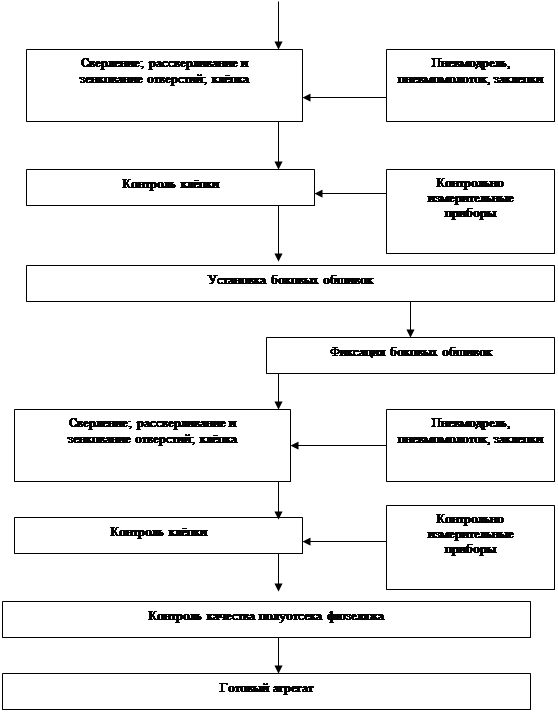
Рисунок 2 - Схема сборки
Способы базирования
Базирование определяет ожидаемую точность узла или агрегата. Поэтому необходимо выбрать тот метод базирования, который обеспечивал бы при сборке заданную точность при минимальных затратах на оборудование
Сборка представляет собой совокупность операций по установке деталей в сборочное положение и соединению их в узлы, панели, агрегаты и самолёт в целом.
Совершенствование технологии сборочно-монтажных работ в самолетостроении зависит от выбранного способа базирования элементов конструкции относительно других элементов.
Принятый метод сборки и метод базирования предопределяет структуру всего технологического процесса сборки, состав технологического и контрольного оснащения, уровень ожидаемой точности готового изделия.
Различают следующие способы базирования при узловой и агрегатной сборке:
1) по месту детали в конструктивном контуре изделия (МДКК);
2) по сборочным отверстиям (СО) в элементах изделия и оснастке;
3) по разметке;
4) по координатно-фиксирующим отверстиям (КФО);
5) в сборочном приспособлении по базовым элементам самого сборочного приспособления;
6) базированием по внешней поверхности обшивки (ВПО);
7) по поверхности каркаса;
8) по сборочным отверстиям (СО) и базовым отверстиям (БО) стапеля.
Рассмотрим способы базирования при агрегатной сборке.
Базирование по внешней поверхности обшивки.
Этот метод базирования относится к прямому методу и находит широкое применение в сборочных работах, так как дает самую высокую точность сборки.
Сборочная база в этом случае являются рабочие поверхности рубильников стапеля, которые образуют отраженный вид контура аэродинамических обводов планера.
Этот способ базирования дает самую высокую точность сборки (в пределах 0,4 мм).
Базирование по поверхности каркаса.
Этот способ базирования относится к косвенным методам базирования, при котором теоретический контур внешних обводов агрегата не соприкасается с поверхностями сборочных баз стапеля.
Этот способ более трудоёмок, чем базирование по внешней поверхности обшивки, и менее точен (точность сборки лежит в пределах 2,5 мм).
Базирование по поверхности каркаса в основном применяют при сборке непанелированных отсеков и агрегатов легких самолетов и вертолетов, конструкций с сотовым заполнителем.
Базирование по сборочным и базовым отверстиям стапеля.
Сборочной базой при этом способе базирования являются поверхности базовых элементов стапеля и в дополнение к ним БО в базируемых элементах изделия и базовых элементах стапеля.
При этом базируемые элементы изделия сопрягаются с базовыми элементами по ограниченным участкам поверхности в зоне расположения БО, поэтому форма базовых элементов очень мало или совсем не зависит от формы элементов изделия.
Точность этого способа сборки лежит в пределах 0,6 - 1,0 мм.
Разрабатываемый отсек фюзеляжа относится к третьей зоне допусков и не требует большой точности сборки. Поэтому при сборке применяем способ базирования по поверхности каркаса с применением универсальных рубильников.
|
из
5.00
|
Обсуждение в статье: Конструктивно-технологический анализ конструкции |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы