 |
Главная |


Методы расчета производственного цикла
|
из
5.00
|
Различают простой и сложный производственные циклы. Простой производственный цикл - это цикл изготовления детали. Сложный производственный цикл - цикл изготовления изделия.
Длительность производственного цикла является одной из важнейших характеристик уровня организации производства. Расчет длительности производственного цикла имеет многоцелевое назначение.
Он используется при разработке производственной программы цехов, загрузки рабочих мест и оборудования, для расчета размера незавершенного производства (НЗП) и т.д.
Время выполнения одной операции, в течение которого изготавливается одна партия одинаковых или несколько различных деталей, называется операционным циклом Топ.
Производственный цикл сложного процесса - это совокупность простых процессов. Он часто начинается с запуска в производство первой заготовки и заканчивается выпуском готового изделия или сборочной единицы. Производственный цикл включает циклы выполнения технологических Тт, контрольных Тк, транспортных Ттр и складских Тск операций, естественных процессов Те и время перерывов Тпер:
Тц = f (Тт, Тк, Ттр, Тск, Те, Тпер). (1.1.)
При организации производственного процесса учитываются регламентированные перерывы, возникающие внутри рабочих смен и между ними.
Внутрисменные перерывы возникают при обработке деталей партиями из-за их пролеживания в ожидании обработки всей партии перед ее транспортировкой на следующую операцию (перерывы партионности); при несогласованности времени окончания одной и начала другой операции, выполненных на одном рабочем месте, из-за чего детали или партии деталей пролеживают в ожидании освобождения рабочего места (перерывы ожидания).
Длительность производственного цикла выражается обычно в календарном времени (днях).
Существует три вида построений производственных циклов по времени:
последовательный;
параллельный;
параллельно-последовательный.
При последовательном виде движения обработка партии деталей на каждой последующей операции начинается лишь после того, как вся партия прошла обработку на предыдущей операции.
Определение технологического цикла изготовления партии n на m операциях рассчитывается по следующей формуле:
Тц(посл) = n∑ti/Ci, (1.2.)
Где n - количество деталей в партии;- число операций обработки;- норма времени i-ой операции;
сi - количество рабочих мест на i-ой операции.
Графическое изображение представления длительности ТЦ при последовательной обработке деталей.
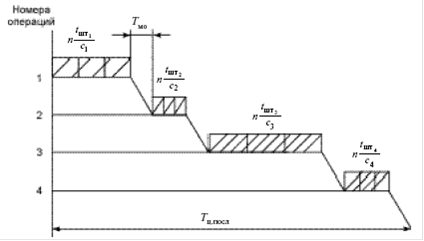
Рис. 1.2. Последовательная обработка деталей
Положительные моменты:
просто организовать производственный процесс;
оборудование и рабочие работают бесперебойно;
простой учет.
Отрицательные моменты:
большая длительность производственного процесса;
большое незавершенное производство (партионное пролёживание);
Область применения: обработка малыми партиями
При параллельном движении передача предметов труда (деталей) на последующую операцию осуществляется поштучно, либо транспортной партией сразу после обработки на предыдущей операции. Как видно из графика, в общем случае при переводе деталей с операции на операцию поштучно длительность операционного цикла равна:
m
Тц(пар) = Р∑ti/Ci + (n-p) tmax/Cmax, (1.3.)
i=1
где, Р - величина транспортной партии (или поштучно), шт.;
tmax - время выполнения наиболее продолжительной операции, мин.;
Cmax - число рабочих мест на наиболее продолжительной операции.

Рис. 1.3. Параллельная обработка деталей
Положительные моменты:
длительность производственного цикла снижается по сравнению с последовательной обработкой деталей.
Отрицательные моменты:
простои рабочих мест при условии не равенства или не кратности операций (простои на коротких операциях).
Область применения: применяется в том случае, когда время операций примерно равно или кратно друг другу. Это непрерывно-поточное производство.
При параллельно-последовательном виде движения детали передаются на последующую операцию по мере ох обработке на предыдущей - поштучно или транспортной партией, при этом время выполнения смежных операций частично совмещаются таким образом, что партия деталей обрабатывается на каждой операции без перерывов.
 (1.4.)
(1.4.)
Где, ti/ci - время выполнения операции с учетом станков

Рис. 1.4. Параллельно-последовательная обработка деталей
Положительные моменты:
длительность производственного цикла снижается по сравнению с последовательной обработкой деталей.
отсутствуют простои рабочих мест на коротких операциях.
Помимо рассмотренных составляющих для определения длительности производственного цикла необходимо учесть межоперационное время и время естественных процессов. Длительность произвосдтвенного цикла рассчитывается по формуле:
Тп.ц.=Тт.ц.+ mo+tmo+tеп (1.5.)
Где, Тт.ц. - длительность технологического цикла
mo - количество деталей в партии
tmo-время межоперационного пролеживания
tеп - время протекания естественных процессов
|
из
5.00
|
Обсуждение в статье: Методы расчета производственного цикла |
|
Обсуждений еще не было, будьте первым... ↓↓↓ |

Почему 1285321 студент выбрали МегаОбучалку...
Система поиска информации
Мобильная версия сайта
Удобная навигация
Нет шокирующей рекламы